TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025138377
公報種別
公開特許公報(A)
公開日
2025-09-25
出願番号
2024037431
出願日
2024-03-11
発明の名称
双極型蓄電池
出願人
古河電池株式会社
,
古河電気工業株式会社
代理人
個人
,
個人
,
個人
主分類
H01M
10/18 20060101AFI20250917BHJP(基本的電気素子)
要約
【課題】構造部の組み立て工程を終えた後に、セル部材の側面を囲う枠体に設けた注液口から電解液の注入工程を行う方法で、双極型蓄電池を製造する際に、電解液の注入工程にかかる時間を短くする。
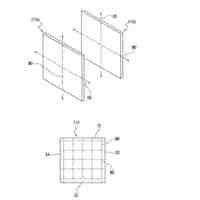
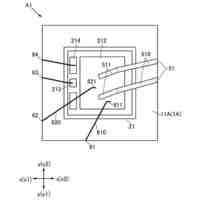
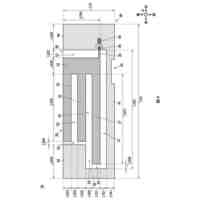
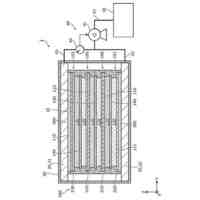
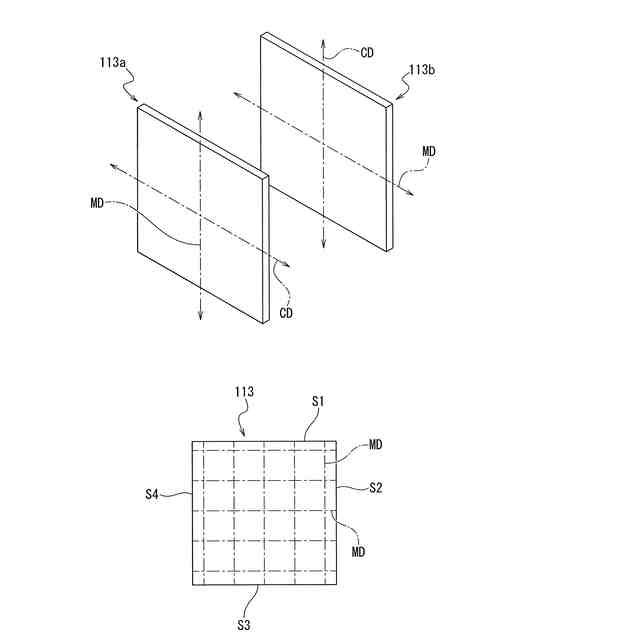
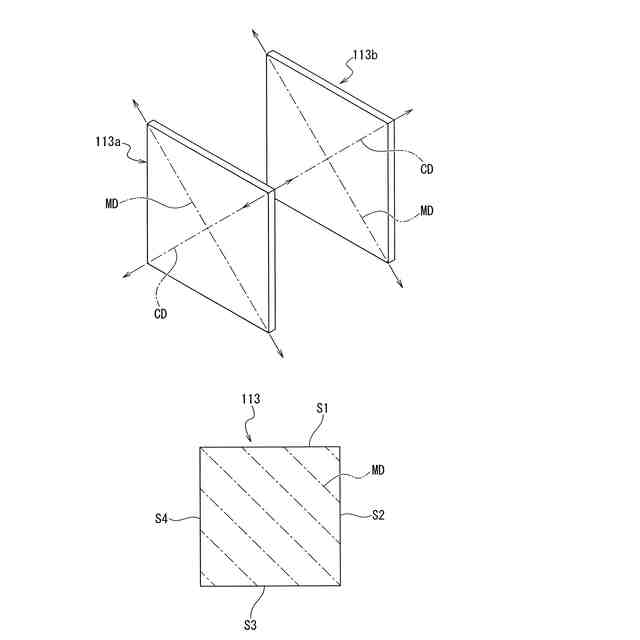
【解決手段】双極型蓄電池のセル部材を構成するセパレータ113は、帯状物から多角形に切り出されたものであり、帯状物は、製造時の機械の流れ方向である縦方向と、縦方向および帯状物の厚さ方向に垂直な横方向とで、電解液の浸透速度が異なり、縦方向の浸透速度が横方向の浸透速度よりも速いものであり、セパレータの多角形を構成する全ての辺と、縦方向MDに平行な仮想線分と、が交差する。双極型蓄電池は、複数のセル部材の側面を囲う枠体を有し、枠体を構成する複数の側板の少なくとも一つに、空間に対する注液口が形成されている。
【選択図】図5
特許請求の範囲
【請求項1】
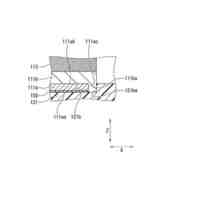
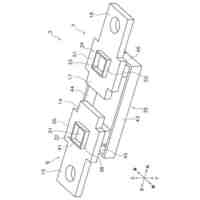
集電部材と、前記集電部材の一面に形成された正極活物質層と、前記集電部材の他面に形成された負極活物質層と、を備えたバイポーラ電極、
