TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025158150
公報種別
公開特許公報(A)
公開日
2025-10-17
出願番号
2024010985
出願日
2024-01-29
発明の名称
加工装置および切屑切断装置
出願人
国立大学法人東海国立大学機構
代理人
個人
主分類
B23B
47/34 20060101AFI20251008BHJP(工作機械;他に分類されない金属加工)
要約
【課題】穴加工の効率化を実現する技術を提供する。
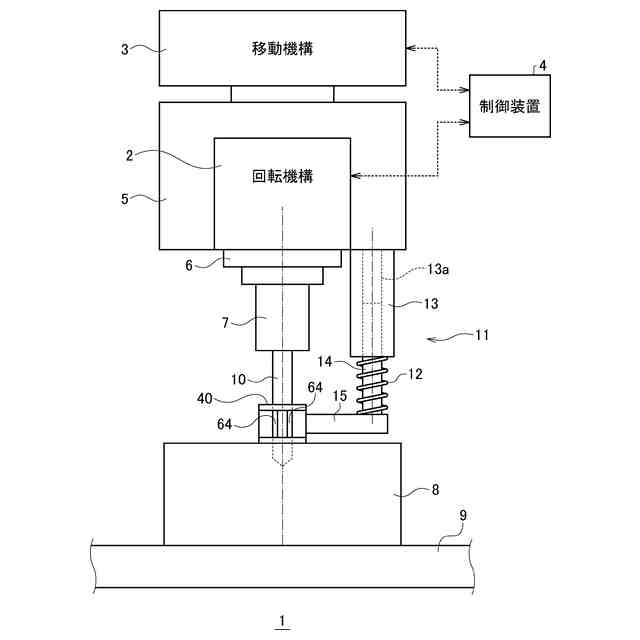
【解決手段】工具10は、切屑排出溝を有し、切屑排出溝から線状の切屑を排出する。切屑切断装置40は、切屑排出溝から排出される線状の切屑を切断する。切屑切断装置40は、工具10が挿通されるガイド穴と、切断した切屑を外部に排出する開口64とを有する。支持装置11は、切屑切断装置40を支持する。切屑切断装置40は被削材8に固定されておらず、工具10は切屑切断装置40に対して軸方向に移動可能である。
【選択図】図1
特許請求の範囲
【請求項1】
被削材を穴加工する加工装置であって、
切屑排出溝を有し、前記切屑排出溝から線状の切屑を排出する工具と、
前記切屑排出溝から排出される線状の切屑を切断する切屑切断装置であって、前記工具が挿通される第1開口と、切断した切屑を外部に排出する第2開口とを有する切屑切断装置と、
前記切屑切断装置を支持する支持装置と、を備え、
前記切屑切断装置は被削材に固定されておらず、前記工具は前記切屑切断装置に対して軸方向に移動可能である、
ことを特徴とする加工装置。
続きを表示(約 900 文字)
【請求項2】
前記支持装置は、前記切屑切断装置に、被削材に押し付ける向きの力を付与する付勢部材を有する、
ことを特徴とする請求項1に記載の加工装置。
【請求項3】
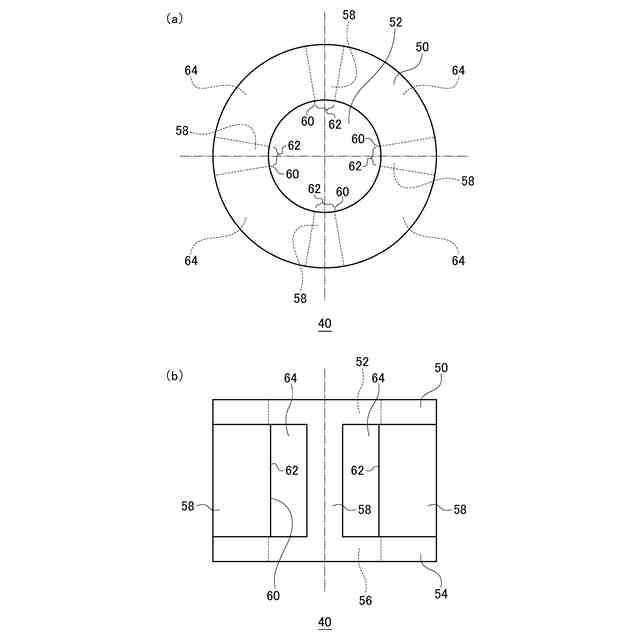
前記切屑切断装置は、
前記第1開口を有する板部と、
前記板部から垂直方向に設けられる柱状部材と、を有し、
前記柱状部材の内周面の周方向端部におけるエッジが切断刃を構成し、
前記柱状部材の内周面は、前記切断刃に前記工具の側刃が食い込まないように、前記工具の回転をガイドするガイド面を構成する、
ことを特徴とする請求項1に記載の加工装置。
【請求項4】
前記切屑切断装置は、複数の柱状部材を有し、
隣り合う前記柱状部材の間に、前記第2開口が形成される、
ことを特徴とする請求項3に記載の加工装置。
【請求項5】
前記切断刃のねじれ角は、前記工具の側刃のねじれ角と異なる、
ことを特徴とする請求項3に記載の加工装置。
【請求項6】
前記切断刃のねじれ角の向きは、前記工具の側刃のねじれ角の向きと逆である、
ことを特徴とする請求項5に記載の加工装置。
【請求項7】
前記切断刃と前記工具の側刃との間隔は、切屑の厚みよりも小さい、
ことを特徴とする請求項4に記載の加工装置。
【請求項8】
工具の切屑排出溝から排出される線状の切屑を切断する切屑切断装置であって、
前記工具が挿通される開口を有する板部と、
前記板部から垂直方向に設けられる柱状部材と、を備え、
