TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025137795
公報種別
公開特許公報(A)
公開日
2025-09-22
出願番号
2024029683
出願日
2024-02-29
発明の名称
長尺材の機械加工方法及びそのプログラム
出願人
川崎車両株式会社
代理人
弁理士法人有古特許事務所
主分類
B23C
3/00 20060101AFI20250912BHJP(工作機械;他に分類されない金属加工)
要約
【課題】長尺材を短時間で精度良く機械加工できる機械加工方法及びプログラムを提供する。
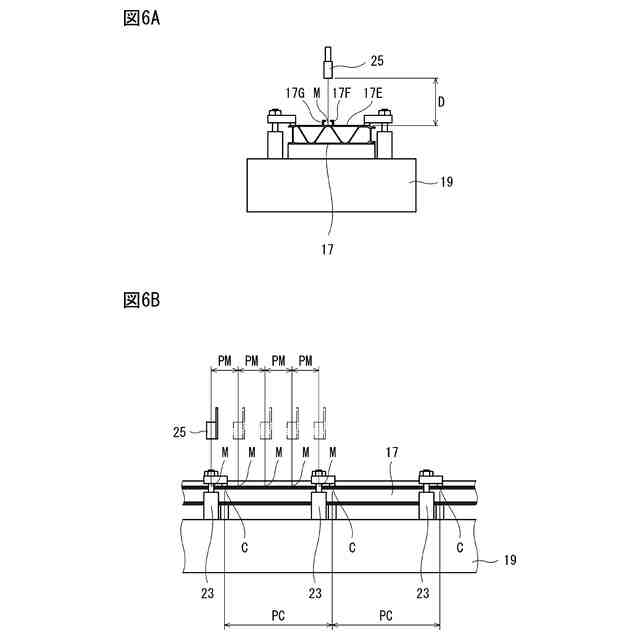
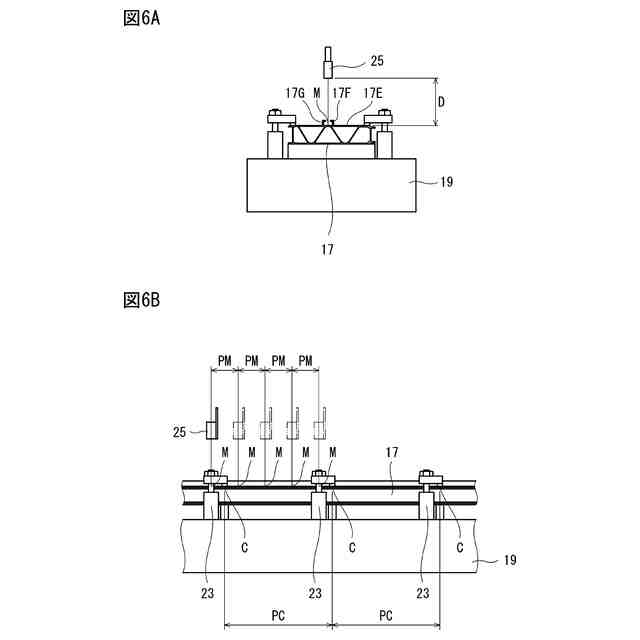
【解決手段】機械加工方法は、鉄道車両構体の長尺材の機械加工方法である。この機械加工方法は、長尺材17の長手方向に間隔を空けた複数の測定位置Mで長尺材17の表面17Eの高さ位置を測定し、隣接する高さ位置を結ぶ直線を基準線に設定し、基準線に基づいて長尺材17の高さ方向の加工位置を決定し、長尺材17を加工位置で機械加工する。好ましくは、高さ位置を測定するセンサ25がレーザセンサである。好ましくは、この機械加工方法は、3以上の複数の測定位置Mで高さ位置を測定し、隣接する高さ位置を結ぶ2以上の複数の直線を基準線に設定する。
【選択図】図6
特許請求の範囲
【請求項1】
鉄道車両構体の長尺材の機械加工方法であって、
前記長尺材の長手方向に間隔を空けた複数の測定位置で前記長尺材の表面の高さ位置を測定し、
隣接する前記高さ位置を結ぶ直線を基準線に設定し、
前記基準線に基づいて前記長尺材の高さ方向の加工位置を決定し、
前記長尺材を前記加工位置で機械加工する、長尺材の機械加工方法。
続きを表示(約 1,200 文字)
【請求項2】
前記高さ位置を測定するセンサがレーザセンサである、請求項1に記載の長尺材の機械加工方法。
【請求項3】
3以上の複数の前記測定位置で前記高さ位置を測定し、
隣接する前記高さ位置を結ぶ2以上の複数の前記直線を前記基準線に設定する、請求項1又は2に記載の長尺材の機械加工方法。
【請求項4】
前記長尺材が前記表面から突出し長手方向に延びる突起を有し、
