TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2023115878
公報種別
公開特許公報(A)
公開日
2023-08-21
出願番号
2022071621
出願日
2022-04-25
発明の名称
薄型ウイック及び薄型ヒートパイプ
出願人
個人
代理人
個人
主分類
F28D
15/04 20060101AFI20230814BHJP(熱交換一般)
要約
【課題】薄型ウイック及び薄型ヒートパイプの提供。
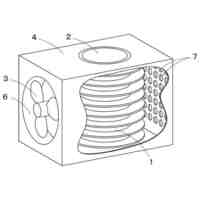
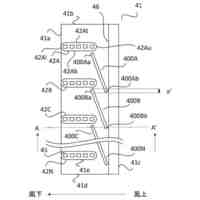
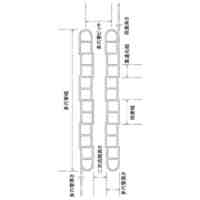
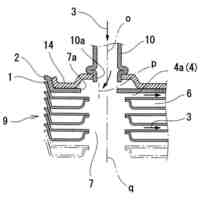
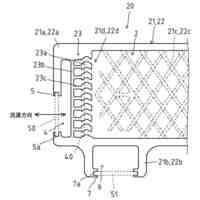
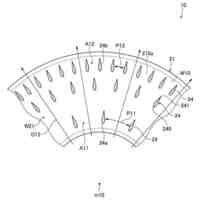
【解決手段】上板11に交差枠21又は一方側方向枠21を0.025~0.5mmの厚みにて突設し、上板11と同一形状の下板12に交差枠21又は一方側方向枠21を前記厚みにて突設し、交差枠21又は一方側方向枠21によって囲まれた各位置に、突起22が上板11及び下板12の双方、又は下板12のみに同一厚みの幅にて突設するか、又は交差枠21による上板11及び下板12に突設しないかの何れかであって、上板11の交差枠21又は一方側方向枠21と下板12の交差枠21とが接合しており、突起22が交差枠21の各交差位置又は一方側方向枠21の各長手方向位置に当接又は近接している薄型ウイック10を、周囲壁3の内側に隣接する空洞100を形成した上で配置し、かつ周囲壁3に冷媒液注入口51及び冷媒液流出口52を設置している薄型ヒートパイプ1。
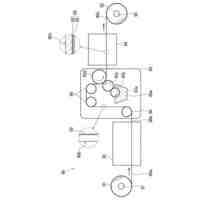
【選択図】図1(a)
特許請求の範囲
【請求項1】
同一形状であって、0.025~0.5mmの厚みを有する上板及び下板において、二次元の平面方向にて一方側及び他方側の2方向に交差し合っている交差枠が0.025~0.5mmの幅にて突設されると共に、上板及び下板において交差枠によって囲まれた各位置に、突起が0.025~0.5mmの幅にて突設されており、上板における交差枠と下板における交差枠とが一方側方向及び他方側方向をそれぞれ平行状態とした上で接合しており、上板及び下板から突設された突起は、それぞれ下板及び上板から突設された交差枠における各交差位置に当接又は近接する状態にあることを特徴とする二枚を単位とする薄型ウイック。
続きを表示(約 3,000 文字)
【請求項2】
以下のステップによる請求項1記載の二枚を単位とする薄型ウイックの製造方法。
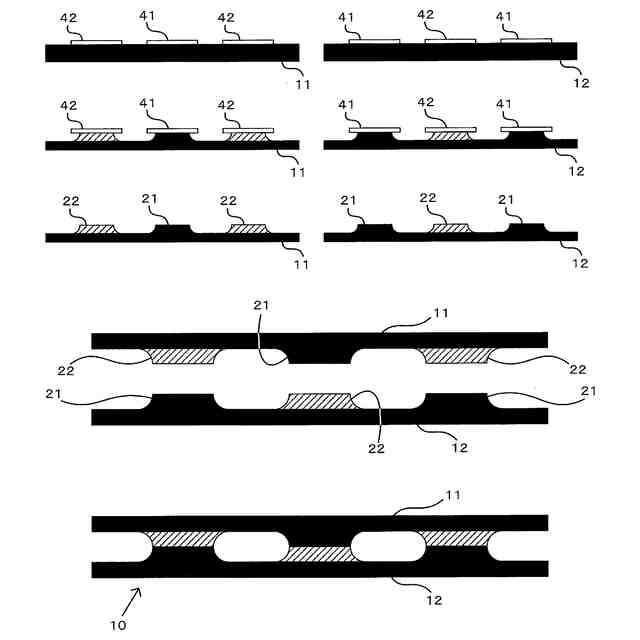
1 同一形状であって、0.05~1.0mmの厚みを有する上板及び下板の各表面における交差枠用レジスト及び突起用レジストの貼着。
