TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025168724
公報種別
公開特許公報(A)
公開日
2025-11-12
出願番号
2024073413
出願日
2024-04-30
発明の名称
表面被覆切削工具
出願人
三菱マテリアル株式会社
,
国立大学法人東海国立大学機構
代理人
個人
,
個人
,
個人
,
個人
主分類
B23B
27/14 20060101AFI20251105BHJP(工作機械;他に分類されない金属加工)
要約
【課題】CFRPを被削材とする切削加工において、工具の耐摩耗性を維持しつつ、表面粗さを小さく抑えて薄膜化を図ることで、刃先の鋭利さ(切れ味)を十分に高めることができ、切削抵抗をより低減可能な表面被覆切削工具を提供する。
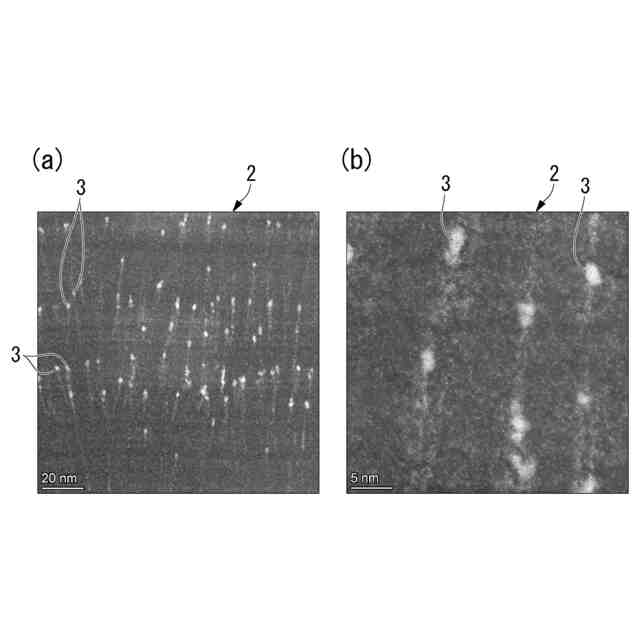
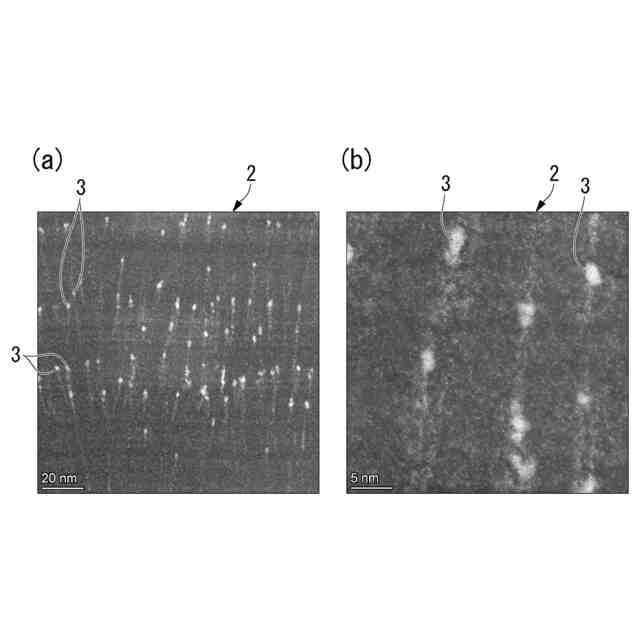
【解決手段】工具基材と、工具基材の表面のうち少なくとも切刃を被覆する非晶質炭素被膜2と、を備え、非晶質炭素被膜2は、Taを原子%で0.1%以上14%以下含有し、非晶質炭素被膜2の断面画像を観察したときに、非晶質炭素被膜2のマトリクス内に存在するTaC微結晶3の平均粒径が、7nm以下である。
【選択図】図3
特許請求の範囲
【請求項1】
工具基材と、
前記工具基材の表面のうち少なくとも切刃を被覆する非晶質炭素被膜と、を備え、
前記非晶質炭素被膜は、Taを原子%で0.1%以上14%以下含有し、
前記非晶質炭素被膜の断面画像を観察したときに、前記非晶質炭素被膜のマトリクス内に存在するTaC微結晶の平均粒径が、7nm以下である、
表面被覆切削工具。
続きを表示(約 630 文字)
【請求項2】
前記非晶質炭素被膜の断面画像を観察したときに、前記非晶質炭素被膜のマトリクス内に存在するTaC微結晶の平均粒径が、0.5nm以上である、
請求項1に記載の表面被覆切削工具。
【請求項3】
前記TaC微結晶は、膜厚方向に延びる粒子を含み、
前記粒子は、膜厚方向と垂直な方向の寸法に比べて膜厚方向の寸法が大きいアスペクト比を有し、
前記非晶質炭素被膜の断面画像を観察したときに、前記TaC微結晶の全数に占める前記粒子の個数の割合が80%以上である、
請求項1または2に記載の表面被覆切削工具。
【請求項4】
前記非晶質炭素被膜は、
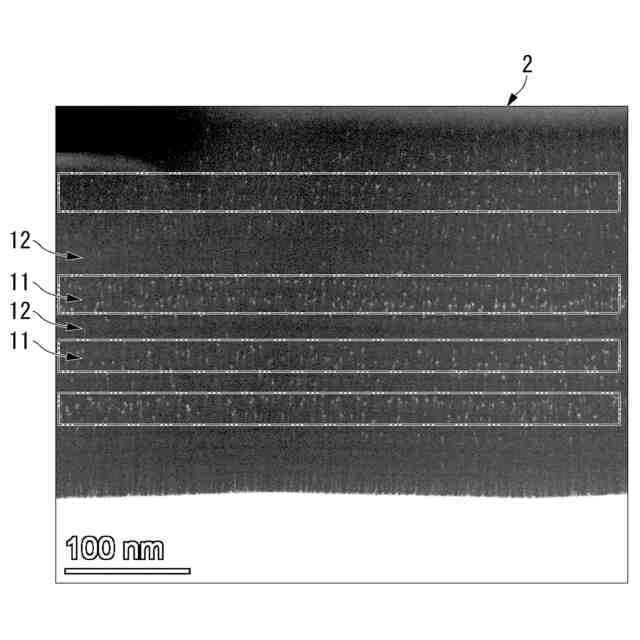
膜厚方向の寸法が10nm以上100nm以下とされた第1層と、
前記第1層とは前記TaC微結晶の粒子の分散量が異なり、膜厚方向の寸法が10nm以上100nm以下とされた第2層と、を有し、
前記第1層は、前記非晶質炭素被膜の断面画像を観察したときに、10nmの直線を引いてこの直線を跨ぐ前記TaC微結晶の粒子数が、0.04個/nm以上であり、
