TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025141804
公報種別
公開特許公報(A)
公開日
2025-09-29
出願番号
2025009970
出願日
2025-01-23
発明の名称
絶縁性被膜を有する金属板のスポット溶接方法および絶縁性被膜を有する金属板のスポット溶接継手
出願人
日本製鉄株式会社
代理人
弁理士法人樹之下知的財産事務所
主分類
B23K
11/16 20060101AFI20250919BHJP(工作機械;他に分類されない金属加工)
要約
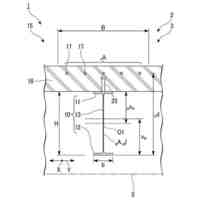
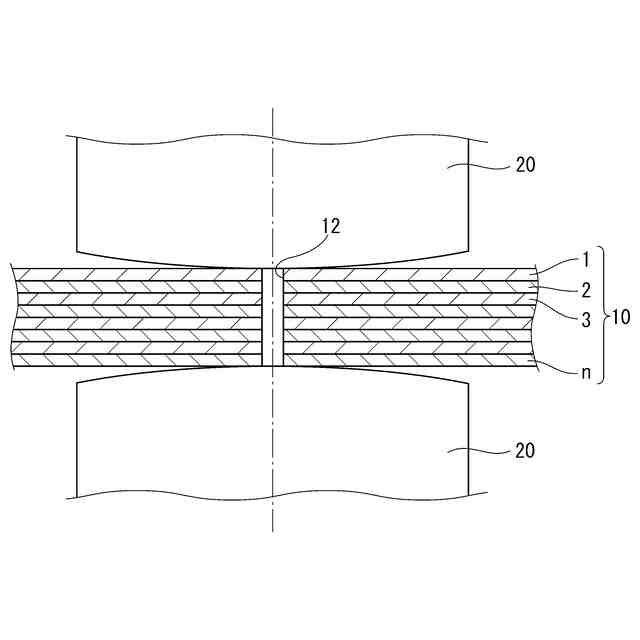
【課題】絶縁性被膜を有する金属板を3枚以上積層した積層部も溶接可能な、絶縁性被膜を有する金属板のスポット溶接方法およびスポット溶接接手を提供する。
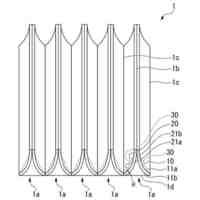
【解決手段】本発明により、少なくとも片面に絶縁性被膜を有する金属板を、3枚以上且つ最外層の表裏2枚の金属板のうち少なくとも一方の金属板の外側に絶縁性被膜が配されるようにして積層した積層部に対してスポット溶接を行う、絶縁性被膜を有する金属板のスポット溶接方法およびスポット溶接継手が提供される。本発明の金属板が有する絶縁性被膜は、該金属板1枚を先端曲率半径40mmの2本の電極間に2kNの加圧力で挟んだときに測定される電極間抵抗値が150mmΩ以上1000mmΩ以下となる絶縁性被膜である。本発明では、積層部に対するスポット溶接の溶接予定位置に、積層部を貫通する導電用の貫通孔を設けてスポット溶接を行う。
【選択図】図1
特許請求の範囲
【請求項1】
少なくとも片面に絶縁性被膜を有する金属板を、3枚以上且つ最外層の表裏2枚の前記金属板のうち少なくとも一方の金属板の外側に前記絶縁性被膜が配されるようにして積層した積層部に対して、該積層部を前記金属板の積層方向から2本の電極で挟み、加圧しながら該電極間に電流を流してスポット溶接を行う、絶縁性被膜を有する金属板のスポット溶接方法であって、
前記金属板が有する前記絶縁性被膜は、該金属板1枚を先端曲率半径40mmの前記2本の電極間に2kNの加圧力で挟んだときに測定される電極間抵抗値が150mmΩ以上1000mmΩ以下となる絶縁性被膜であり、
前記積層部に対する前記スポット溶接の溶接予定位置に、前記積層部を貫通する導電用の貫通孔を設けて前記スポット溶接を行う、絶縁性被膜を有する金属板のスポット溶接方法。
続きを表示(約 830 文字)
【請求項2】
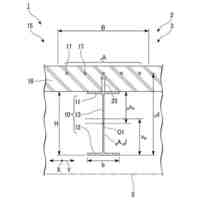
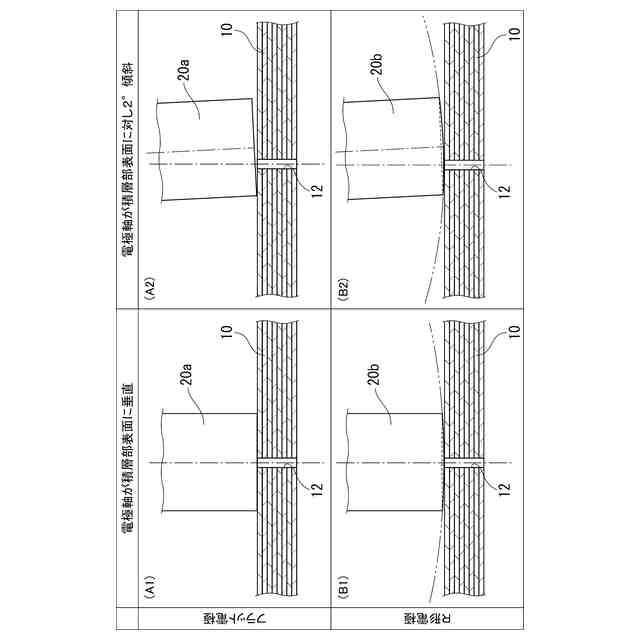
前記積層部の健全部を前記2本の電極間に所定の加圧力で挟んだときの積層部外表面と電極との接触領域を初期接触領域とするとき、前記貫通孔の開口部の少なくとも一部が前記初期接触領域内に位置する、請求項1に記載の絶縁性被膜を有する金属板のスポット溶接方法。
【請求項3】
