TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024037228
公報種別
公開特許公報(A)
公開日
2024-03-19
出願番号
2022141912
出願日
2022-09-07
発明の名称
積層フィルムの製造方法
出願人
日東電工株式会社
代理人
個人
,
個人
主分類
B26D
1/24 20060101AFI20240312BHJP(切断手工具;切断;切断機)
要約
【課題】仮支持フィルムと硬化樹脂層と無機物層とを順に有する積層フィルム原反のスリットにおいて、切り屑を低減しつつ硬化樹脂層および無機物層の良好な切断端部を確保するのに適した、積層フィルムの製造方法を提供する。
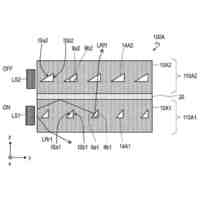
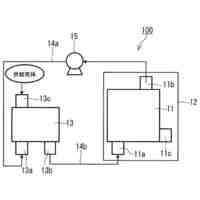
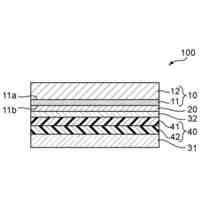
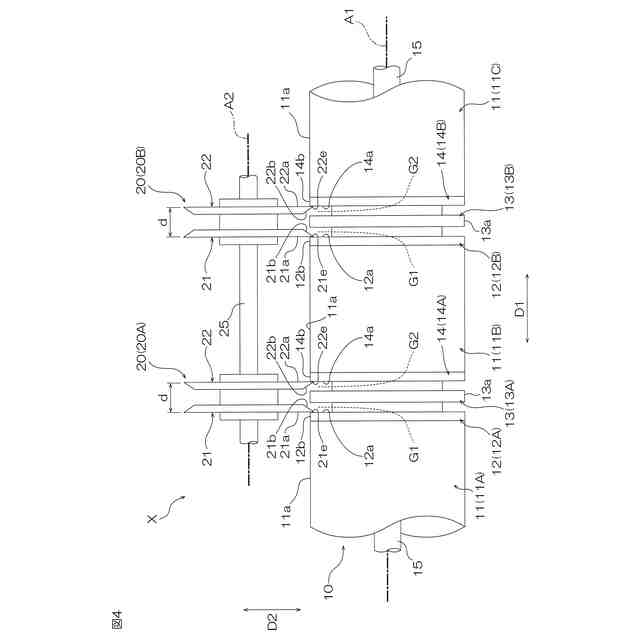
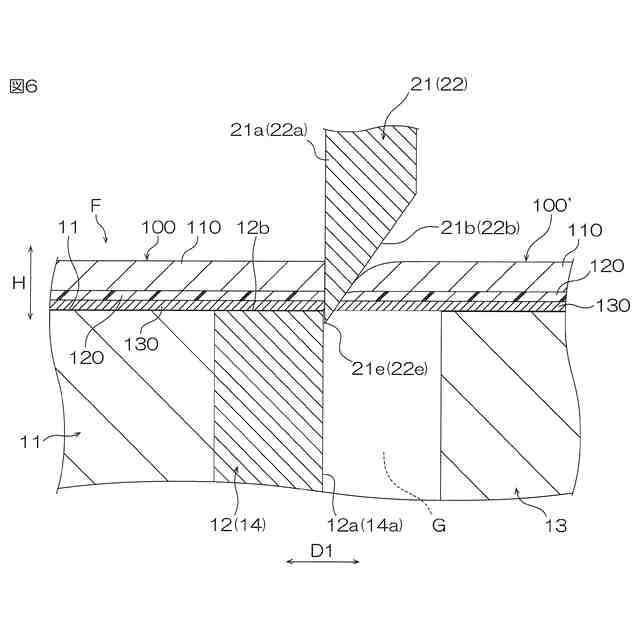
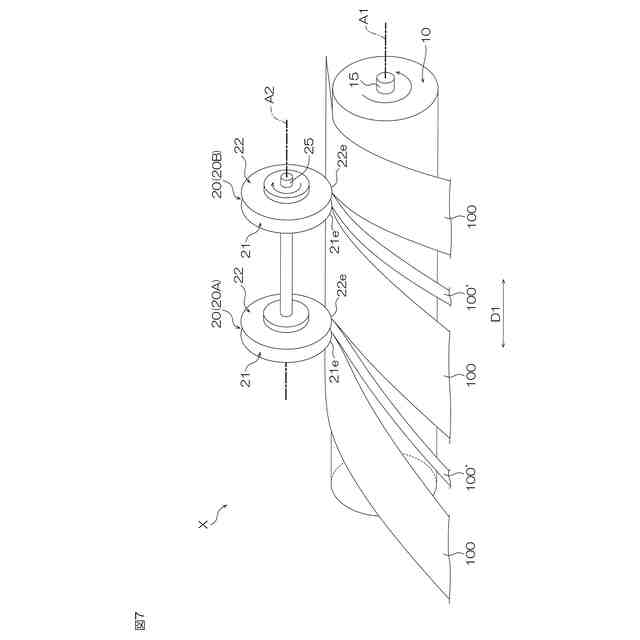
【解決手段】積層フィルムの製造方法では、支持ローラー10と2枚刃ユニット20を備えるスリッター装置Xによって積層フィルム原反Fをスリットする。支持ローラー10は、ローラー部11、円形刃12、スペーサー13、円形刃14及びローラー部11を一方向にこの順で備え、2枚刃ユニット20は円形刃21,22を備える。積層フィルム原反Fは、仮支持フィルム110、硬化樹脂層120及び無機物層130を厚さ方向にこの順で備える。本製造方法では、積層フィルム原反Fを、無機物層130側がローラー部11,11に接する状態で支持ローラー10によって送りつつ、円形刃12,21間および円形刃14,22間でスリットする。
【選択図】図1
特許請求の範囲
【請求項1】
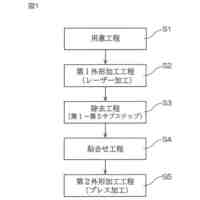
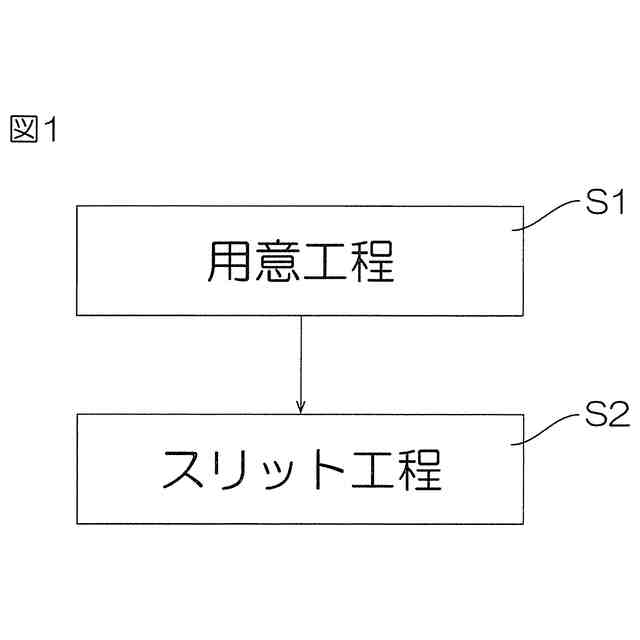
長尺の積層フィルム原反を用意する用意工程と、
スリッター装置によって前記積層フィルム原反を長さ方向にスリットして積層フィルムを得るスリット工程とを含む、積層フィルムの製造方法であって、