前記第2層は、前記非晶質炭素被膜の断面画像を観察したときに、10nmの直線を引いてこの直線を跨ぐ前記TaC微結晶の粒子数が、0.04個/nm未満であり、
前記第1層と前記第2層とが、膜厚方向に交互に繰り返し積層される、
請求項1または2に記載の表面被覆切削工具。
発明の詳細な説明
【技術分野】
【0001】
本発明は、表面被覆切削工具に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
従来、比強度に優れ、航空機材料(航空機部品)などに利用されるCFRP(Carbon Fiber Reinforced Plastics)が知られている。CFRPでは、ボルトやリベットを用いた接合が多用されることから、大量の穴あけ加工が必要となる。穴あけ加工にはドリル等の切削工具が用いられるが、CFRPの加工では工具の摩耗が早期に進行して切れ味が低下しやすく、被削材に層間剥離やバリが発生するため、加工が難しい。
【0003】
また航空機部品などの被削材は外形寸法が大きく、工作機械内での加工が困難な場合があり、ロボットアーム等で切削工具を保持して加工が行われることがある。ロボットアーム等は工作機械に比べて剛性を確保することが難しいため、高精度加工を実現するには、切削加工時の切削抵抗をより低減することが求められている。
【0004】
一般に、CFRPの穴あけ加工には、耐摩耗性に優れるCVDダイヤモンド膜を被覆したドリルがよく用いられる。しかしながら、CVDダイヤモンド膜は表面粗さが大きく、また薄膜化が困難であり(一般に数μm以上の厚さを有する)、刃先の鋭利さが十分に高められているとは言えない。このため、切削抵抗の増大や穴品質の低下などが問題となる場合がある。
【0005】
そこで、切削抵抗を低減し、穴品質を高めるために、CVDダイヤモンド膜に替わるコーティング膜として、DLC(Diamond-like Carbon)膜が着目されている。DLCは、sp
3
結合とsp
2
結合を併せ持つアモルファスカーボンであり、特にsp
3
結合の割合が80%程度のDLC(ta-C)はダイヤモンドに次ぐ硬さを有し、均一に薄く成膜することが可能であり、低切削抵抗と高い耐摩耗性を両立可能と考えられる。
【0006】
切削加工のように大きな衝撃が加わる厳しい条件下では、DLC膜の残留圧縮応力によってチッピングが生じることから、主にそれを緩和する目的で、異なる元素を添加したDLC膜が用いられる場合がある(例えば、特許文献1)。なお、特許文献1の切削工具では、鋳鉄等の鉄系材料を被削材とする切削加工において、耐摩耗性が高められることが記載されている。
【先行技術文献】
【特許文献】
【0007】
特開2013-94914号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