前記柱状部材の内周面の周方向端部におけるエッジが切断刃を構成し、
前記柱状部材の内周面は、前記切断刃に前記工具の側刃が食い込まないように、前記工具の回転をガイドするガイド面を構成する、
ことを特徴とする切屑切断装置。
【請求項9】
前記開口の直径は、前記工具の直径よりも僅かに大きい、
ことを特徴とする請求項8に記載の切屑切断装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、回転工具から排出される被削材の切屑を切断する技術に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
ドリル加工、特に深穴加工では、穴に切屑が詰まることでドリル折損の問題を生じ易い。ドリル折損を回避するため、加工を中断してドリルを穴から引き抜き、切屑を排出してから加工を再開する「ステップ送り」という手法が用いられる。切屑の詰まりを抑制することを目的として、センタースルーで高圧切削油剤を供給したり、ドリルの切屑排出溝面を磨いたり又は低摩擦コーティングすることも行われている。穴直径に対する深さ(L/D)が3以上になると切屑詰まりが発生し易くなり、L/Dが30以上の深穴加工では、高圧切削油剤の供給、切屑排出溝面の磨き・低摩擦コーティング、さらにステップ送りが適用されることもある。
【0003】
特許文献1は、ドリル本体の先端に形成された切れ刃と、ドリル本体の先端側にすくい面を有してすくい面からドリル本体の後端側に向けて延設される切屑排出溝とを備えたドリルであって、すくい面において切屑排出溝の延設方向に沿って設けられた切屑案内部を備えたドリルを開示する。特許文献1に開示されたドリルは、切屑案内部により、線状の切屑を切屑排出溝に沿って連続的に流出でき、切屑排出溝における詰まりを生じさせない。
【先行技術文献】
【特許文献】
【0004】
特開2019-136789号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ドリルから連続した長い線状切屑が排出されると、線状切屑がドリルに絡みつく問題が生じる。そこで特許文献1は、遠心力により切屑排出溝から離れた線状切屑を切断する切断部材を開示している。しかしながら特許文献1における切断部材は、ドリルから離れた位置に配置されているため、加工条件によっては切断部材が線状切屑をうまく切断できないことがある。
【0006】
本開示はこうした状況に鑑みてなされており、その目的は、穴加工の高能率化を実現する技術を提供することにある。
【課題を解決するための手段】
【0007】
本開示のある態様の加工装置は、被削材を穴加工する加工装置であって、切屑排出溝を有して切屑排出溝から線状の切屑を排出する工具と、切屑排出溝から排出される線状の切屑を切断する切屑切断装置であって、工具が挿通される第1開口と、切断した切屑を外部に排出する第2開口とを有する切屑切断装置と、切屑切断装置を支持する支持装置と、を備える。この加工装置において、切屑切断装置は被削材に固定されておらず、工具は切屑切断装置に対して軸方向に移動可能である。
【0008】