前記貫通孔の開口部の直径は、前記積層部の健全部を前記2本の電極間に所定の加圧力で挟んだときの積層部外表面と電極との接触面の直径を初期接触径とするとき、0.1mm以上、前記初期接触径未満である、請求項1または請求項2に記載の絶縁性被膜を有する金属板のスポット溶接方法。
【請求項4】
前記電極は、先端に曲率半径が15mm以上100mm以下の曲率を有する、請求項1または請求項2に記載の絶縁性被膜を有する金属板のスポット溶接方法。
【請求項5】
前記貫通孔は、前記金属板を積層した状態で形成される、請求項1または請求項2に記載の絶縁性被膜を有する金属板のスポット溶接方法。
【請求項6】
少なくとも片面に絶縁性被膜を有する金属板が、3枚以上且つ最外層の表裏2枚の前記金属板のうち少なくとも一方の金属板の外側に前記絶縁性被膜が配された状態で積層された積層部に、前記金属板同士を積層方向に連結する溶接ナゲットを有する、絶縁性被膜を有する金属板のスポット溶接継手であって、
前記金属板が有する前記絶縁性被膜は、該金属板1枚をスポット溶接機の先端曲率半径40mmの2本の電極間に2kNの加圧力で挟んだときに測定される電極間抵抗値が150mmΩ以上1000mmΩ以下となる絶縁性被膜であり、
前記最外層の金属板の外表面と、前記最外層の金属板の積層方向内側で形成された前記溶接ナゲットの溶融境界と、にそれぞれ一端と他端とを有することで両者が繋がる、貫通孔の痕跡が残る、絶縁性被膜を有する金属板のスポット溶接継手。
発明の詳細な説明
【技術分野】
【0001】
本発明は、絶縁性被膜を有する金属板のスポット溶接方法および絶縁性被膜を有する金属板のスポット溶接継手に関する。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
金属製構造物にあっては、絶縁性、耐食性および外観の向上、等のために塗膜等の絶縁性被膜を設けることが各方面に渡り多種多様に用いられている。金属板を用いて金属製構造物を製作する場合、その組み立てに必要となる接合方法として抵抗溶接が多く用いられる。抵抗溶接としては、例えば重ねスポット溶接が挙げられる。
【0003】
しかし、金属製構造物では重ねられた金属板表面にも被膜を付与する後工程のコストは金属板に予め被膜を付与しているものを組み立てるのに比べ価格が上がってしまう。そのため、予め被膜を付与している金属板を用いての構造体の組み立てが望まれる。そして被膜の多くは絶縁性である。こうした場合の接合方法としては、絶縁性被膜があるために通電せず抵抗溶接が行えないため、リベット、ボルトナット、またはネジ等の副資材による接合方法が多く用いられる。しかし、副資材を用いた接合方法は接合した構造体の重量が増えることや、構造物表面において副資材が突起部となるなどの不具合がある。また副資材のコストがかかる分、構造体の価格が上がってしまう。そこで、絶縁性被膜が付与されている金属体でも抵抗溶接するための方法が考えられている。
【0004】
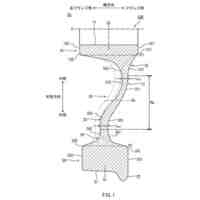
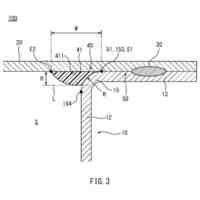
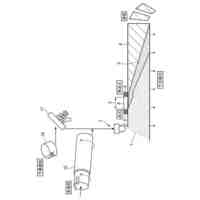
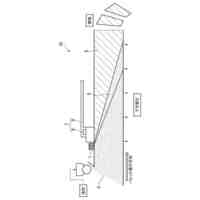