2 上板及び下板に対するエッチングによって、上板及び下板の交差枠及び突起の周囲における空間の形成に伴う交差枠及び突起の各領域の形成、更には交差枠及び突起の各突設幅が0.025~0.5mmに至った段階にて当該エッチングの終了。
3 各レジストの除去。
4 上板における交差枠と下板における交差枠との熱溶着による接合。
【請求項3】
同一形状であって、0.025~0.5mmの厚みを有する上板及び下板において、二次元の平面方向にて一方側及び他方側の2方向に交差し合っている交差枠が0.025~0.5mmの幅にて突設されると共に、下板において交差枠に囲まれた各位置に、突起が0.025~0.5mmの幅にて突設されており、上板における交差枠と下板における交差枠とが一方側方向及び他方側方向をそれぞれ平行状態とした上で接合しており、下板から突設された突起は、上板から突設された交差枠における各交差位置に当接又は近接する状態にあることを特徴とする二枚を単位とする薄型ウイック。
【請求項4】
以下のステップによる請求項3記載の二枚を単位とする薄型ウイックの製造方法。
1 同一形状であって、0.05~1.0mmの厚みを有する上板及び下板の各表面における交差枠用レジストの貼着、並びに下板の表面における突起用レジストの貼着。
2 上板及び下板に対するエッチングによって、上板の交差枠の周囲及び下板の交差枠及び突起の周囲における空間の形成に伴う交差枠及び突起の各領域の形成、更には交差枠及び突起の突設幅が0.025~0.5mmに至った段階にて当該エッチングの終了。
3 各レジストの除去。
4 上板における交差枠と下板における交差枠との熱溶着による接合。
【請求項5】
同一形状であって、0.025~0.5mmの厚みを有する上板及び下板において、二次元の平面方向にて一方側及び他方側の2方向に交差し合っている交差枠が0.025~0.5mmの幅にて突設されると共に、上板における交差枠と下板における交差枠とが一方側方向及び他方側方向をそれぞれ平行状態とした上で接合し、かつ上板及び下板の交差枠によって囲まれた平面方向の各中心位置と、下板及び上板の交差枠における交差位置の各中心位置とがそれぞれ一致していることを特徴とする二枚を単位とする薄型ウイック。
【請求項6】
以下のステップによる請求項5記載の二枚を単位とする薄型ウイックの製造方法。
1 同一形状であって、0.05~1.0mmの厚みを有する上板及び下板の各表面における交差枠用レジストの貼着。
2 上板及び下板に対するエッチングによって、上板及び下板の交差枠の周囲における空間の形成に伴う交差枠の領域の形成、更には交差枠の突設幅が0.025~0.5mmに至った段階にて当該エッチングの終了。
3 各レジストの除去。
4 上板における交差枠と下板における交差枠との熱溶着による接合。
【請求項7】