前記バイポーラ電極の前記負極活物質層側に配置され、集電部材と、前記集電部材の一面に形成された正極活物質層と、を備えた第一のエンド電極、および
前記バイポーラ電極の前記正極活物質層側に配置され、集電部材と、前記集電部材の一面に形成された負極活物質層と、を備えた第二のエンド電極、
を有し、
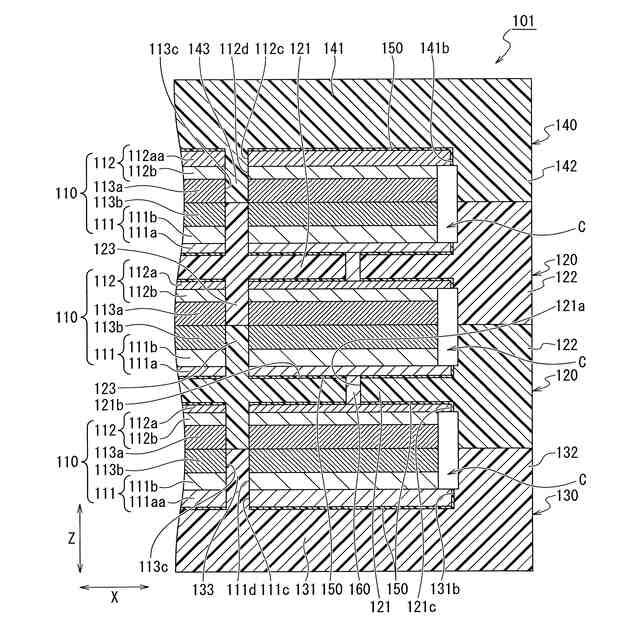
前記第一のエンド電極と前記第二のエンド電極との間に前記バイポーラ電極が、前記バイポーラ電極の前記正極活物質層と前記第二のエンド電極の前記負極活物質層とを対向させ、前記バイポーラ電極の前記負極活物質層と前記第一のエンド電極の前記正極活物質層とを対向させて配置され、対向する前記正極活物質層と前記負極活物質層との間にセパレータを配置して積層されることで、複数のセル部材が形成され、前記複数のセル部材は、個別の空間に配置され、
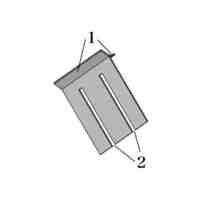
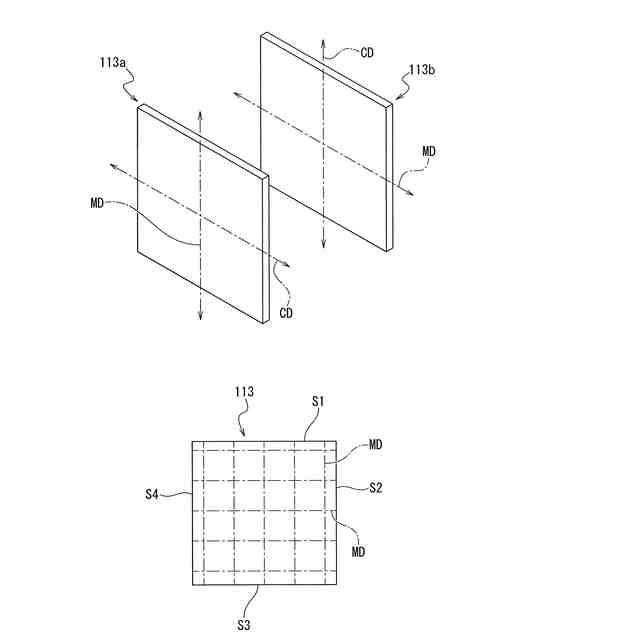
前記セパレータは、帯状物から多角形に切り出されたものであり、前記帯状物は、製造時の機械の流れ方向である縦方向と、前記縦方向および当該帯状物の厚さ方向に垂直な横方向とで、電解液の浸透速度が異なり、前記縦方向の浸透速度が前記横方向の浸透速度よりも速いものであり、
前記セパレータの多角形を構成する全ての辺と、前記縦方向に平行な仮想線分と、が交差し、
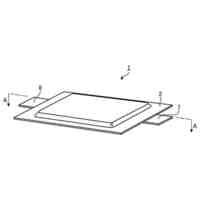
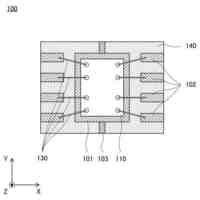
前記複数のセル部材の側面を囲う枠体を有し、前記枠体を構成する複数の側板の少なくとも一つに、前記空間に対する注液口が形成されている双極型蓄電池。
続きを表示(約 1,600 文字)
【請求項2】
集電部材と、前記集電部材の一面に形成された正極活物質層と、前記集電部材の他面に形成された負極活物質層と、を備えたバイポーラ電極、
前記バイポーラ電極の前記負極活物質層側に配置され、集電部材と、前記集電部材の一面に形成された正極活物質層と、を備えた第一のエンド電極、および
前記バイポーラ電極の前記正極活物質層側に配置され、集電部材と、前記集電部材の一面に形成された負極活物質層と、を備えた第二のエンド電極、