前記突起を前記加工位置で所定の高さに機械加工する、請求項1又は2に記載の長尺材の機械加工方法。
【請求項5】
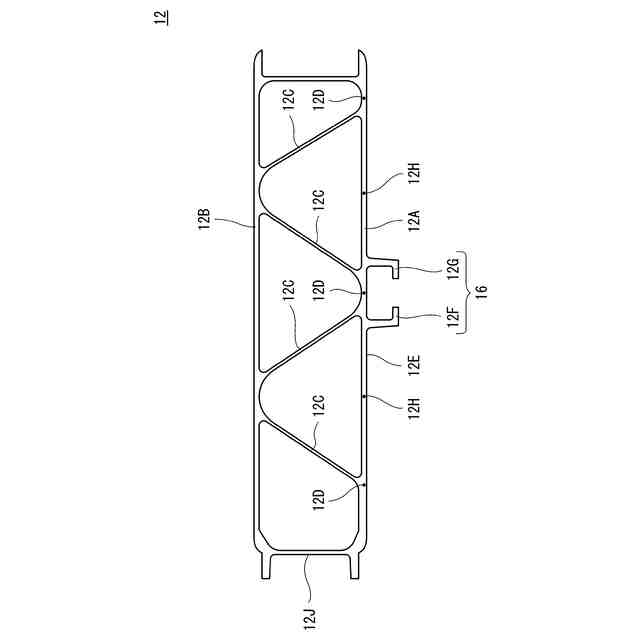
前記長尺材は、前記突起が突出する前記表面を有する第1板材と、前記第1板材に隙間を空けて対向する第2板材と、前記第1板材と前記第2板材とに架け渡された複数の内部板材と、を含むトラス断面構造の押出形材であり、
前記長尺材の長手方向から見た断面において、前記内部板材が前記第1板材又は前記第2板材に連結される点は、前記トラス断面構造の節点であり、
前記突起は、前記第1板材において隣接する2つの前記節点の間の中央点よりも2つの前記節点の一方の近くにおいて前記表面から突出しており、
前記中央点の位置での前記表面が、前記節点の位置での前記表面より、外向きに高い位置にある、請求項4に記載の長尺材の機械加工方法。
【請求項6】
前記長尺材の長手方向の往路で複数の前記測定位置で前記高さ位置を測定し、
前記長尺材の長手方向の復路で前記長尺材を前記加工位置で機械加工する、請求項1又は2に記載の長尺材の機械加工方法。
【請求項7】
前記長尺材を機械加工する工作機械が、テーブルと、前記長尺材を加工する加工工具が取り付けられるヘッドと、前記ヘッドに取り付けられたセンサとを有し、
前記テーブルに前記長尺材を固定し、
前記ヘッドを前記テーブルに対して相対移動させ、前記センサで前記高さ位置を測定する、請求項1又は2に記載の長尺材の機械加工方法。
【請求項8】
前記長尺材が固定されるテーブルに前記長尺材を長手方向に間隔を空けて複数の固定位置で固定し、
前記長尺材の長手方向に間隔を空けた複数の前記測定位置で前記高さ位置を測定し、
前記測定位置の間隔が、前記固定位置の間隔より小さい、請求項1又は2に記載の長尺材の機械加工方法。
【請求項9】
加工開始位置及び加工終了位置を少なくとも含む加工データと前記基準線とに基づいて前記長尺材の高さ方向の加工位置を決定する、請求項1又は2に記載の長尺材の機械加工方法。
【請求項10】
前記高さ位置を測定するセンサが前記長尺材に対し長手方向に相対的に移動しながら、前記高さ位置を測定する、請求項1又は2に記載の長尺材の機械加工方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本明細書は、鉄道車両構体に用いられる長尺材の機械加工方法及びそのプログラムを開示する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
