TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025160739
公報種別
公開特許公報(A)
公開日
2025-10-23
出願番号
2024063501
出願日
2024-04-10
発明の名称
アーク溶接方法
出願人
パナソニックIPマネジメント株式会社
代理人
弁理士法人前田特許事務所
主分類
B23K
9/09 20060101AFI20251016BHJP(工作機械;他に分類されない金属加工)
要約
【課題】深い溶込みを実現しつつ、溶接ビードのビード幅を広げることができ、さらにスパッタの増加を抑制可能なアーク溶接方法を提供する。
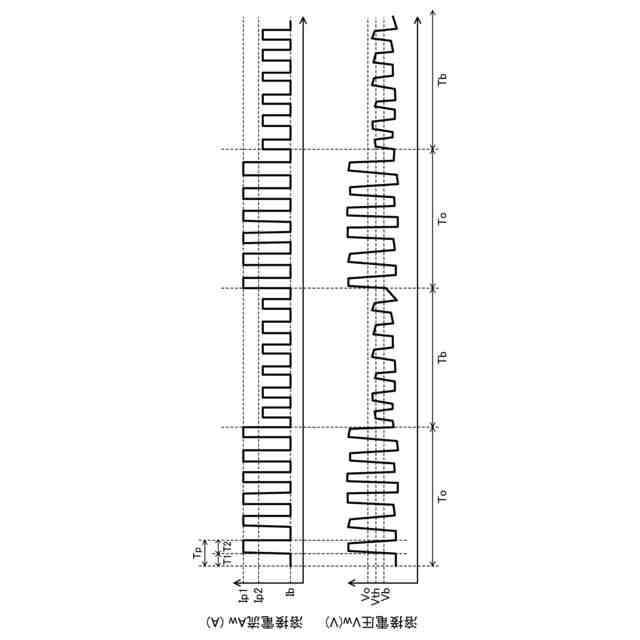
【解決手段】本開示のアーク溶接方法では、第1期間Tоにおいて、溶接ワイヤ21を母材25に向けて一定の平均送給速度で送給するとともに、第1設定電圧Voに基づいて、溶接ワイヤ21に周期Tpで変動するパルス電流を流し、母材25との間にアーク24を発生させる。第2期間Tbにおいて、第2設定電圧Vbに基づいて溶接ワイヤ21にパルス電流を流し、母材25との間にアーク24を発生させる。周期Tpはピーク電流期間T2とベース電流期間T1とを含む。第1期間Tо及び第2期間Tbは、それぞれ周期Tpを1回または複数回含む。第1設定電圧Voは第2設定電圧Vbよりも大きい。
【選択図】図2
特許請求の範囲
【請求項1】
第1期間Tоにおいて、溶接ワイヤを被溶接物である母材に向けて一定の平均送給速度で送給するとともに、第1設定電圧Voに基づいて、前記溶接ワイヤに所定の周期Tpで変動するパルス電流を流して前記溶接ワイヤと前記母材との間にアークを発生させるステップと、
前記第1期間Tоに続く第2期間Tbにおいて、前記溶接ワイヤを前記母材に向けて前記平均送給速度で送給するとともに、第2設定電圧Vbに基づいて、前記溶接ワイヤに前記パルス電流を流して前記溶接ワイヤと前記母材との間に前記アークを発生させるステップと、を少なくとも備え、
前記周期Tpは、前記溶接ワイヤにピーク電流が流れるピーク電流期間T2と、前記溶接ワイヤに前記ピーク電流よりも電流値の低いベース電流が流れるベース電流期間T1とを含み、
前記第1期間Tо及び前記第2期間Tbは、それぞれ前記周期Tpを1回または複数回含み、
前記第1設定電圧Vоは前記第2設定電圧Vbよりも大きいことを特徴とするアーク溶接方法。
続きを表示(約 1,100 文字)
【請求項2】
請求項1に記載のアーク溶接方法において、
前記第1期間Tоでは、前記溶接ワイヤの先端部が前記母材に形成された溶融池の内部に埋れないオープンアーク状態であり、