を有し、
前記第一のエンド電極と前記第二のエンド電極との間に前記バイポーラ電極が、前記バイポーラ電極の前記正極活物質層と前記第二のエンド電極の前記負極活物質層とを対向させ、前記バイポーラ電極の前記負極活物質層と前記第一のエンド電極の前記正極活物質層とを対向させて配置され、対向する前記正極活物質層と前記負極活物質層との間にセパレータを配置して積層されることで、複数のセル部材が形成され、前記複数のセル部材は、個別の空間に配置され、
前記セパレータは、帯状物から円形に切り出されたものであり、
前記帯状物は、製造時の機械の流れ方向である縦方向と、前記縦方向および当該帯状物の厚さ方向に垂直な横方向とで、電解液の浸透速度が異なり、前記縦方向の浸透速度が前記横方向の浸透速度よりも速いものであり、
前記複数のセル部材の側面を囲う枠体を有し、前記枠体を構成する複数の側板の少なくとも一つに、前記空間に対する注液口が形成されている双極型蓄電池。
【請求項3】
集電部材と、前記集電部材の一面に形成された正極活物質層と、前記集電部材の他面に形成された負極活物質層と、を備えたバイポーラ電極、
前記バイポーラ電極の前記負極活物質層側に配置され、集電部材と、前記集電部材の一面に形成された正極活物質層と、を備えた第一のエンド電極、および
前記バイポーラ電極の前記正極活物質層側に配置され、集電部材と、前記集電部材の一面に形成された負極活物質層と、を備えた第二のエンド電極、
を有し、
前記第一のエンド電極と前記第二のエンド電極との間に前記バイポーラ電極が、前記バイポーラ電極の前記正極活物質層と前記第二のエンド電極の前記負極活物質層とを対向させ、前記バイポーラ電極の前記負極活物質層と前記第一のエンド電極の前記正極活物質層とを対向させて配置され、対向する前記正極活物質層と前記負極活物質層との間にセパレータを配置して積層されることで、複数のセル部材が形成され、前記複数のセル部材は、個別の空間に配置され、
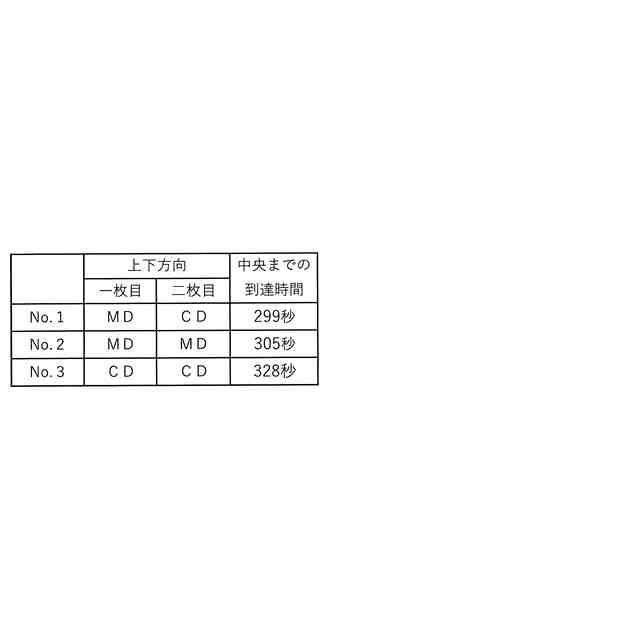
前記セパレータは、積層された複数枚のセパレータ層からなり、
前記セパレータ層は、それぞれ、帯状物から切り出されたものであり、
前記帯状物は、製造時の機械の流れ方向である縦方向と、前記縦方向および当該帯状物の厚さ方向に垂直な横方向とで、電解液の浸透速度が異なり、前記縦方向の浸透速度が前記横方向の浸透速度よりも速いものであり、
