TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024022426
公報種別
公開特許公報(A)
公開日
2024-02-16
出願番号
2022195322,2022125532
出願日
2022-12-07,2022-08-05
発明の名称
トランスファ装置
出願人
冨士発條株式会社
代理人
個人
,
個人
,
個人
主分類
B21D
43/05 20060101AFI20240208BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】搬送方向に対して平面視で所定角度回転させたワークを、バランスよく挟持して搬送することが可能なトランスファ装置を提供する。
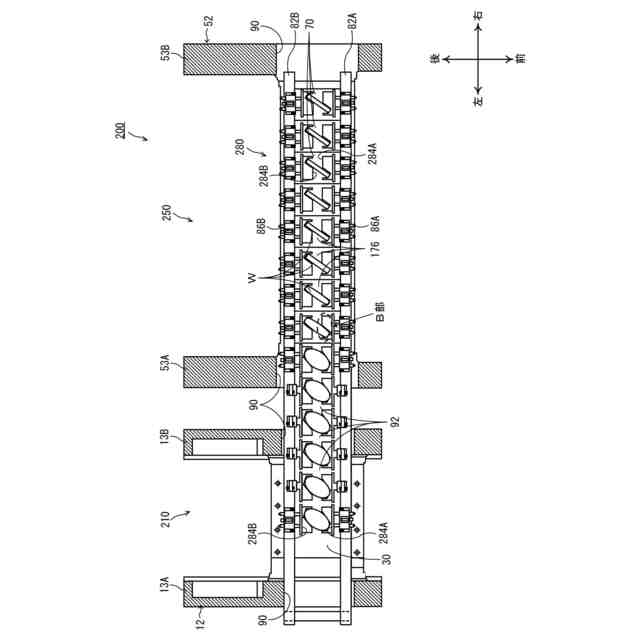
【解決手段】正方形又は長方形のダイホルダに固定された状態で、平面視における長手方向が前記ダイホルダの四辺のいずれとも直交せずに、四辺の方向に対して所定角度を有して交差するように成形孔が形成されているダイで加工された加工材を次工程に搬送するトランスファ装置280であって、加工材を、搬送方向に対して直交する方向の両側から挟持するように設けられたフィンガー284Aと、フィンガー284Aを、搬送方向に対して直交する方向に沿って、加工材に対して接近及び離間するように作動させることが可能なエアシリンダ86Aと、を有し、フィンガー284Aは、平面視において、加工材の長手方向に沿った面と当接するように形成された凹部を有する。
【選択図】図7
特許請求の範囲
【請求項1】
正方形又は長方形のダイホルダに固定された状態で、平面視における長手方向が前記ダイホルダの四辺のいずれとも直交せずに、前記四辺の方向に対して所定角度を有して交差するように成形孔が形成されているダイで加工された加工材を次工程に搬送するトランスファ装置であって、
前記加工材を、該加工材の搬送方向に対して直交する方向の両側から挟持するように設けられたフィンガーと、
前記フィンガーを、前記搬送方向に対して直交する方向に沿って、前記加工材に対して接近及び離間するように作動させることが可能な駆動源と、を有し、
前記フィンガーは、
平面視において、前記加工材の長手方向に沿った面と当接するように形成された凹部を有する、
ことを特徴とするトランスファ装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、プレス加工された加工材を搬送するトランスファ装置に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
金属加工に用いられるプレス機として、例えば特許文献1には、トランスファプレス機が開示されている。
【0003】