前記第2期間Tbでは、前記溶接ワイヤの前記先端部が前記溶融池の内部に埋れた埋れアーク状態であることを特徴とするアーク溶接方法。
【請求項3】
請求項2に記載のアーク溶接方法において、
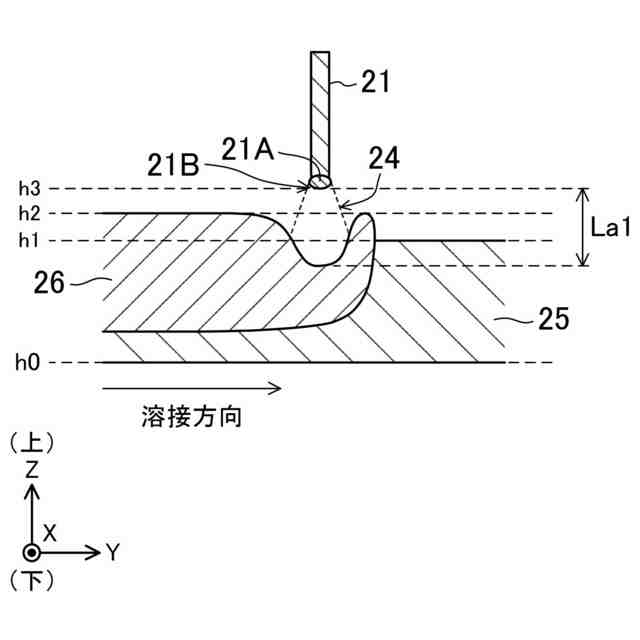
前記オープンアーク状態では、前記溶融池の表面、または前記母材における前記アークの照射面のうちいずれか高い方に対し、前記溶接ワイヤの前記先端部が高い状態で前記溶接ワイヤと前記母材との間に前記アークが発生し、
前記埋れアーク状態では、前記溶融池の前記表面、または前記照射面のうちいずれか高い方に対し、前記溶接ワイヤの前記先端部が低い状態で前記溶接ワイヤと前記母材との間に前記アークが発生することを特徴とするアーク溶接方法。
【請求項4】
請求項3に記載のアーク溶接方法において、
前記溶融池の前記表面、または前記母材における前記照射面のうちいずれか高い方と前記溶接ワイヤの前記先端部が同じ高さにある状態を前記オープンアーク状態と前記埋れアーク状態の境界状態とし、前記境界状態に対応する電圧をしきい値電圧Vthとするとき、
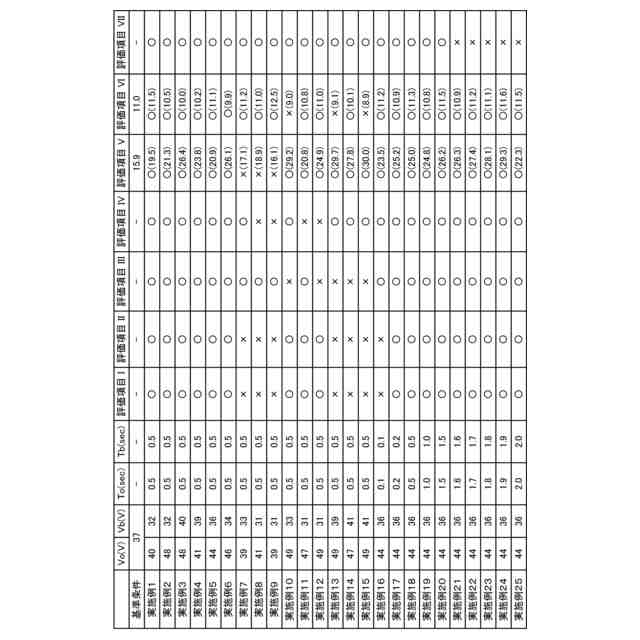
前記第1設定電圧Voは、式(5)に示す関係を満たし、前記第2設定電圧Vbは、式(6)に示す関係を満たし、
Vth(V)≦Vo(V)≦(Vth+8)(V) ・・・(5)
(Vth-8)(V)≦Vb(V)≦Vth(V) ・・・(6)
さらに、Vo>Vbを満たすことを特徴とするアーク溶接方法。
【請求項5】
請求項1に記載のアーク溶接方法において、
前記第1期間Toは前記第2期間Tbに等しいことを特徴とするアーク溶接方法。
【請求項6】
請求項5に記載のアーク溶接方法において、
前記第1期間To及び前記第2期間Tbは、それぞれ0.2sec以上、1.5sec以下であることを特徴とするアーク溶接方法。
【請求項7】
請求項1に記載のアーク溶接方法において、
前記母材及び前記溶接ワイヤの材質は、鉄鋼材料であることを特徴とするアーク溶接方法。
【請求項8】
請求項1ないし7のいずれか1項に記載のアーク溶接方法において、
前記母材の溶接中に、前記母材の溶接箇所にシールドガスが吹き付けられており、
前記シールドガスはCO
2
であることを特徴とするアーク溶接方法。
発明の詳細な説明
【技術分野】
【0001】
本開示はアーク溶接方法、特に消耗電極式のアーク溶接方法に関する。
続きを表示(約 2,700 文字)
【背景技術】
【0002】