同一形状であって、0.025~0.5mmの厚みを有する上板及び下板のうち、上板において二次元方向の平面方向にて複数本の一方側方向に平行状態を呈している一方側方向枠が0.025~0.5mmの幅にて突設され、下板において二次元方向の平面方向にて一方側及び他方側の2方向に交差し合っている交差枠が0.025~0.5mmの幅にて突設されると共に、上板において一方側方向枠によって囲まれた複数個の位置に、突起が0.025~0.5mmの幅にて突設されており、下板において交差枠に囲まれた各位置に突起が0.025~0.5mmの幅にて突設されており、上板における一方側方向枠と下板における交差枠とが一方側方向枠の方向と交差枠の一方側方向とを平行状態とした上で接合しており、上板から突設された突起は、下板から突設された交差枠における交差位置に当接又は近接し、下板から突設された突起は、上板から突設された一方側方向枠に当接又は近接状態にあることを特徴とする二枚を単位とする薄型ウイック。
【請求項8】
以下のステップによる請求項7記載の二枚を単位とする薄型ウイックの製造方法。
1 同一形状であって、0.05~1.0mmの厚みを有する上板及び下板のうち、上板の表面における一方側方向枠レジスト及び突起用レジストの貼着、並びに下板の表面における交差枠用レジスト及び突起用レジストの貼着。
2 上板及び下板に対するエッチングによって、上板の一方側方向枠及び突起の周囲における空間の形成に伴う一方側方向枠及び突起の各領域の形成、並びに下板における交差枠及び突起の周囲における空間の形成に伴う交差枠及び突起の各領域の形成、更には一方側方向枠、交差枠、突起の各突設幅が0.025~0.5mmに至った段階にて当該エッチングの終了。
3 各レジストの除去。
4 上板における交差枠と下板における交差枠との熱溶着による接合。
【請求項9】
同一形状であって、0.025~0.5mmの厚みを有する上板及び下板のうち、上板において二次元方向の平面方向にて複数本の一方側方向に平行状態を呈している一方側方向枠が、0.025~0.5mmの幅にて突設され、下板において二次元方向の平面方向にて一方側及び他方側の2方向に交差し合っている交差枠が0.025~0.5mmの幅にて突設されると共に、下板において交差枠に囲まれた各位置に突起が0.025~0.5mmの幅にて突設されており、上板における一方側方向枠と下板における交差枠とが一方側方向枠の方向と交差枠の一方側方向とを平行状態とした上で接合しており、下板から突設された突起は、上板から突設された一方側方向枠に当接又は近接状態にあることを特徴とする二枚を単位とする薄型ウイック。
【請求項10】
以下のステップによる請求項9記載の二枚を単位とする薄型ウイックの製造方法。
1 同一形状であって、0.05~1.0mmの厚みを有する上板及び下板のうち、上板の表面における一方側方向枠レジストの貼着、並びに下板の表面における交差枠用レジスト及び突起用レジストの貼着。
2 上板及び下板に対するエッチングによって、上板の一方側方向枠の周囲における空間の形成に伴う一方側方向枠の領域の形成、並びに下板における交差枠及び突起の周囲における空間の形成に伴う交差枠及び突起の各領域の形成、更には一方側方向枠、交差枠、突起の各突設幅が0.025~0.5mmに至った段階にて当該エッチングの終了。
3 各レジストの除去。