前記スリッター装置が、刃付支持ローラーと、2枚刃ユニットとを備え、
前記刃付支持ローラーが、第1ローラー部と、第1円形刃と、スペーサーと、第2円形刃と、第2ローラー部とを第1方向にこの順で備え、前記第1方向に延びる第1回転軸心まわりに回転可能であり、
前記第1円形刃が、前記スペーサーに第1の空隙を介して対向する刃裏面を有する片刃であり、
前記第2円形刃が、前記スペーサーに第2の空隙を介して対向する刃裏面を有する片刃であり、
前記2枚刃ユニットが、前記第1円形刃と協働してフィルムをスリットする第3円形刃と、前記第2円形刃と協働してフィルムをスリットする第4円形刃とを備え、前記第1方向に延びる第2回転軸心まわりに回転可能であり、
前記第3円形刃が、前記第1の空隙に入る刃先を有する片刃であって、前記第1方向における前記第1円形刃側を向く刃裏面を有する片刃であり、
前記第4円形刃が、前記第2の空隙に入る刃先を有する片刃であって、前記第1方向における前記第2円形刃側を向く刃裏面を有する片刃であり、
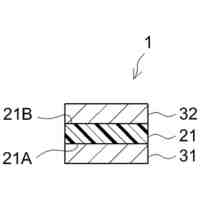
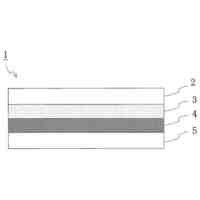
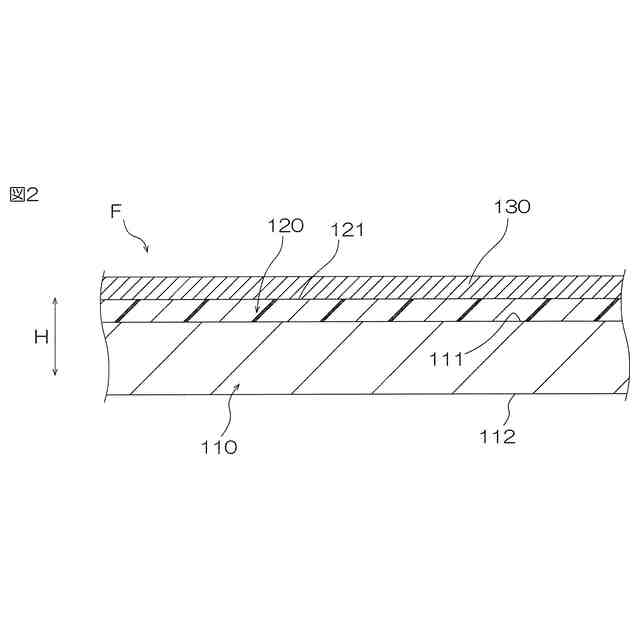
前記積層フィルム原反は、仮支持フィルムと、当該仮支持フィルムに対して剥離可能に接している硬化樹脂層と、無機物層とを厚さ方向にこの順で備え、
前記スリット工程では、前記積層フィルム原反の前記無機物層側が前記第1ローラー部および前記第2ローラー部に接する状態で前記刃付支持ローラーを回転駆動して、前記積層フィルム原反を前記長さ方向に送ることにより、当該積層フィルム原反を、前記第1および第3円形刃間でスリットしつつ、前記第2および第4円形刃間でスリットする、積層フィルムの製造方法。
続きを表示(約 530 文字)
【請求項2】
前記硬化樹脂層が1μm以上3μm以下の厚さを有する、請求項1に記載の積層フィルムの製造方法。
【請求項3】
前記仮支持フィルムにおける前記硬化樹脂層側の表面が20mN/m以上40mN/m以下の表面自由エネルギーを有する、請求項1に記載の積層フィルムの製造方法。
【請求項4】
前記仮支持フィルムと前記硬化樹脂層との間の剥離強度が1N/24mm以下である、請求項1に記載の積層フィルムの製造方法。
【請求項5】