例えば特許文献1に開示されるように、トランスファプレス機は、ボルスタ16を介してボルスタ支持壁12によりダイホルダ13Hを支持しており、ダイホルダ13Hにはダイ13が固定されている。ダイ13には成形孔13Aが形成されており、筒形ワーク90は、パンチ15によってダイ13の成形孔13Aに押し込まれてプレス加工される。単発プレス機及び順送プレス機においても、ワークがダイに形成された成形孔にパンチによって押し込まれてプレス加工される点は、トランスファプレス機と同様である。
【先行技術文献】
【特許文献】
【0004】
特許第6626234号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、搬送方向に対して平面視で所定角度回転させた状態でワークを搬送する場合、バランスよくワークを搬送できない可能性がある。
【0006】
本発明は、上記実情に鑑みてなされたものであり、搬送方向に対して平面視で所定角度回転させたワークを、バランスよく挟持して搬送することが可能なトランスファ装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明のトランスファ装置は、
正方形又は長方形のダイホルダに固定された状態で、平面視における長手方向が前記ダイホルダの四辺のいずれとも直交せずに、前記四辺の方向に対して所定角度を有して交差するように成形孔が形成されているダイで加工された加工材を次工程に搬送するトランスファ装置であって、
前記加工材を、該加工材の搬送方向に対して直交する方向の両側から挟持するように設けられたフィンガーと、
前記フィンガーを、前記搬送方向に対して直交する方向に沿って、前記加工材に対して接近及び離間するように作動させることが可能な駆動源と、を有し、
前記フィンガーは、
平面視において、前記加工材の長手方向に沿った面と当接するように形成された凹部を有する、
ことを特徴とする。
【0008】
上記のトランスファ装置によれば、フィンガーが、平面視において加工材の長手方向に沿った面と当接するように形成された凹部を有する。そのため、ダイに形成された成形孔が、ダイホルダの四辺のいずれとも直交せずに、四辺の方向に対して所定角度を有して形成されていたとしても、搬送方向に対して直交する方向の両側から、プレス加工された加工材をバランスよく挟持することができる。しかも、フィンガーを作動させる駆動源の仕様変更を行う必要もない。
【発明の効果】
【0009】
本発明によると、搬送方向に対して平面視で所定角度回転させたワークを、バランスよく挟持して搬送することが可能なトランスファ装置を提供することができる。
【図面の簡単な説明】
【0010】
ワーク供給装及びトランスファプレスシステムを含むシステムの全体を示す正面図の一例である。
一般的なワーク供給装置及びトランスファプレスシステムを含むシステム全体の平断面図の一例である。
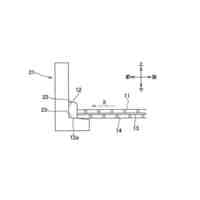
トランスファプレス機の側断面図の一例である。
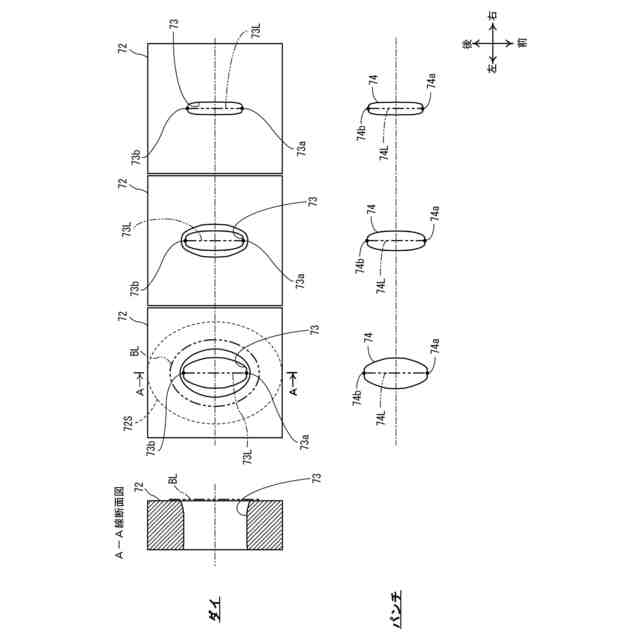
一般的な複数のダイのうち一部のダイの平面図及びこの平面図に示されるA-A線断面図、並びに、平面図に示されたダイに対応するパンチの平断面図である。