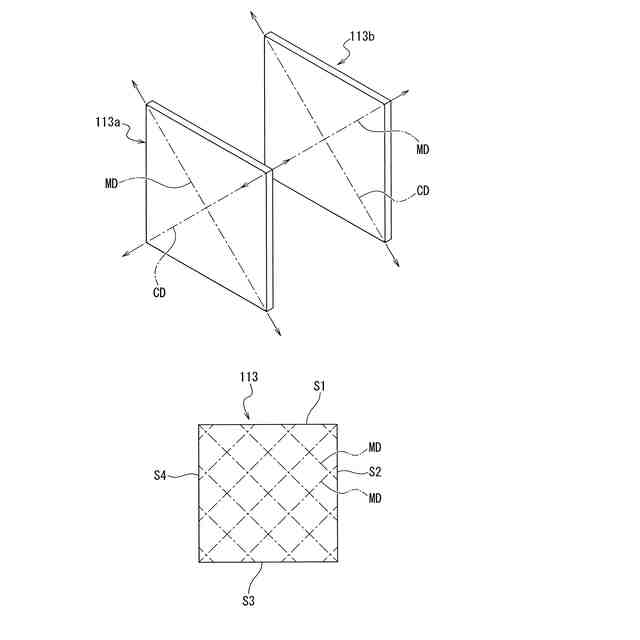
前記積層された複数枚のセパレータ層において、一枚の前記セパレータ層と他の少なくとも一枚の前記セパレータ層は、前記縦方向に平行な仮想線分同士が交差し、
前記複数のセル部材の側面を囲う枠体を有し、前記枠体を構成する複数の側板の少なくとも一つに、前記空間に対する注液口が形成されている双極型蓄電池。
【請求項4】
前記積層された複数枚のセパレータ層において、一枚の前記セパレータ層と他の少なくとも一枚の前記セパレータ層は、前記仮想線分同士が直交し、
前記注液口は管状であり、前記注液口が延びる方向と、前記複数枚のセパレータ層のいずれかの前記縦方向が一致している請求項3記載の双極型蓄電池。
発明の詳細な説明
【技術分野】
【0001】
本発明は、双極型蓄電池に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
近年、太陽光や風力等の自然エネルギを利用した発電設備が増えている。このような発電設備においては、発電量を制御することができないことから、蓄電池を利用して電力負荷の平準化を図るようにしている。すなわち、発電量が消費量よりも多いときには差分を蓄電池に充電する一方、発電量が消費量よりも小さいときには差分を蓄電池から放電するようにしている。上述した蓄電池としては、経済性や安全性等の観点から、鉛蓄電池が多用されている。このような従来の鉛蓄電池としては、例えば、下記特許文献1に記載された双極型蓄電池が知られている。
【0003】
この双極型蓄電池は、額縁形で樹脂製のフレームの内側に、樹脂製の基板が取り付けられている。基板の両面には鉛層が配置されている。基板の一面の鉛層には、正極活物質層が隣接し、他面の鉛層には、負極活物質層が隣接している。また、額縁形で樹脂製のスペーサを有し、その内側には、電解液を含浸させたガラスマットが配設されている。そして、フレームとスペーサとを交互に複数積層し、フレームとスペーサとの間が接着剤等で接着されている。また、基板に設けた貫通穴を介して、基板の両面の鉛層が接続されている。
【0004】
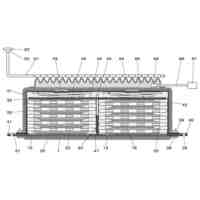