4 上板における交差枠と下板における交差枠との熱溶着による接合。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、毛細管現象によって、冷媒液が流動する薄型ウイック及び当該薄型ウイックと冷媒蒸気が流動する空洞とを不可欠の構成要素としている薄型ヒートパイプを対象としている。
続きを表示(約 3,800 文字)
【背景技術】
【0002】
多孔質状の金属板であるウイックを固定しているヒートパイプの構成が提唱されているが、当該ヒートパイプにおいては、当該パイプの一方側の面を発熱素子と接続した場合には、当該ヒートパイプ中のウイックに保持されている冷媒液を毛細管現象を介して速やかに気化することができる。
但し、前記ウイック及び前記ヒートパイプにおいては、薄型化が要請されている。
【0003】
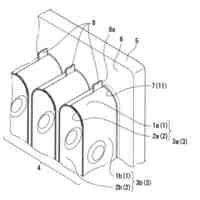
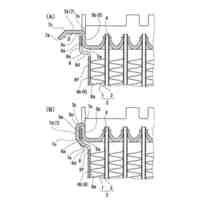
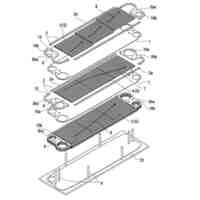
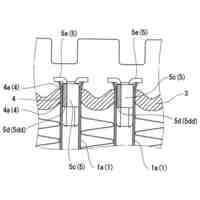
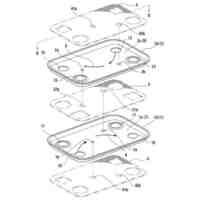
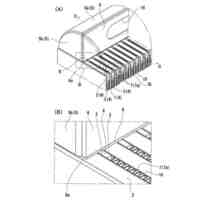
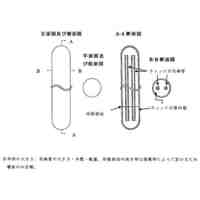
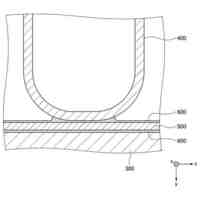
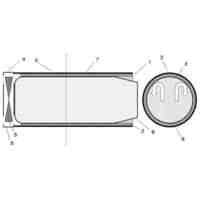
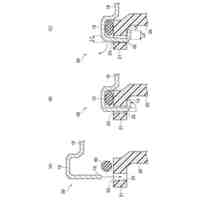
本願と発明者及び出願人が同一である特許文献1においては、枠体21及び突起22の結合によって構成され、かつ所定の厚みを有する立体構成によるウイック2を採用する一方(図1(a)の斜視図)、ウイック2の上側及び下側の両側に対し金属板4を重畳しており、しかも凸部41を介して、ウイック2と接合している(図6(a)、(b))。
【0004】
然るに、上記立体構成によるウイック2を採用した場合には、薄型のヒートパイプを実現することができない。
因みに、特許文献1におけるウイックの厚みが0.1mmであり、上下の金属板4の厚みが0.1mmの場合(但し、凸部41の高さ幅をも含む)には、一枚のウイック2の両側を金属板4によって支持した場合であっても、0.3mmの厚みによるヒートパイプが形成され、二枚のウイック2の両側を金属板4によって支持した場合には、0.4mmの厚みによるヒートパイプが形成されることにならざるを得ない。
【0005】
このように、特許文献1を始めとする従来技術においては、薄型のウイック、更には薄型のヒートパイプを形成するために必要な技術的工夫が行われていない。
【先行技術文献】
【特許文献】
【0006】
特開2021-124237号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、シンプルな構成による薄型ウイック及び当該薄型ウイックを採用した薄型ヒートパイプの構成を提供することを課題としている。
【課題を解決するための手段】
【0008】