埋れアーク溶接技術は、溶接ワイヤの先端部が母材に形成された溶融池に埋れた状態でアークが点弧することで、通常の溶接施工に比べてより深い溶込みが得られることに加えて、高電流で施工することで溶接ワイヤの溶融量を増加させ、高溶着施工が可能である。加えて、溶融池の内部に溶接ワイヤの先端部が埋れているため、溶接中に当該先端部でスパッタが発生しても、スパッタは溶融池内に取り込まれ周囲に飛散しない。このため、溶接後に溶接ビードの表面や周囲に付着するスパッタ量が少なく、施工後の手入れ作業の工数を削減できる。また、埋れアーク溶接では、母材の内部に形成された埋れ空間の側部にアークが点弧し、溶接ワイヤの先端部に形成された溶滴は、埋れ空間の側部に形成された溶融池に移行する。また、側部に形成された溶融池をアーク圧力で支えるため、埋れ空間が安定化する(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特許第6777969号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
アーク溶接は鉄鋼構造物の製造に広く用いられる技術である。特に、コスト面や施工能率の観点からシールドガスに炭酸ガス(CO
2
)を用いる炭酸ガス半自動アーク溶接(CO
2
溶接)は様々な分野で用いられている。
【0005】
鉄鋼構造物の中でも大型の鉄鋼構造物では厚板材が多用される。この場合、溶接継手品質及び施工能率向上の観点から高電流施工による深溶込みかつ高溶着量での溶接が求められる。前述したCO
2
溶接において埋れアーク溶接とすることで、高電流施工による深い溶込みと溶着量の増加を見込める。一方、埋れアーク溶接では、深い溶込みは得られるものの、溶接ビードのビード幅を広げることが難しく、母材の構造によっては、所望の形状の溶接ビードを形成することが困難であった。
【0006】
また、高電流施工時には、溶接電流の増加と共にワイヤ溶融量が増加することでアーク長が長くなりオープンアーク状態となりやすくなる。オープンアーク状態になると、溶接ワイヤの先端部で成長した溶滴の離脱形態がドロップ移行形態となる。このことにより、スパッタが溶接箇所の周囲に多く飛散してしまう。このため、溶接施工後に溶接ビードの表面や周囲に付着したスパッタを除去する手入れ作業が必要となり、施工能率が低下するといった課題があった。
【0007】
本開示は係る点に鑑みてなされたもので、その目的は、アーク点弧状態を一定の周期でオープンアーク状態と埋れアーク状態とに切り替えることで、深い溶込みを実現しつつ、溶接ビードのビード幅を広げることができ、スパッタの増加を抑制可能なアーク溶接方法を提供することにある。
【課題を解決するための手段】
【0008】