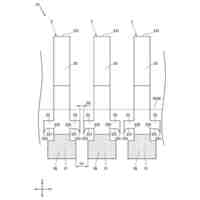
すなわち、特許文献1に記載された双極型蓄電池は、正極集電板と正極活物質層を有する正極、負極集電板と負極活物質層を有する負極、および正極と負極とに介在するセパレータ(ガラスマット)を備え、間隔を開けて積層配置された、複数のセル部材と、複数のセル部材を個別に収容する複数の空間を形成する、複数の空間形成部材と、を有している。
【0005】
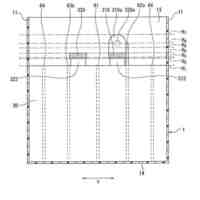
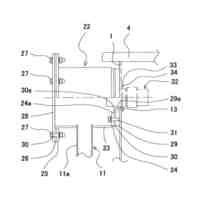
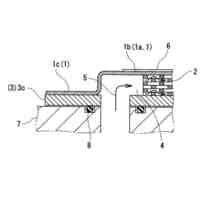
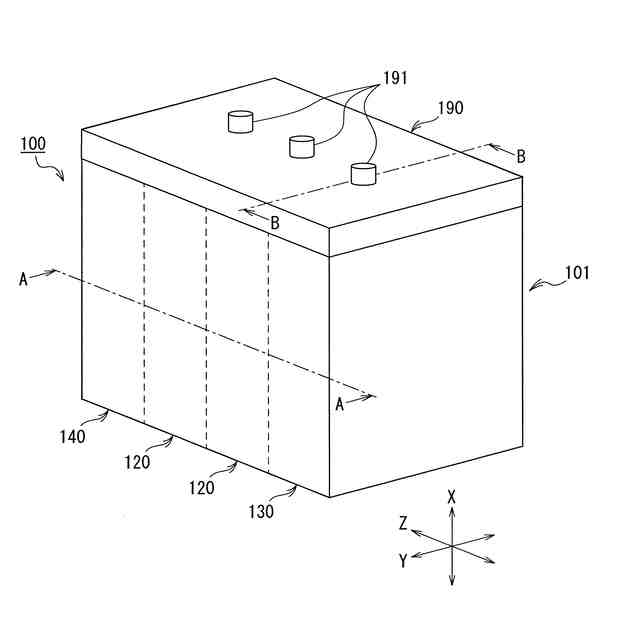
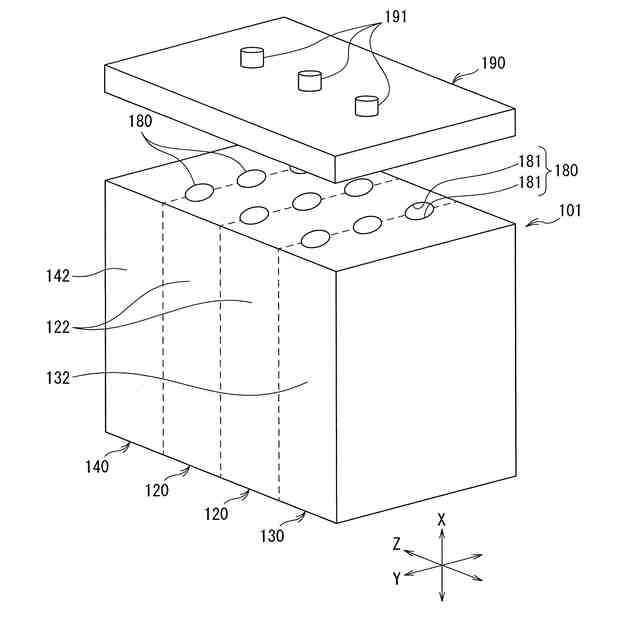
また、空間形成部材は、セル部材の正極側および負極側の少なくとも一方を覆う基板と、セル部材の側面を囲う枠体(二極式プレートおよび端部プレートの枠部とスペーサ)と、を含んでいる。さらに、セル部材と空間形成部材の基板とが交互に積層状態で配置され、セル部材同士が直列に電気的に接続され、隣接する枠体の対向面同士が接合されて、双極型蓄電池の本体が形成されている。本体の側板は、複数の空間形成部材の枠体で構成されている。
【0006】
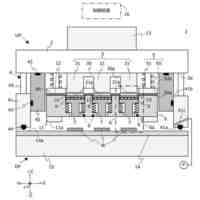
上記構造の双極型蓄電池の製造方法としては、例えば以下の方法が挙げられる。
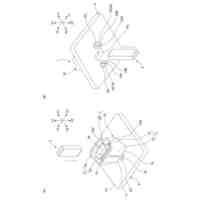
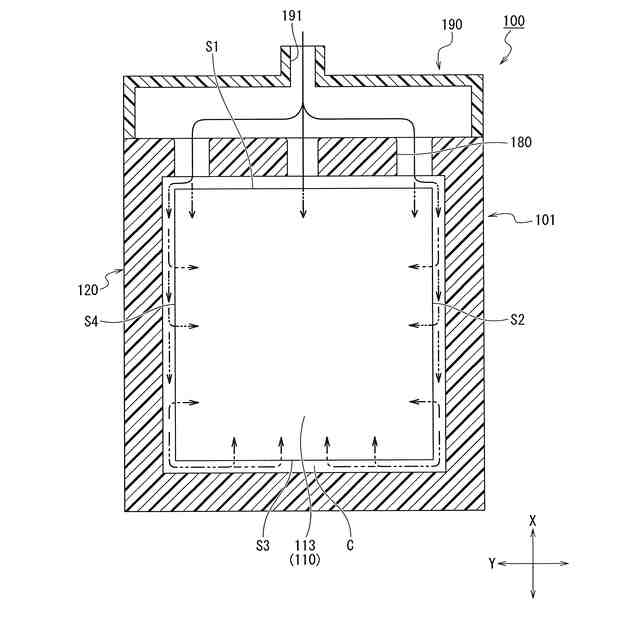
予め、枠体の所定位置(電解液注入工程で本体の上側とする位置)に、上記複数の空間のそれぞれに向かって貫通する注液口(各セル内に電解液を入れるための穴)または注液口を構成する凹部を設けておく。
そして、先ず、本体の構造部を組み立てる。つまり、複数のセル部材と複数の空間形成部材の基板とが交互に積層状態で配置され、セル部材同士が直列に電気的に接続され、隣接する枠体の対向面同士が接合された状態にする。次に、各注液口から各空間の内部に電解液を入れて、セパレータに電解液を含浸させる。すなわち、この方法では、本体の構造部の組み立て工程を終えた後に、電解液の注入工程を行う。
