TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025143358
公報種別
公開特許公報(A)
公開日
2025-10-01
出願番号
2025111040,2023525406
出願日
2025-06-30,2022-03-04
発明の名称
鋼板
出願人
日本製鉄株式会社
代理人
弁理士法人ブライタス
主分類
C22C
38/00 20060101AFI20250924BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】成形品において優れた外観品質を実現できる鋼板を提供する。
【解決手段】鋼板において、化学組成が質量%で、C:0.030%~0.145%、Si:0%~0.500%以下、Mn:0.50%~2.50%、P:0%~0.100%、S:0%~0.020%、Al:0%~1.000%、N:0%~0.0100%等であり、金属組織が、体積分率が70~95%のフェライトと、体積分率が5~30%の硬質相とからなり、板厚方向1/4位置におけるビッカース硬さH
1/4
の標準偏差を前記ビッカース硬さH
1/4
の平均値で除した値X1が0.025以下、板厚方向1/2位置におけるビッカース硬さH
1/2
の標準偏差を前記ビッカース硬さH
1/2
の平均値で除した値X2が0.030以下、である。
【選択図】なし
特許請求の範囲
【請求項1】
化学組成が質量%で、
C:0.030%~0.145%、
Si:0%~0.500%、
Mn:0.50%~2.50%、
P:0%~0.100%、
S:0%~0.020%、
Al:0%~1.000%、
N:0%~0.0100%、
B:0%~0.0050%、
Mo:0%~0.80%、
Ti:0%~0.200%、
Nb:0%~0.10%、
V:0%~0.20%、
Cr:0%~0.80%、
Ni:0%~0.25%
O:0%~0.0100%、
Cu:0%~1.00%、
W:0%~1.00%、
Sn:0%~1.00%、
Sb:0%~0.20%、
Ca:0%~0.0100%、
Mg:0%~0.0100%、
Zr:0%~0.0100%、
REM:0%~0.0100%、
残部が鉄および不純物であり、
金属組織が、体積分率が70~95%のフェライトと、体積分率が5~30%の硬質相とからなり、
板厚方向1/4位置におけるビッカース硬さH
1/4
の標準偏差を前記ビッカース硬さH
1/4
の平均値で除した値X1が0.025以下、
板厚方向1/2位置におけるビッカース硬さH
1/2
の標準偏差を前記ビッカース硬さH
1/2
の平均値で除した値X2が0.030以下、
である鋼板。
続きを表示(約 660 文字)
【請求項2】
前記フェライトの平均結晶粒径が5.0~30.0μm、前記硬質相の平均結晶粒径が、1.0~5.0μmであることを特徴とする請求項1に記載の鋼板。
【請求項3】
板厚方向1/4~1/2の領域において、圧延方向に100μm以上連結した硬質相の面積が全硬質相の面積に対し30%以下、であることを特徴とする請求項1または2に記載の鋼板。
【請求項4】
引張試験により5%ひずみを付与した後の試験片における表面性状のアスペクト比Str(ISO25178)が0.28以上であることを特徴とする請求項1~3のいずれか一項に記載の鋼板。
【請求項5】