従来の表面被覆切削工具では、切削油を使わないドライ加工が行われることが多いCFRPを被削材とする切削加工において、工具の耐摩耗性を維持しつつ、切削抵抗をより低減する点に改善の余地があった。
【0009】
本発明は、CFRPを被削材とする切削加工において、工具の耐摩耗性を維持しつつ、表面粗さを小さく抑えて薄膜化を図ることで、刃先の鋭利さ(切れ味)を十分に高めることができ、切削抵抗をより低減可能な表面被覆切削工具を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明は、上記課題を解決するため、以下の手段を提供する。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
三菱マテリアル株式会社
表面被覆切削工具
4日前
三菱マテリアル株式会社
硫化物系固体電解質の製造方法
9日前
三菱マテリアル株式会社
硫化リチウム、および、硫化物系固体電解質の製造方法
10日前
三菱マテリアル株式会社
Au-Sn合金、Au-Sn合金粉末、Au-Sn合金ペースト、および、Au-Sn合金接合層
23日前
個人
タップ
6か月前
個人
フライス盤
2か月前
個人
加工機
6か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
5か月前
日東精工株式会社
ねじ締め機
2か月前
株式会社北川鉄工所
回転装置
5か月前
日東精工株式会社
ねじ締め機
5か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
2か月前
株式会社不二越
ドリル
6か月前
株式会社不二越
ドリル
7か月前
キヤノン電子株式会社
加工装置
9日前
ダイニチ工業株式会社
配膳治具
12日前
日東精工株式会社
ねじ締め装置
1か月前
株式会社ダイヘン
溶接電源装置
3か月前
株式会社ダイヘン
溶接電源装置
3か月前
日東精工株式会社
ねじ締め装置
4か月前
株式会社ダイヘン
溶接電源装置
3か月前
株式会社FUJI
工作機械
4か月前
日東精工株式会社
ねじ整列トレー
4日前
株式会社FUJI
工作機械
1か月前
個人
切削油供給装置
2か月前
株式会社FUJI
工作機械
4か月前
株式会社FUJI
工作機械
1か月前
株式会社ダイヘン
多層盛り溶接方法
6か月前
個人
型枠製造装置のフレーム
1か月前
中国電力株式会社
養生シート
1か月前
株式会社富田製作所
支持構造
17日前
エフ・ピー・ツール株式会社
リーマ
6か月前
キヤノン電子株式会社
加工システム
3か月前
株式会社アンド
半田付け方法
2か月前
株式会社アンド
半田付け方法
6か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ

