【0007】
一方、セパレータとして使用されるガラスマットは、AGM(Absorbent Glass Mat)と称される、ガラス繊維を主成分とする不織布であることが多い。
特許文献2には、ガラス繊維を主体とした湿式抄造シートからなる蓄電池用セパレータの従来の製造方法に関し、以下のことが記載されている。
【0008】
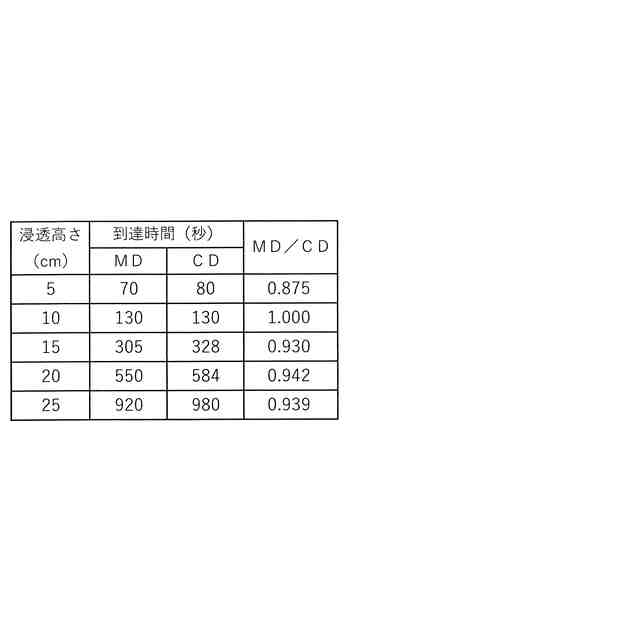
従来の製造方法である傾斜式抄紙機を用いた方法では、ガラス繊維の堆積面つまりガラス繊維層の形成面であるフォーミングワイヤを移動させながら抄き上げているため、繊維の一端がフォーミングワイヤ面に着地すると直ちに該繊維はフォーミングワイヤの移動方向に引っ張られる形となる。このため、フォーミングワイヤの移動方向、即ち、シートの長さ方向に繊維が多く配向する形となり、シートの縦横方向での繊維配向が不均一(繊維配向に方向性がある状態)になる。これに伴い、シートの縦横方向での電解液の吸液速度に差が生じる。なお、セパレータの縦方向とは、セパレータ製造時の製品長さ方向(機械流れ方向:MD)に相当し、セパレータの横方向とは、セパレータ製造時の製品幅方向に相当する。
【0009】
そして、従来の傾斜式抄紙機の、ガラス繊維を水に分散させた抄紙原料液を張ったプール上に、ポンドレギュレータを設けることで、ガラス繊維の繊維分布が縦横方向及び厚さ方向において均一であり、繊維配向が縦横方向においてランダム(繊維配向に方向性がない状態)であり、縦横方向における繊維配向のランダム性が厚さ方向において均一なガラス繊維層を得ることが記載されている。
【0010】
具体的には、セパレータの縦方向と横方向の吸液速度(幅25mm、高さ10cm以上のセパレータを試料とし、該試料を垂直状態にして比重1.30の硫酸中にその下端1cmを浸漬し、5cmまで硫酸を吸い上げるのに要する時間を測定した値)の差の平均値が、11%以下であり、前記セパレータの表裏面での吸液速度(幅25mm、高さ10cm以上のセパレータを試料とし、該試料を垂直状態にして比重1.30の硫酸中にその下端1cmを浸漬し、5cmまで硫酸を吸い上げるのに要する時間を測定した値)の差の平均値が、17%以下である蓄電池用セパレータが記載されている。