板厚方向1/4位置におけるビッカース硬さH
1/4
の平均値が150~300、
板厚方向1/2位置におけるビッカース硬さH
1/2
の平均値が155~305であることを特徴とする請求項1~4のいずれか一項に記載の鋼板。
【請求項6】
前記硬質相が、マルテンサイト、ベイナイト、焼き戻しマルテンサイト、およびパーライトのいずれか1種以上からなることを特徴とする請求項1~5のいずれか一項に記載の鋼板。
【請求項7】
前記鋼板の板厚が0.20mm~1.00mmであることを特徴とする、請求項1~6の何れか一項に記載の鋼板。
【請求項8】
前記鋼板が自動車外板パネルであることを特徴とする、請求項1~7の何れか一項に記載の鋼板。
発明の詳細な説明
【技術分野】
【0001】
本発明は、鋼板に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
地球環境保護の観点から、自動車には燃費向上のため、メンバー等の構造部品だけでなく、ルーフやドアアウタ等のパネル系部品についても軽量化ニーズが高まっている。これらのパネル系部品は、骨格部品とは異なり、人目に触れるため高い外観品質も求められる。外観品質として、意匠性および面品質を挙げることができる。
【0003】
特許文献1は、表面品質に優れる高強度溶融亜鉛めっき鋼板を開示している。具体的には、特許文献1は、質量%で、C:0.02~0.20%、Si:0.7%以下、Mn:1.5~3.5%、P:0.10%以下、S:0.01%以下、Al:0.1~1.0%、N:0.010%以下、Cr:0.03~0.5%を含有し、かつ、Al、Cr、Si、Mnの含有量を同号項とした数式:A=400Al/(4Cr+3Si+6Mn)で定義された焼鈍時表面酸化指数Aが2.3以上であり、残部がFeおよび不可避的不純物からなり、さらに、鋼板(基板)の組織が、フェライトおよび第2相からなり、該第2相がマルテンサイト主体である鋼板(基板)と、当該基板表面に溶融亜鉛めっき層を有する、高強度溶融亜鉛めっき鋼板を開示している。
【先行技術文献】
【特許文献】
【0004】
特開2005-220430号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
外観品質を向上するために、ゴーストラインの発生を抑制することが1つの課題として挙げられる。ゴーストラインは、DP(Dual Phase)鋼のような硬質相と軟質相とを有する鋼板をプレス成形した際、軟質相周辺が優先的に変形することで、表面に1mmオーダーで生じる微小な凹凸のことである。この凹凸は表面に筋模様となって生じるため、ゴーストラインが発生したプレス成形品は、外観品質が劣る。
【0006】
自動車の軽量化のためパネル系部品の高強度および薄肉化、さらに形状の複雑化に伴い、成形後の鋼板の表面は凹凸が生じやすくなり、ゴーストラインが発生し易い傾向にある。
【0007】
本発明は上記実情に鑑みてなされたものである。本発明は、成形品において優れた外観品質を実現できる鋼板を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明は、下記の鋼板を要旨とする。
【0009】
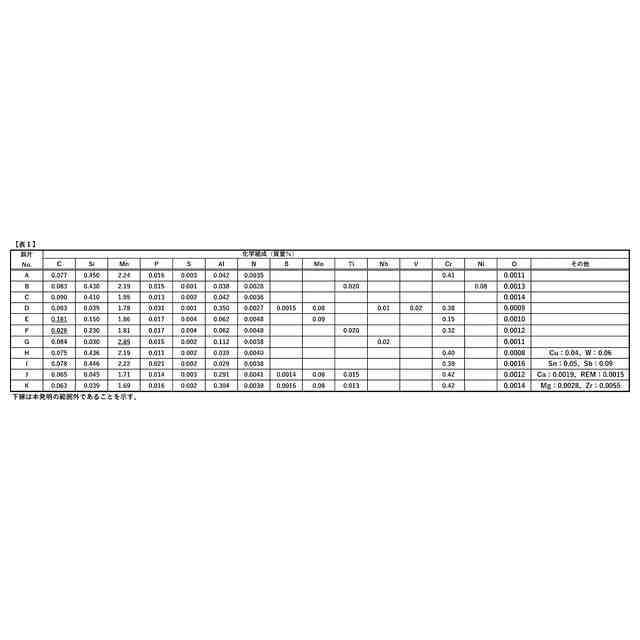
(1) 化学組成が質量%で、
C:0.030%~0.145%、