前記硬化樹脂層における前記無機物層側の表面の、ナノインデンテーション法により測定される25℃での硬さが、0.3GPa以上である、請求項1に記載の積層フィルムの製造方法。
【請求項6】
前記第1ローラー部の外周面と、前記第1円形刃の外周面とは面一であり、前記第2ローラー部の外周面と、前記第2円形刃の外周面とは面一である、請求項1に記載の積層フィルムの製造方法。
【請求項7】
前記第1方向における前記第1円形刃の刃先と前記第2円形刃の刃先との間の離隔距離が2mm以上20mm以下である、請求項1から6のいずれか一つに記載の積層フィルムの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、積層フィルムの製造方法に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
長尺かつ幅広のフィルム原反を長さ方向にスリットするためのスリッター装置が知られている。スリッター装置によると、フィルム原反をスリットして所定幅のフィルムを製造できる。スリッター装置は、例えば、フィルムの幅方向における所定位置(スリット位置)ごとに、一対の回転式の裁断刃を備える。一対の裁断刃は、互いの刃先の干渉によって協働してフィルムをスリットできるように配置されている。このようなスリッター装置によるスリット工程を含む方法は、例えば下記の特許文献1に記載されている。
【先行技術文献】
【特許文献】
【0003】
特開2015-205393号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
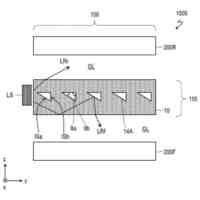
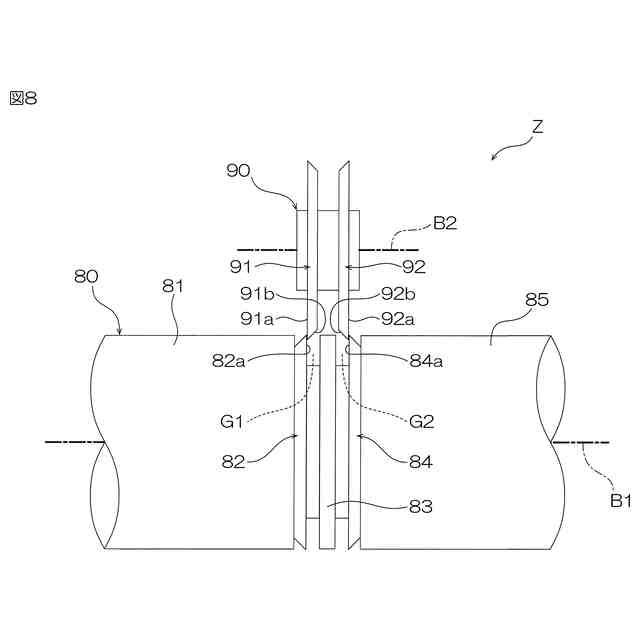
スリッター装置の裁断刃としては、刃先の鋭さの観点から、片刃が好ましく用いられる。また、裁断刃としては、スリット後のフィルムにおける耳立ちの抑制の観点から、2枚の片刃が重ねられた2枚刃ユニットが好ましく用いられる。耳立ちとは、フィルムにおける切断端部の局所的な反りを意味する。図8は、そのような2枚刃ユニットを備えるスリッター装置の一例としてのスリッター装置Zを表す。スリッター装置Zは、支持ローラー80と、2枚刃ユニット90とを備える。
【0005】