【先行技術文献】
【特許文献】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
古河電池株式会社
鉛蓄電池
2か月前
古河電池株式会社
双極型蓄電池
2日前
古河電池株式会社
双極型鉛蓄電池
1か月前
古河電池株式会社
双極型鉛蓄電池
2か月前
古河電池株式会社
非水電解質二次電池用負極板および非水電解質二次電池
18日前
古河電池株式会社
リチウムイオン二次電池正極、リチウムイオン二次電池および算出方法
1日前
古河電池株式会社
リチウムイオン二次電池正極、リチウムイオン二次電池および算出方法
1日前
古河電池株式会社
リチウムイオン二次電池用正極、リチウムイオン二次電池および算出方法
1日前
古河電池株式会社
リチウムイオン二次電池用正極、リチウムイオン二次電池および算出方法
1日前
個人
安全なNAS電池
22日前
愛知電機株式会社
電力機器
1か月前
個人
フリー型プラグ安全カバー
29日前
日機装株式会社
加圧装置
1か月前
ヒロセ電機株式会社
端子
1か月前
東レ株式会社
多孔質炭素シート
17日前
キヤノン株式会社
電子機器
17日前
ローム株式会社
半導体装置
17日前
ローム株式会社
半導体装置
1か月前
エイブリック株式会社
半導体装置
19日前
エイブリック株式会社
半導体装置
19日前
東レ株式会社
ガス拡散層の製造方法
17日前
沖電気工業株式会社
アンテナ
29日前
オムロン株式会社
電磁継電器
26日前
三菱電機株式会社
回路遮断器
1か月前
株式会社ティラド
面接触型熱交換器
9日前
ニチコン株式会社
コンデンサ
10日前
株式会社GSユアサ
蓄電装置
25日前
ニチコン株式会社
コンデンサ
10日前
株式会社GSユアサ
蓄電装置
1か月前
株式会社GSユアサ
蓄電装置
1か月前
マクセル株式会社
配列用マスク
9日前
日本特殊陶業株式会社
保持装置
24日前
株式会社カネカ
二次電池
1か月前
株式会社ヨコオ
コネクタ
19日前
トヨタ自動車株式会社
蓄電装置
1か月前
日新イオン機器株式会社
イオン注入装置
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