例えば特許文献1では、図7に示すように、両面に塗装被膜41a、41bを有する鋼板41と両面に塗装被膜42a、42bを有する鋼板42を重ね合わせた重合部の片面側からシリーズスポット溶接をほどこす溶接方法が提案されている。同文献に記載のシリーズスポット溶接は、具体的には次のようにして行われる。
まず、バックバー43上に塗装鋼板41、42の重合部を重ね、さらに電極加圧面側に非塗装鋼板(軟鋼板)45を重ね合わせる。そのうえで、電極44a、44bを接触させて、バックバー43と電極44a、44bとの間で、塗装鋼板41、42および軟鋼板45を挟み込み、これらを加圧する。さらに電極44a、44bに溶接電流を印加すると、溶接電流は、まず溶接電流ループA1を形成して軟鋼板45を流れ、次第に軟鋼板45を加熱する。その結果これに隣接する塗装被膜41aが破壊される。
塗装被膜41aの破壊が完了すると軟鋼板45と鋼板41とは導通状態となるので、溶接電流は軟鋼板45を通過して鋼板41に達し、鋼板41において溶接電流ループA2を形成する。溶接電流ループA2により、今度は鋼板41が加熱されはじめ、加熱温度が所定の温度に達すると塗装被膜41bを、さらには鋼板42の塗装被膜42aまでも順次加熱破壊して鋼板41と鋼板42とを電気的に導通状態とする。その結果、鋼板42において溶接電流ループA3が形成され、以下同様にして塗装被膜42bをも破壊されて、結局バックバー43との間において溶接電流ループA4が形成されるような溶接が行われる。
なお、溶接電流は、鋼板41を通過して鋼板42に至り、溶接電流ループA3を形成する。これにより鋼板41と鋼板42の間の、電極直下において溶接ナゲットを形成することができる。したがってバックバー43の第一の役割は、電極44aおよび44bに加えられた加圧力を支え、鋼板45、41、42を密着させることである。このためバックバーは必ずしも良導電体である必要はない。さらに、重合部の構造として電極44aおよび44bに加えられた加圧力を支えることができれば、バックバー43は必ずしも必要としない。
【先行技術文献】
【特許文献】
【0005】
特開昭56-151183号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1に記載の発明では、溶接のために重ね合わされた非塗装鋼板45まで溶接されてしまう不都合がある。また、特許文献1に記載されたシリーズスポット溶接は、原理的に鋼板中に通電回路を形成して溶接を行う手法である。3枚以上の塗装鋼板を溶接しようとする場合、この通電回路で生じるジュール熱により塗装被膜を破壊しながら通電路を反対面側に拡げていくことになる。そのため、重ね枚数が増えると電極側の鋼板と電極から離れた位置に配された鋼板で、入熱量を合わせて溶接ナゲット径を均一化することが困難となり、全ての塗装鋼板を溶接できなくなる問題が生じやすい。
【0007】
本発明は、絶縁性被膜を有する金属板を3枚以上積層した積層部をも溶接可能とする、絶縁性被膜を有する金属板のスポット溶接方法および絶縁性被膜を有する金属板のスポット溶接継手を提供することを目的とする。
【課題を解決するための手段】
【0008】