特徴的な複数のダイのうち一部のダイの平面図、及びこの平面図に示されたダイに対応するパンチの平断面図の一例である。
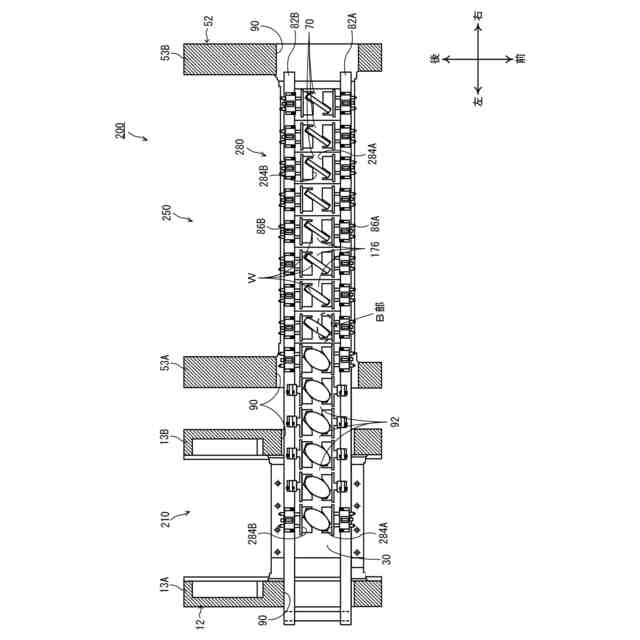
トランスファプレス機を含むプレスシステムの平断面図の一例であって、ワークがフィンガーで挟持された態様を示す図である。
変形例に係るトランスファプレス機を含むプレスシステムの平断面図の一例であって、ワークがフィンガーで挟持された態様を示す図である。
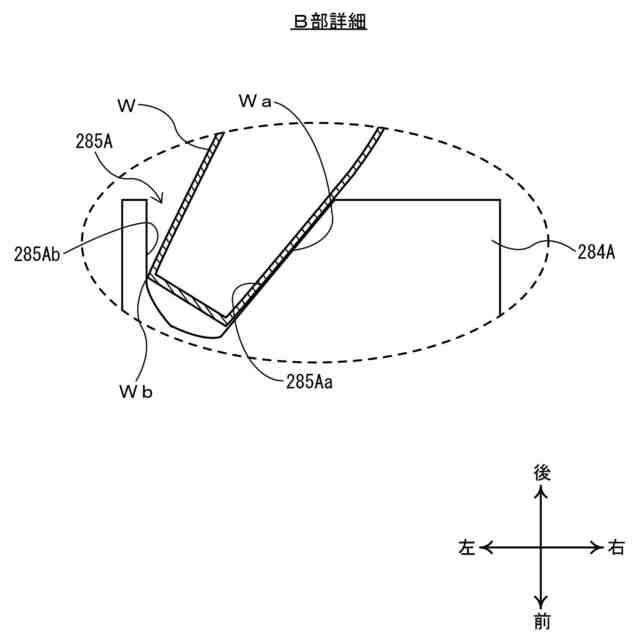
図7において破線で囲まれたB部の詳細図の一例である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
冨士発條株式会社
プレス成形方法
1か月前
トヨタ自動車株式会社
交換装置
1か月前
トヨタ自動車株式会社
プレス装置
1か月前
川崎重工業株式会社
プレス用金型
3か月前
トヨタ自動車株式会社
鍛造加工装置
2日前
株式会社サンテック
ヘミング加工方法
1か月前
川崎重工業株式会社
金型形状の選定方法
3か月前
トヨタ自動車株式会社
平角線の歪み除去装置
2か月前
トヨタ自動車株式会社
アウタパネルの製造方法
1か月前
冨士発條株式会社
プレス成形方法
1か月前
株式会社アマダ
金型交換装置
3か月前
株式会社ダイナックス
打抜き加工用パンチ
2か月前
株式会社アマダ
金型交換装置
2か月前
本田技研工業株式会社
プレス成形方法
2か月前
JFEスチール株式会社
プレス成形品の製造方法
2か月前
本田技研工業株式会社
プレス成形方法
2か月前
JFEスチール株式会社
プレス成形品の製造方法
1か月前
旭サナック株式会社
圧造機
27日前
株式会社ジェイテクトフルードパワーシステム
歪矯正方法
1か月前
アイダエンジニアリング株式会社
板状部材送り装置
2か月前
石福金属興業株式会社
イリジウム合金線の製造方法
1か月前
トヨタ自動車株式会社
プレス装置
13日前
JFEスチール株式会社
圧延方法
1か月前
株式会社栗本鐵工所
ベンディングロール
3か月前
トヨタ自動車株式会社
プレス金型及びプレス成形方法
1か月前
第一高周波工業株式会社
定着部付鉄筋の製造方法
2日前
トヨタ紡織株式会社
プレス加工方法
2か月前
株式会社アマダ
パンチング加工方法
1か月前
フタバ産業株式会社
配管部品の製造方法
1か月前
トヨタ自動車株式会社
接合方法
13日前
日本軽金属株式会社
模様付製品成形用押出しダイス
2か月前
フタバ産業株式会社
配管部品の製造方法
1か月前
産業振興株式会社
金属板の加工設備及び方法、スクラップ
2か月前
株式会社アマダ
金型反転装置
2か月前
株式会社アマダ
金型収納装置
1か月前
日本製鉄株式会社
チタン合金板の製造方法
20日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