特開2007-301638公報には、鉄道車両の側構体の加工方法が開示されている。この加工方法では、接合凸部が形材の長手方向に連続して形成される。この接合凸部が、中央が膨らむ湾曲したフライス面を有するフライスカッタで切削される。接合凸部の幅方向一端部に湾曲したフライス面を一致させた状態で接合凸部が長手方向に切削される。次に、接合凸部の幅方向他端部に湾曲したフライス面を一致させた状態で接合凸部が長手方向に切削される。これにより、この加工方法は、短時間に、精度良く、接合凸部を切削できる。
【先行技術文献】
【特許文献】
【0003】
特開2007-301638公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
鉄道車両構体は、台枠、左右の側構体及び屋根構体を含む。この台枠、左右の側構体及び屋根構体は、鉄道車両の長手方向に延びる。台枠、側構体及び屋根構体の部品に、鉄道車両の長手方向に延びる長尺部材が用いられる。長尺部材は、長尺材を機械加工して得られる。長尺材は、長い形状のため、うねりを有し、大きな寸法公差が設定されている。うねりを有し寸法公差が大きい長尺材を精度良く機械加工することは、容易でない。この長尺材を精度良く機械加工するには、時間がかかる。
【0005】
本出願人の意図するところは、長尺材を短時間で精度良く機械加工できる、長尺材の機械加工方法及びプログラムの提供にある。
【課題を解決するための手段】
【0006】
本明細書が開示する長尺材の機械加工方法は、鉄道車両構体の長尺材の機械加工方法である。
この機械加工方法は、
前記長尺材の長手方向に間隔を空けた複数の測定位置で前記長尺材の表面の高さ位置を測定し、
隣接する前記高さ位置を結ぶ直線を基準線に設定し、
前記基準線に基づいて前記長尺材の高さ方向の加工位置を決定し、
前記長尺材を前記加工位置で機械加工する。
【0007】
本明細書が開示する機械加工プログラムは、前記長尺材の機械加工方法をプロセッサに実行させる。前記プログラムは、コンピュータ読み取り可能な記憶媒体に記憶され得る。前記記憶媒体は、非一時的で有形な媒体である。前記記憶媒体は、コンピュータに内蔵又は外付けされ得る。前記記憶媒体は、RAM、ROM、EEPROM、ストレージ等を含み、例えば、ハードディスク、フラッシュメモリ、光ディスク等とし得る。