上記目的を達成するため、本開示に係るアーク溶接方法は、第1期間Tоにおいて、溶接ワイヤを被溶接物である母材に向けて一定の平均送給速度で送給するとともに、第1設定電圧Voに基づいて、前記溶接ワイヤに所定の周期Tpで変動するパルス電流を流して前記溶接ワイヤと前記母材との間にアークを発生させるステップと、前記第1期間Tоに続く第2期間Tbにおいて、前記溶接ワイヤを前記母材に向けて前記平均送給速度で送給するとともに、第2設定電圧Vbに基づいて、前記溶接ワイヤに前記パルス電流を流して前記溶接ワイヤと前記母材との間に前記アークを発生させるステップと、を少なくとも備え、前記周期Tpは、前記溶接ワイヤにピーク電流が流れるピーク電流期間T2と、前記溶接ワイヤに前記ピーク電流よりも電流値の低いベース電流が流れるベース電流期間T1とを含み、前記第1期間Tо及び前記第2期間Tbは、それぞれ前記周期Tpを1回または複数回含み、前記第1設定電圧Vоは前記第2設定電圧Vbよりも大きいことを特徴とする。
【発明の効果】
【0009】
本開示によれば、深い溶込みを実現しつつ、溶接ビードのビード幅を広げることができる。また、スパッタの増加を抑制できる。
【図面の簡単な説明】
【0010】
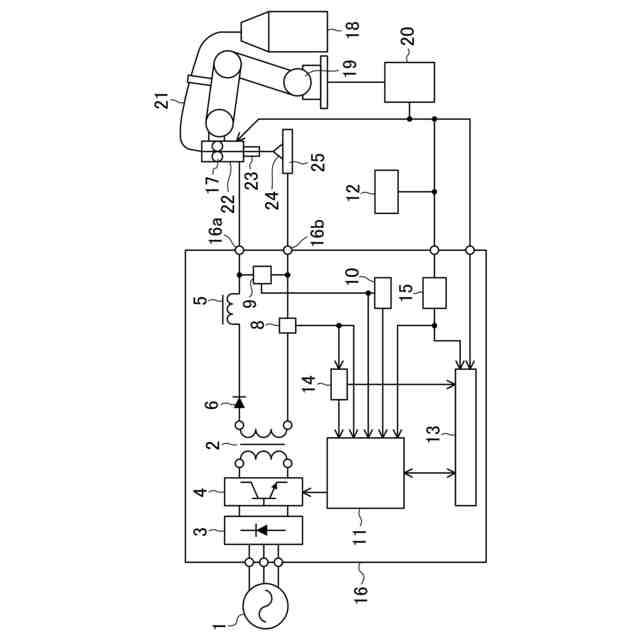
実施形態に係るアーク溶接装置の概略構成図である。
実施形態に係るアーク溶接時の溶接電流波形及び溶接電圧波形のタイムチャートである。
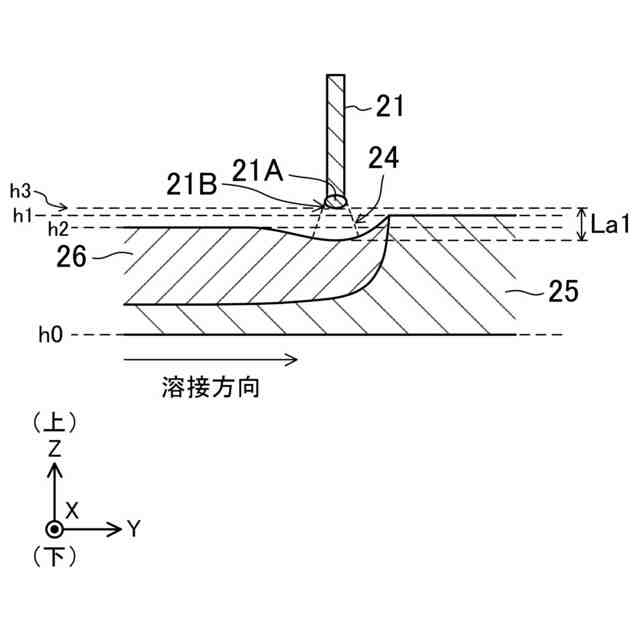
第1期間における母材の溶接方向に沿った断面模式図である。
第1期間における母材のビード幅方向に沿った断面模式図である。
第1期間における母材の溶接方向に沿った別の断面模式図である。
第1期間における母材の溶接方向に沿ったさらなる別の断面模式図である。
第2期間における母材の溶接方向に沿った断面模式図である。
第2期間における母材のビード幅方向に沿った断面模式図である。
第2期間における母材の溶接方向に沿った別の断面模式図である。
第2期間における母材の溶接方向に沿ったさらなる別の断面模式図である。
境界状態における母材の溶接方向に沿った断面模式図である。
境界状態における母材の溶接方向に沿った別の断面模式図である。
開先突合せ継手の断面模式図である。
埋れアーク溶接により図8に示す継手に形成された溶接ビードの断面模式図である。
実施形態に係るアーク溶接により図8に示す継手に形成された溶接ビードの断面模式図である。
埋れアーク溶接により形成された溶接ビードの外観模式図である。
実施形態に係るアーク溶接により形成された溶接ビードの外観模式図である。