本開示の別の態様の切屑切断装置は、工具の切屑排出溝から排出される線状の切屑を切断する切屑切断装置であって、工具が挿通される開口を有する板部と、板部から垂直方向に設けられる柱状部材と、を備え、柱状部材の内周面の周方向端部におけるエッジが切断刃を構成し、柱状部材の内周面は、切断刃に工具の側刃が食い込まないように、工具の回転をガイドするガイド面を構成する。
【0009】
なお、以上の構成要素の任意の組合せ、本開示の表現を方法、装置、システムなどの間で変換したものもまた、本開示の態様として有効である。
【図面の簡単な説明】
【0010】
実施形態の加工装置の構成を示す図である。
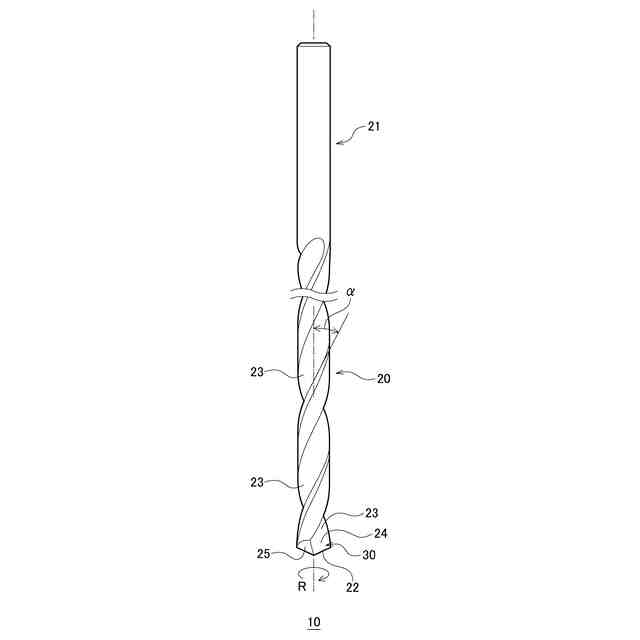
線状の切屑を排出する工具の例を示す図である。
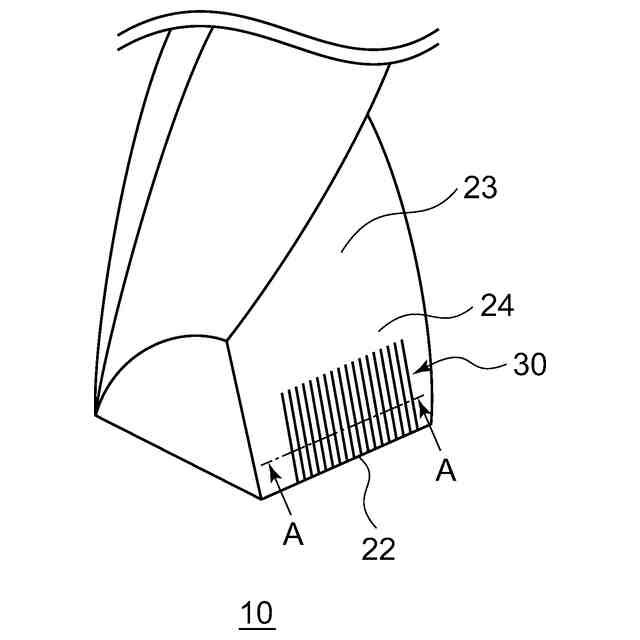
切屑案内部の例を示す図である。
切屑切断装置を示す図である。
別の切屑切断装置を示す図である。
別の切屑切断装置を示す図である。
工具側刃と切屑切断刃の模式的な展開図の例である。
適切なガイド位置を説明するための図である。
工具側刃と切屑切断刃の模式的な展開図の別の例である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
タップ
6か月前
個人
フライス盤
2か月前
個人
加工機
6か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
6か月前
株式会社北川鉄工所
回転装置
5か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
5か月前
日東精工株式会社
ねじ締め機
3か月前
株式会社不二越
ドリル
6か月前
日東精工株式会社
ねじ締め機
2か月前
株式会社不二越
ドリル
7か月前
株式会社ダイヘン
溶接電源装置
3か月前
キヤノン電子株式会社
加工装置
13日前
株式会社ダイヘン
溶接電源装置
3か月前
日東精工株式会社
ねじ締め装置
4か月前
株式会社ダイヘン
溶接電源装置
4か月前
日東精工株式会社
ねじ締め装置
2か月前
ダイニチ工業株式会社
配膳治具
16日前
個人
切削油供給装置
2か月前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
4か月前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
4か月前
日東精工株式会社
ねじ整列トレー
8日前
睦月電機株式会社
金属表面処理方法
13日前
株式会社ダイヘン
多層盛り溶接方法
6か月前
日進工具株式会社
エンドミル
6か月前
個人
型枠製造装置のフレーム
1か月前
株式会社アンド
半田付け方法
2か月前
エフ・ピー・ツール株式会社
リーマ
6か月前
キヤノン電子株式会社
加工システム
3か月前
中国電力株式会社
養生シート
1か月前
株式会社富田製作所
支持構造
21日前
株式会社アンド
半田付け方法
6か月前
株式会社アンド
半田付け方法
6か月前
村田機械株式会社
レーザ加工機
5か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ

