【発明の効果】
【0008】
本明細書が開示する長尺材の機械加工方法は、長尺材を短時間で精度良く機械加工できる。本明細書が開示する機械加工プログラムは、この機械加工方法をプロセッサに実行させ得る。
【図面の簡単な説明】
【0009】
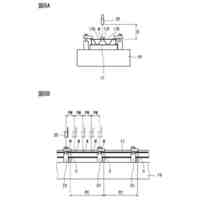
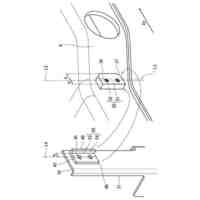
図1は、一実施形態に係る機械加工方法で長尺材を機械加工した長尺部材を含む鉄道車両構体の断面図である。
図2は、図1の鉄道車両構体が含む長尺部材の正面図である。
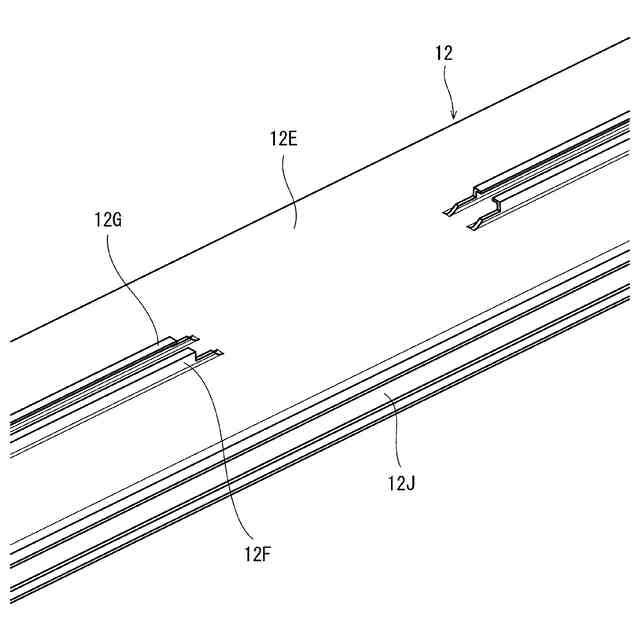
図3は、図2の長尺部材の一部の斜視図である。
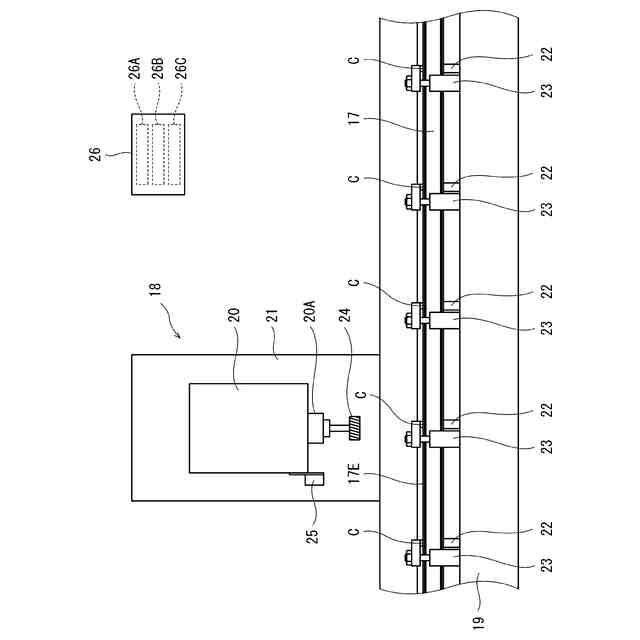
図4は、一実施形態に係る機械加工方法で使用される工作機械と長尺材とが示された側面図である。
図5は、図4の工作機械と長尺材とが示された正面図である。
図6Aは図4の工作機械で長尺材の表面の高さ位置を測定する状態の正面図であり、図6Bは図6Aの状態の側面図である。
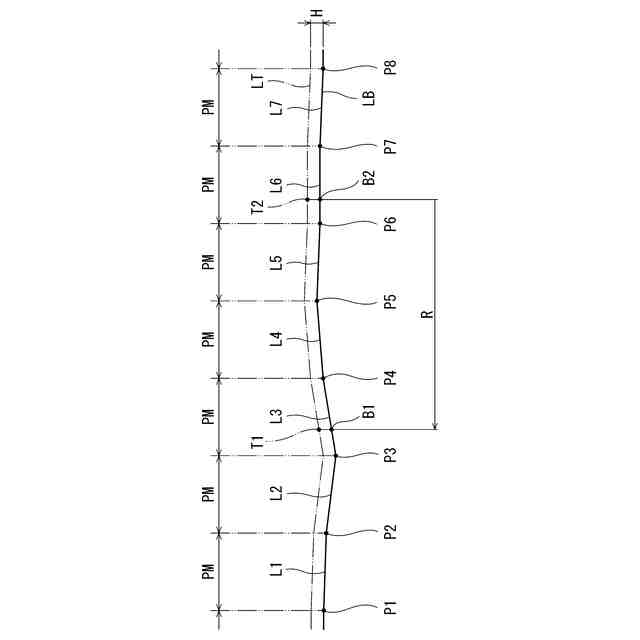
図7は、一実施形態に係る機械加工方法における基準線の説明図である。
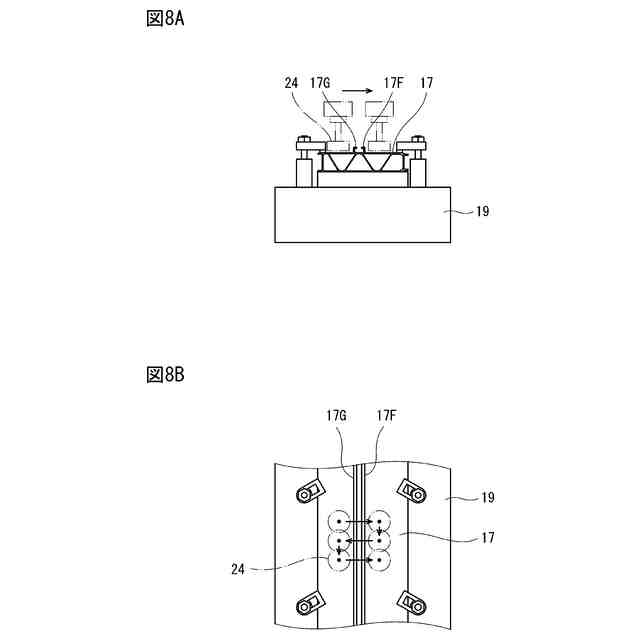
図8Aは図4の工作機械で長尺材を機械加工する状態の正面図であり、図8Bは図8Aの状態の平面図である。
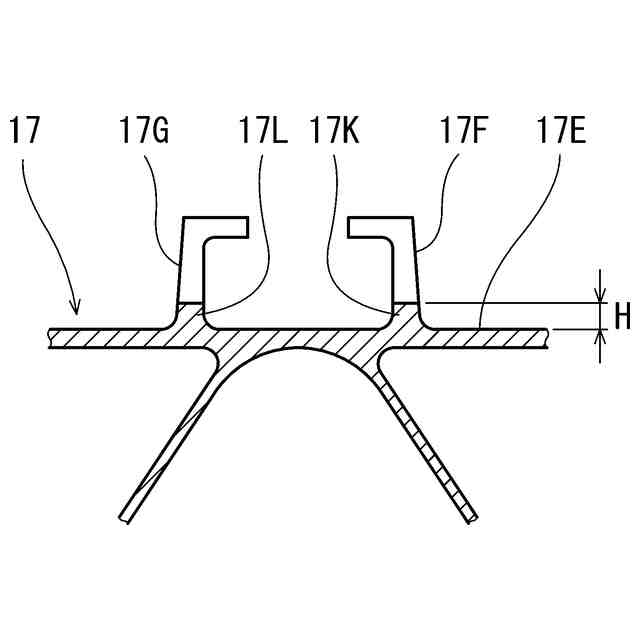
図9は、図8の工作機械で機械加工された長尺材の部分拡大断面図である。
図10Aは図9の長尺材を更に仕上げ加工する状態の側面図であり、図10Bは図10Aの状態の正面図である。
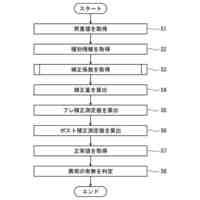
図11は一実施形態に係る機械加工方法のフローチャートである。
図12は、一実施形態に係る機械加工方法で機械加工される他の長尺材の部分断面図である。