[1]少なくとも片面に絶縁性被膜を有する金属板を、3枚以上且つ最外層の表裏2枚の前記金属板のうち少なくとも一方の金属板の外側に前記絶縁性被膜が配されるようにして積層した積層部に対して、該積層部を前記金属板の積層方向から2本の電極で挟み、加圧しながら該電極間に電流を流してスポット溶接を行う、絶縁性被膜を有する金属板のスポット溶接方法であって、
前記金属板が有する前記絶縁性被膜は、該金属板1枚を先端曲率半径40mmの前記2本の電極間に2kNの加圧力で挟んだときに測定される電極間抵抗値が150mmΩ以上1000mmΩ以下となる絶縁性被膜であり、
前記積層部に対する前記スポット溶接の溶接予定位置に、前記積層部を貫通する導電用の貫通孔を設けて前記スポット溶接を行う、絶縁性被膜を有する金属板のスポット溶接方法。
【0009】
[2]前記積層部の健全部を前記2本の電極間に所定の加圧力で挟んだときの積層部外表面と電極との接触領域を初期接触領域とするとき、前記貫通孔の開口部の少なくとも一部が前記初期接触領域内に位置する、[1]に記載の絶縁性被膜を有する金属板のスポット溶接方法。
【0010】
[3]前記貫通孔の開口部の直径は、前記積層部の健全部を前記2本の電極間に所定の加圧力で挟んだときの積層部外表面と電極との接触面の直径を初期接触径とするとき、0.1mm以上、前記初期接触径未満である、[1]または[2]に記載の絶縁性被膜を有する金属板のスポット溶接方法。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本製鉄株式会社
車輪
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
ボルト
29日前
日本製鉄株式会社
床構造
1日前
日本製鉄株式会社
床構造
1日前
日本製鉄株式会社
ボルト
1日前
日本製鉄株式会社
剪断機
1日前
日本製鉄株式会社
筒型構造
1か月前
日本製鉄株式会社
耐摩耗鋼
1か月前
日本製鉄株式会社
構造部材
11日前
日本製鉄株式会社
管理装置
22日前
日本製鉄株式会社
耐火構造物
13日前
日本製鉄株式会社
リクレーマ
22日前
日本製鉄株式会社
耐火構造物
13日前
日本製鉄株式会社
耐火構造物
13日前
日本製鉄株式会社
転炉精錬方法
11日前
日本製鉄株式会社
高Ni合金板
22日前
日本製鉄株式会社
高炉操業方法
1か月前
日本製鉄株式会社
鋼の製造方法
1か月前
日本製鉄株式会社
溶鉄の製造方法
28日前
日本製鉄株式会社
ステンレス鋼板
1か月前
日本製鉄株式会社
高炉の操業方法
21日前
日本製鉄株式会社
高炉の操業方法
19日前
日本製鉄株式会社
高炉の冷却構造
25日前
日本製鉄株式会社
焼結鉱の製造方法
19日前
日本製鉄株式会社
合成梁及び床構造
11日前
日本製鉄株式会社
合成梁及び床構造
11日前
日本製鉄株式会社
焼結鉱の製造方法
11日前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
スポット溶接継手
19日前
日本製鉄株式会社
微細藻類の培養装置
1日前
日本製鉄株式会社
コークスの製造方法
29日前
日本製鉄株式会社
鉄源の溶解精錬方法
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