前記課題を解決するため、本発明の基本構成は、
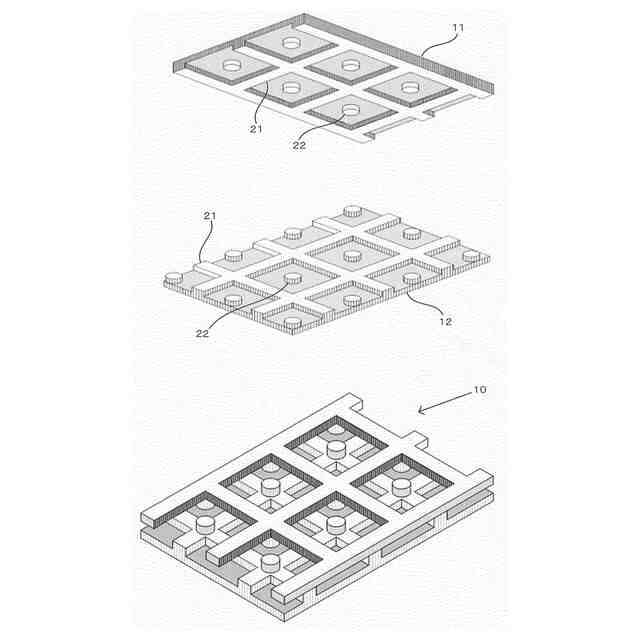
(1)同一形状であって、0.025~0.5mmの厚みを有する上板及び下板において、二次元の平面方向にて一方側及び他方側の2方向に交差し合っている交差枠が0.025~0.5mmの幅にて突設されると共に、上板及び下板において交差枠によって囲まれた各位置に、突起が0.025~0.5mmの幅にて突設されており、上板における交差枠と下板における交差枠とが一方側方向及び他方側方向をそれぞれ平行状態とした上で接合しており、上板及び下板から突設された突起は、それぞれ下板及び上板から突設された交差枠における各交差位置に当接又は近接する状態にあることを特徴とする二枚を単位とする薄型ウイック、
(2)同一形状であって、0.025~0.5mmの厚みを有する上板及び下板において、二次元の平面方向にて一方側及び他方側の2方向に交差し合っている交差枠が0.025~0.5mmの幅にて突設されると共に、下板において交差枠に囲まれた各位置に、突起が0.025~0.5mmの幅にて突設されており、上板における交差枠と下板における交差枠とが一方側方向及び他方側方向をそれぞれ平行状態とした上で接合しており、下板から突設された突起は、上板から突設された交差枠における各交差位置に当接又は近接する状態にあることを特徴とする二枚を単位とする薄型ウイック、
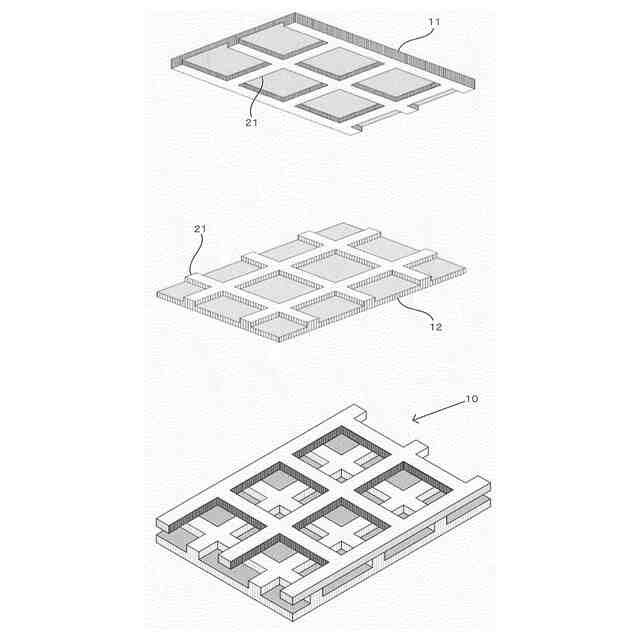
(3)同一形状であって、0.025~0.5mmの厚みを有する上板及び下板において、二次元の平面方向にて一方側及び他方側の2方向に交差し合っている交差枠が0.025~0.5mmの幅にて突設されると共に、上板における交差枠と下板における交差枠とが一方側方向及び他方側方向をそれぞれ平行状態とした上で接合し、かつ上板及び下板の交差枠によって囲まれた平面方向の各中心位置と、下板及び上板の交差枠における交差位置の各中心位置とがそれぞれ一致していることを特徴とする二枚を単位とする薄型ウイック、
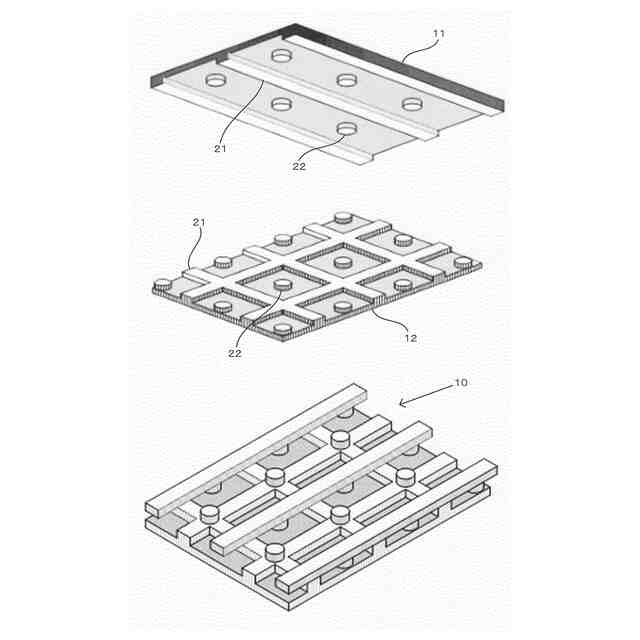
(4)同一形状であって、0.025~0.5mmの厚みを有する上板及び下板のうち、上板において二次元方向の平面方向にて複数本の一方側方向に平行状態を呈している一方側方向枠が0.025~0.5mmの幅にて突設され、下板において二次元方向の平面方向にて一方側及び他方側の2方向に交差し合っている交差枠が0.025~0.5mmの幅にて突設されると共に、上板において一方側方向枠によって囲まれた複数個の位置に、突起が0.025~0.5mmの幅にて突設されており、下板において交差枠に囲まれた各位置に突起が0.025~0.5mmの幅にて突設されており、上板における一方側方向枠と下板における交差枠とが一方側方向枠の方向と交差枠の一方側方向とを平行状態とした上で接合しており、上板から突設された突起は、下板から突設された交差枠における交差位置に当接又は近接し、下板から突設された突起は、上板から突設された一方側方向枠に当接又は近接状態にあることを特徴とする二枚を単位とする薄型ウイック、