Si:0%~0.500%、
Mn:0.50%~2.50%、
P:0%~0.100%、
S:0%~0.020%、
Al:0%~1.000%、
N:0%~0.0100%、
B:0%~0.0050%、
Mo:0%~0.80%、
Ti:0%~0.200%、
Nb:0%~0.10%、
V:0%~0.20%、
Cr:0%~0.80%、
Ni:0%~0.25%
O:0%~0.0100%、
Cu:0%~1.00%、
W:0%~1.00%、
Sn:0%~1.00%、
Sb:0%~0.20%、
Ca:0%~0.0100%、
Mg:0%~0.0100%、
Zr:0%~0.0100%、
REM:0%~0.0100%、
残部が鉄および不純物であり、
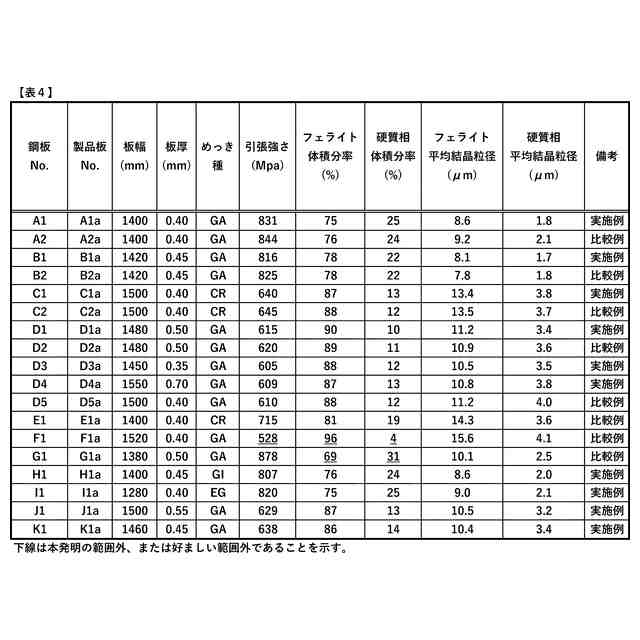
金属組織が、体積分率が70~95%のフェライトと、体積分率が5~30%の硬質相とからなり、
板厚方向1/4位置におけるビッカース硬さH
1/4
の標準偏差を前記ビッカース硬さH
1/4
の平均値で除した値X1が0.025以下、
板厚方向1/2位置におけるビッカース硬さH
1/2
の標準偏差を前記ビッカース硬さH
1/2
の平均値で除した値X2が0.030以下、
である鋼板。
【0010】
(2)前記フェライトの平均結晶粒径が5.0~30.0μm、前記硬質相の平均結晶粒径が、1.0~5.0μmであることを特徴とする前記(1)に記載の鋼板。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
車輪
1か月前
日本製鉄株式会社
ボルト
4日前
日本製鉄株式会社
床構造
4日前
日本製鉄株式会社
ボルト
1か月前
日本製鉄株式会社
床構造
4日前
日本製鉄株式会社
剪断機
4日前
日本製鉄株式会社
耐摩耗鋼
1か月前
日本製鉄株式会社
構造部材
14日前
日本製鉄株式会社
筒型構造
1か月前
日本製鉄株式会社
管理装置
25日前
日本製鉄株式会社
耐火構造物
16日前
日本製鉄株式会社
リクレーマ
25日前
日本製鉄株式会社
耐火構造物
16日前
日本製鉄株式会社
耐火構造物
16日前
日本製鉄株式会社
高炉操業方法
1か月前
日本製鉄株式会社
鋼の製造方法
1か月前
日本製鉄株式会社
高Ni合金板
25日前
日本製鉄株式会社
転炉精錬方法
14日前
日本製鉄株式会社
ステンレス鋼板
1か月前
日本製鉄株式会社
高炉の冷却構造
28日前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
高炉の操業方法
22日前
日本製鉄株式会社
高炉の操業方法
24日前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
溶鋼の製造方法
1か月前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
焼結鉱の製造方法
22日前
日本製鉄株式会社
合成梁及び床構造
14日前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
金属材の製造方法
今日
日本製鉄株式会社
鋼の連続鋳造方法
今日
日本製鉄株式会社
焼結鉱の製造方法
14日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