支持ローラー80は、ローラー部81と、円形刃82と、スペーサー83と、円形刃84と、ローラー部85とを、一方向にこの順で備える。円形刃82は、片刃であり、スペーサー83に空隙G1を介して対向する刃裏面82aを有する。円形刃84は、片刃であり、スペーサー83に空隙G2を介して対向する刃裏面84aを有する。このような支持ローラー80は、一方向に延びる回転軸心B1まわりに回転可能である。
【0006】
2枚刃ユニット90は、円形刃91,92を備える。円形刃91は、空隙G1(円形刃82とスペーサー83との間)に入る刃先を有する片刃であり、円形刃82側の刃裏面91aと、先端傾斜面91bとを有する。刃裏面91aと先端傾斜面91bとは鋭角を形成する。円形刃92は、空隙G2(円形刃84とスペーサー83との間)に入る刃先を有する片刃であり、円形刃84側の刃裏面92aと、先端傾斜面92bとを有する。刃裏面92aと先端傾斜面92bとは鋭角を形成する。このような2枚刃ユニット90は、一方向に延びる回転軸心B2まわりに回転可能である。
【0007】
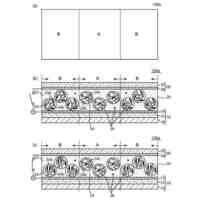
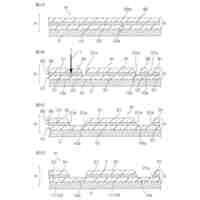
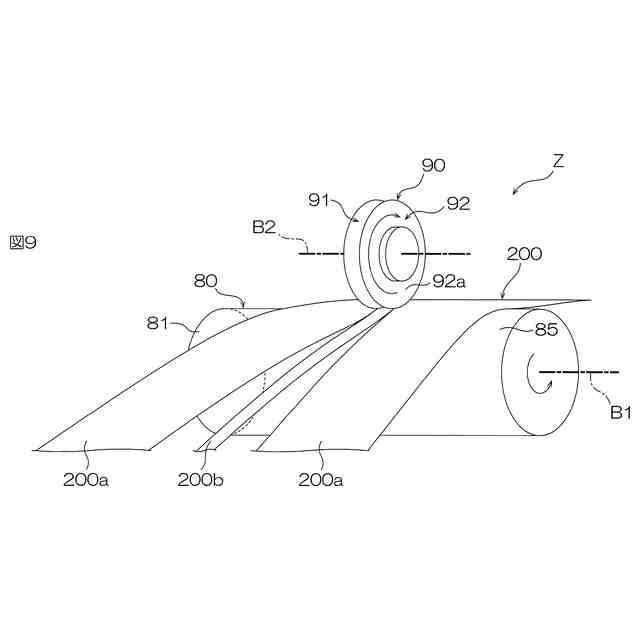
スリッター装置Zにおいては、図9に示すように、支持ローラー80と2枚刃ユニット90との間をフィルム原反200(スリット対象物)が通過する時、当該フィルム原反200は、円形刃82(図8)と円形刃91とによってスリットされ、且つ、円形刃84(図8)と円形刃92とによってスリットされる。このようなスリットにより、所定幅の製品フィルム200aが得られる。また、製品フィルム200a間にはストリップ200b(中抜き部)が生じる。
【0008】
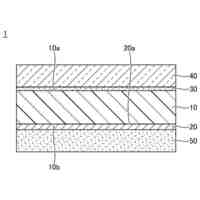
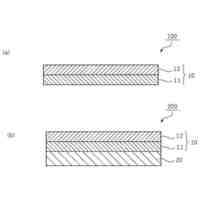
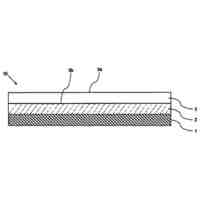
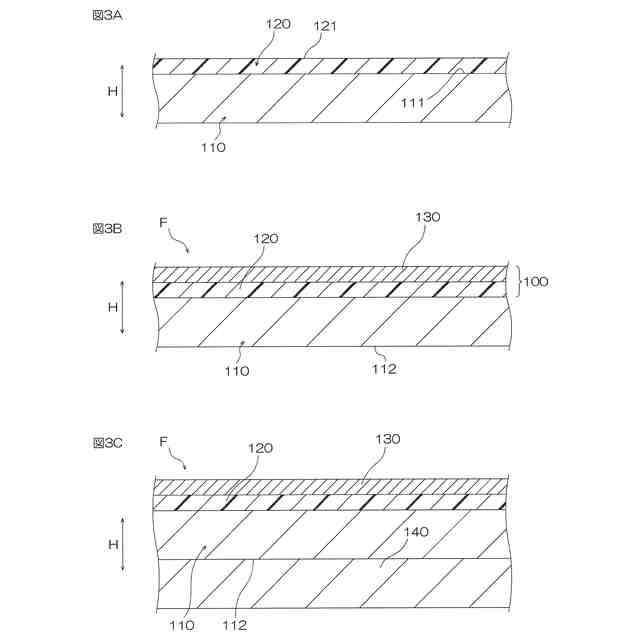
一方、転写用導電性フィルム等の転写用積層フィルムが知られている。転写用積層フィルムは、例えば、仮支持フィルムと、当該仮支持フィルムに対して剥離可能に接している硬化樹脂層と、無機物層(転写用導電性フィルムでは導電層)とを、厚さ方向にこの順で備える。仮支持フィルムは、硬化樹脂層および無機物層よりも相当程度に厚い。このような転写用積層フィルムは、無機物層の供給材として用いられる。