図13Aは図12の他の長尺材が工作機械で機械加工された他の長尺部材の部分断面図であり、図13Bは図12の他の長尺部材が更に仕上げ加工された他の長尺部材の部分断面図である。
【発明を実施するための形態】
【0010】
以下、適宜図面が参照されつつ、好ましい実施形態が詳細に説明される。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
川崎車両株式会社
長尺材の機械加工方法及びそのプログラム
7日前
川崎車両株式会社
鉄道車両用の自動高さ調整装置及び鉄道車両用の自動高さ調整装置セット
今日
川崎車両株式会社
鉄道車両の輪軸検査装置、鉄道車両の輪軸検査方法及び鉄道車両の輪軸検査プログラム
今日
個人
タップ
4か月前
個人
フライス盤
19日前
個人
加工機
4か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
4か月前
日東精工株式会社
ねじ締め機
1か月前
株式会社不二越
ドリル
4か月前
日東精工株式会社
ねじ締め機
19日前
日東精工株式会社
ねじ締め機
4か月前
株式会社北川鉄工所
回転装置
3か月前
株式会社ダイヘン
溶接電源装置
2か月前
日東精工株式会社
ねじ締め装置
10日前
日東精工株式会社
ねじ締め装置
3か月前
株式会社ダイヘン
溶接電源装置
2か月前
株式会社ダイヘン
溶接電源装置
1か月前
株式会社FUJI
工作機械
3か月前
個人
切削油供給装置
1か月前
株式会社FUJI
工作機械
2か月前
株式会社アンド
半田付け方法
21日前
個人
型枠製造装置のフレーム
今日
エフ・ピー・ツール株式会社
リーマ
5か月前
キヤノン電子株式会社
加工システム
1か月前
日進工具株式会社
エンドミル
5か月前
株式会社ダイヘン
多層盛り溶接方法
5か月前
株式会社アンド
半田付け方法
4か月前
株式会社アンド
半田付け方法
4か月前
大見工業株式会社
ドリル
2か月前
株式会社トヨコー
被膜除去方法
4か月前
村田機械株式会社
レーザ加工機
4か月前
村田機械株式会社
レーザ加工機
4か月前
株式会社ツガミ
工作機械
27日前
トヨタ自動車株式会社
溶接マスク
3か月前
株式会社ダイヘン
溶接装置
2か月前
株式会社ダイヘン
溶接装置
2か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