(5)同一形状であって、0.025~0.5mmの厚みを有する上板及び下板のうち、上板において二次元方向の平面方向にて複数本の一方側方向に平行状態を呈している一方側方向枠が、0.025~0.5mmの幅にて突設され、下板において二次元方向の平面方向にて一方側及び他方側の2方向に交差し合っている交差枠が0.025~0.5mmの幅にて突設されると共に、下板において交差枠に囲まれた各位置に突起が0.025~0.5mmの幅にて突設されており、上板における一方側方向枠と下板における交差枠とが一方側方向枠の方向と交差枠の一方側方向とを平行状態とした上で接合しており、下板から突設された突起は、上板から突設された一方側方向枠に当接又は近接状態にあることを特徴とする二枚を単位とする薄型ウイック、
(6)同一形状であって、0.025~0.5mmの厚みを有する上板及び下板において、二次元の平面方向にて複数本の一方側方向に平行状態を呈している一方側方向枠が0.025~0.5mmの幅にて突設されると共に、上板及び下板において一方側方向枠によって囲まれた複数個の位置に、突起が0.025~0.5mmの幅にて突設されており、上板における一方側方向枠と下板における一方側方向枠とを相互に平行状態とした上で接合しており、上板及び下板から突設された突起は、それぞれ下板及び上板から突設された一方側方向枠に当接又は近接する状態にあることを特徴とする二枚を単位とする薄型ウイック、
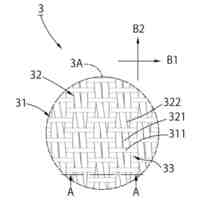
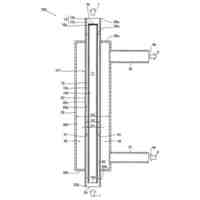
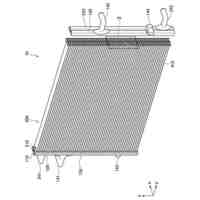
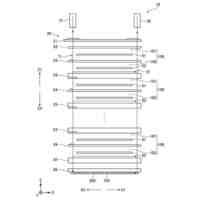
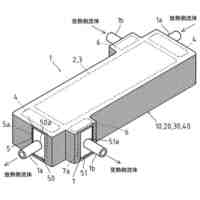
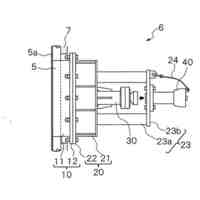
(7)上板及び下板の周囲に突設され、かつ相互に接合し合っている周囲壁の内側にて、前記(1)、(2)、(3)、(4)、(5)、(6)の何れかによる複数個のウイックを配設することによって、冷媒液の流動領域を形成すると共に、当該複数個のウイックと隣接している位置に、冷媒蒸気が流動する空洞の領域を形成すると共に、上板の周囲壁の表面内側における冷媒液注入口、及び冷媒液注入口と周囲壁の内側端における冷媒液流出口とを連通する流動パイプを設置することを特徴とする薄型ヒートパイプ、
(8)上板及び下板の周囲に突設され、かつ相互に接合し合っている周囲壁の内側にて、前記(1)、(2)、(3)、(4)、(5)、(6)の何れかによる複数個のウイックを配設することによって、冷媒液の流動領域を形成すると共に、当該複数個のウイックと隣接している位置に、冷媒蒸気が流動する空洞の領域を形成すると共に、上板の周囲壁の表面内側端における冷媒液注入口、及び冷媒液注入口と周囲壁の内側端における冷媒液流出口とを連通する落下領域を設置することを特徴とする薄型ヒートパイプ、
からなる。
【発明の効果】