例えば、転写用導電性フィルムは、ディスプレイパネルの製造過程において、導電層の供給材として用いられる。具体的には、まず、転写用導電性フィルムにおける硬化樹脂層上の導電層が、パターニングされる。次に、当該転写用導電性フィルムの導体層側が、粘着剤層を介して、フィルム状の偏光板(偏光フィルム)に貼り合わされる。次に、転写用導電性フィルムにおいて、硬化樹脂層から仮支持フィルムが剥離される。これにより、硬化樹脂層とその上の導電層とが、基材レスの透明導電性フィルムとして、偏光フィルムに転写される。このように、転写用導電性フィルムによると、基材レスの薄い透明導電性フィルムを偏光フィルムに貼り合わせることができる。
【0009】
転写用積層フィルムは、例えば、ロールトゥロール方式において次のようにして製造される。まず、長尺かつ幅広の基材フィルムとしての仮支持フィルム上に、硬化樹脂層が形成される。仮支持フィルムは、硬化樹脂層が事後的に剥離可能なように、予め表面改質処理されている。硬化樹脂層は、無機物層にとっての下地層である。次に、硬化樹脂層上に無機物層が形成される。これにより、長尺かつ幅広の転写用積層フィルム原反のロールが得られる。次に、このフィルム原反が長さ方向にスリットされることにより、所定幅の転写用積層フィルムが得られる(スリット工程)。
【0010】
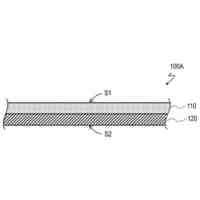
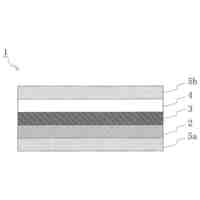
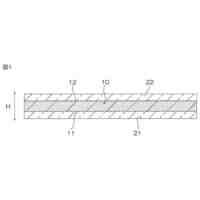
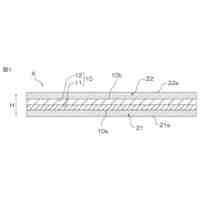
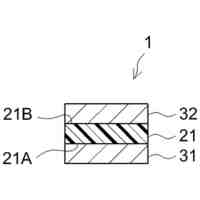
図10は、転写用積層フィルムの従来のスリット工程において上述のスリッター装置Zが用いられる場合の部分拡大図(フィルム原反の流れ方向)である。図10に示す転写用積層フィルム原反200Aは、仮支持フィルム201と、当該仮支持フィルム201に対して剥離可能に接している硬化樹脂層202と、無機物層203とを、厚さ方向Hにこの順で備える。転写用積層フィルム原反200Aは、仮支持フィルム201側が支持ローラー80に接する状態で支持ローラー80と2枚刃ユニット90との間を通されて、円形刃82,84と円形刃91,92とによってスリットされる。これにより、所定幅の製品フィルム200aとしての転写用積層フィルムが得られる。また、製品フィルム200a間にはストリップ200bが生じる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日東電工株式会社