オープンアーク状態で行ったアーク溶接により形成された溶接ビードの外観模式図である。
溶接方式の違いによる効果の違いをまとめた図である。
埋れアーク溶接によりT字隅肉継手に形成された溶接ビードの断面模式図である。
実施形態に係るアーク溶接によりT字隅肉継手に形成された溶接ビードの断面模式図である。
実施例1~25に係る第1設定電圧及び第2設定電圧に関する溶接状態の評価結果である。
実施例1~25に係る第1期間及び第2期間に関する溶接状態の評価結果である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
フライス盤
1か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
5か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
4か月前
日東精工株式会社
ねじ締め機
2か月前
株式会社北川鉄工所
回転装置
4か月前
日東精工株式会社
ねじ締め機
16日前
日東精工株式会社
ねじ締め装置
3か月前
株式会社ダイヘン
溶接電源装置
2か月前
日東精工株式会社
ねじ締め装置
1か月前
株式会社ダイヘン
溶接電源装置
3か月前
株式会社ダイヘン
溶接電源装置
3か月前
株式会社FUJI
工作機械
3か月前
株式会社FUJI
工作機械
22日前
個人
切削油供給装置
2か月前
株式会社FUJI
工作機械
15日前
株式会社FUJI
工作機械
4か月前
株式会社アンド
半田付け方法
1か月前
中国電力株式会社
養生シート
9日前
キヤノン電子株式会社
加工システム
2か月前
個人
型枠製造装置のフレーム
26日前
株式会社トヨコー
被膜除去方法
5か月前
大見工業株式会社
ドリル
2か月前
村田機械株式会社
レーザ加工機
5か月前
村田機械株式会社
レーザ加工機
5か月前
株式会社ツガミ
工作機械
1か月前
ビアメカニクス株式会社
レーザ加工装置
16日前
有限会社 ナプラ
ソルダペースト
3か月前
トヨタ自動車株式会社
溶接ヘッド
4か月前
ビアメカニクス株式会社
レーザ加工装置
16日前
株式会社ダイヘン
溶接装置
3か月前
株式会社ダイヘン
溶接装置
3か月前
株式会社不二越
ブローチ盤
2か月前
トヨタ自動車株式会社
溶接ヘッド
4か月前
津田駒工業株式会社
センタリングバイス
2か月前
ビアメカニクス株式会社
レーザ加工装置
16日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ

