【0009】
基本構成(1)、(2)、(3)、(4)、(5)、(6)の何れかのウイックによって、基本構成(7)、(8)のヒートパイプを構成した場合には、何れのヒートパイプにおいても、上板及び下板にて突設された交差枠の合計突設幅を、0.025×2~0.5×2=0.05~1.0mmと設定することができ、ヒートパイプ全体の厚みを0.05+0.025×2~1.0+0.5×2=0.1~2.0mmと設定することができる。
【0010】
これに対し、特許文献1記載のウイックにおいて、厚み0.05~1.0mmの両側の金属板、及び厚み0.05~1.0mmの厚み及び高さによって作成された二枚のウイックを採用してヒートパイプを構成した場合には、両側の金属板の厚みは、0.05mm×2~1.0mm×2=0.10~2.0mmであり、しかも二枚のウイックの厚みもまた、0.05mm×2~1.0mm×2=0.10~2.0mmであって、合計の厚みは、0.2~4mmの厚みであって、基本構成(1)、(2)、(3)、(4)、(5)、(6)、(7)、(8)による厚みの2倍の厚みを必要とせざるを得ない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
熱交換器
6か月前
個人
高効率輻射熱交換槽
10か月前
株式会社ティラド
熱交換器
7か月前
株式会社ティラド
熱交換器
10か月前
東芝キヤリア株式会社
熱交換器
11か月前
株式会社ティラド
熱交換ユニット
7か月前
株式会社ティラド
積層型熱交換器
7か月前
個人
冷媒液注入及び封止方法
21日前
株式会社スイシン
熱交換装置
9か月前
マルヤス工業株式会社
熱交換器
3か月前
株式会社ティラド
熱交換器の補強構造
6か月前
個人
放熱ニット網
2か月前
栗田工業株式会社
洗浄装置
10か月前
日本ピラー工業株式会社
温調容器
10か月前
株式会社ティラド
プレート積層型熱交換器
3か月前
株式会社ティラド
熱交換器のヘッダタンク
1か月前
株式会社ティラド
熱交換器の誤組防止構造
4か月前
株式会社ティラド
熱交換器のタンク接続構造
10か月前
住友精密工業株式会社
熱交換器
28日前
個人
ウィック付毛細管挿入縦型ヒートパイプ
8か月前
住友精密工業株式会社
熱交換器
7か月前
株式会社デンソー
熱交換器
3か月前
株式会社デンソー
熱交換器
6か月前
株式会社デンソー
熱交換器
7か月前
富士電機株式会社
冷却装置および蒸発器
4か月前
個人
薄型ウイック及び薄型ヒートパイプ
8か月前
株式会社バルテック
プレート式熱交換器
5か月前
株式会社カンファクト
熱伝導部材及び冷却器具
8か月前
株式会社バルテック
プレート式熱交換器
5か月前
株式会社デンソー
熱交換器
6か月前
住友金属鉱山株式会社
煙灰除去装置
8か月前
日野自動車株式会社
熱交換器
2か月前
株式会社神戸製鋼所
熱交換器
4か月前
株式会社デンソー
温度調節器
8か月前
株式会社デンソー
温度調節器
8か月前
株式会社デンソー
温度調節器
8か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