照明装置
19日前
日東電工株式会社
複層構造体
16日前
日東電工株式会社
複層構造体
16日前
日東電工株式会社
光学積層体
16日前
日東電工株式会社
粘着シート
17日前
日東電工株式会社
光学積層体
2日前
日東電工株式会社
粘着シート
18日前
日東電工株式会社
光学積層体
2日前
日東電工株式会社
粘着シート
19日前
日東電工株式会社
配線回路基板
22日前
日東電工株式会社
光学粘着シート
17日前
日東電工株式会社
可変色粘着シート
22日前
日東電工株式会社
情報コード付シート
2日前
日東電工株式会社
光学積層体の製造方法
2日前
日東電工株式会社
粘着シート及び積層体
16日前
日東電工株式会社
光学部材および照明装置
17日前
日東電工株式会社
粘着剤および粘着シート
17日前
日東電工株式会社
粘着剤および粘着シート
17日前
日東電工株式会社
配線回路基板の製造方法
22日前
日東電工株式会社
培養システム及び培養方法
18日前
日東電工株式会社
高分子分散型液晶フィルム
18日前
日東電工株式会社
封止シートおよび電子装置
2日前
日東電工株式会社
封止シートおよび電子装置
2日前
日東電工株式会社
積層体および画像表示装置
11日前
日東電工株式会社
封止シートおよび電子装置
2日前
日東電工株式会社
封止用シートおよび素子装置
2日前
日東電工株式会社
分離膜の製造方法及び分離膜
17日前
日東電工株式会社
マーク付フィルムチップの製造方法
2日前
日東電工株式会社
光学装置、光学部材および導光部材
19日前
日東電工株式会社
培養バッグ及びそれを用いた培養方法
18日前
日東電工株式会社
培養バッグ及びそれを用いた培養方法
18日前
日東電工株式会社
光半導体素子封止用シートおよび表示体
12日前
日東電工株式会社
粘着剤層を有する積層フィルムの製造方法
16日前
日東電工株式会社
粘着剤層を有する積層フィルムの製造方法
16日前
日東電工株式会社
粘着剤層を有する積層フィルムの製造方法
16日前
日東電工株式会社
粘着剤層を有する積層フィルムの製造方法
16日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