TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025133369
公報種別
公開特許公報(A)
公開日
2025-09-11
出願番号
2024031275
出願日
2024-03-01
発明の名称
摩擦攪拌接合装置及び摩擦攪拌接合方法
出願人
コマツNTC株式会社
,
トライエンジニアリング株式会社
代理人
弁理士法人磯野国際特許商標事務所
,
弁理士法人磯野国際特許商標事務所
,
ポレール弁理士法人
主分類
B23K
20/12 20060101AFI20250904BHJP(工作機械;他に分類されない金属加工)
要約
【課題】複数の被接合部材を厚さ方向に重ねた積層部材の摩擦攪拌接合において、被接合部材の面積が比較的大きい場合であっても、摩擦攪拌接合後にねじ止め等を必要とすることなく、所望の接合強度を得ることができる摩擦攪拌接合装置を提供する。
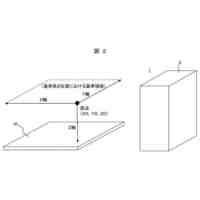
【解決手段】それぞれ所定の厚みを有する板状金属の第一の部材と第二の部材を、下側に前記第一の部材を配置し上側に前記第二の部材を配置して厚さ方向に重ねた積層部材の積層界面を摩擦攪拌接合して積層体を形成する摩擦攪拌接合装置であって、前記積層部材を載置する載置台の上部方向の所定の高さ位置を示す基準高さ位置において、仮想的なXYZ空間を設定し、前記XYZ空間における(X,Y,Z)座標で設定される1本又は複数本の接合線に沿って、接合ツールを所定の回転速度で回転しながら所定の進行速度で進行させて前記積層界面を摩擦攪拌接合することにより前記積層体を形成することを特徴とする。
【選択図】図2
特許請求の範囲
【請求項1】
それぞれ所定の厚みを有する板状金属の第一の部材と第二の部材を、下側に前記第一の部材を配置し上側に前記第二の部材を配置して厚さ方向に重ねた積層部材の積層界面を摩擦攪拌接合して積層体を形成する摩擦攪拌接合装置であって、
前記積層部材を載置する載置台の上部方向の所定の高さ位置を示す基準高さ位置において、仮想的なXYZ空間を設定し、前記XYZ空間における(X,Y,Z)座標で設定される1本又は複数本の接合線に沿って、接合ツールを所定の回転速度で回転しながら所定の進行速度で進行させて前記積層界面を摩擦攪拌接合することにより前記積層体を形成すること、を特徴とする摩擦攪拌接合装置。
続きを表示(約 2,500 文字)
【請求項2】
請求項1に記載の摩擦攪拌接合装置であって、
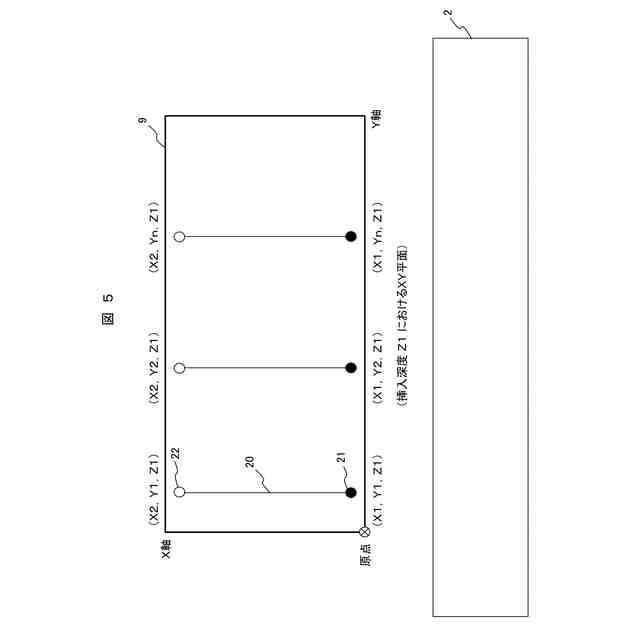
m1とm2を異なる自然数として、n1とn2を異なる又は同一の自然数として、前記接合線が直線の場合は、摩擦攪拌接合始端部の座標を示す第一の座標(Xm1,Yn1,Z1)と摩擦攪拌接合終端部の座標を示す第二の座標(Xm2,Yn2,Z1)と、を結んで形成する線分で前記接合線を設定すること、を特徴とする摩擦攪拌接合装置。
【請求項3】
請求項1に記載の摩擦攪拌接合装置であって、
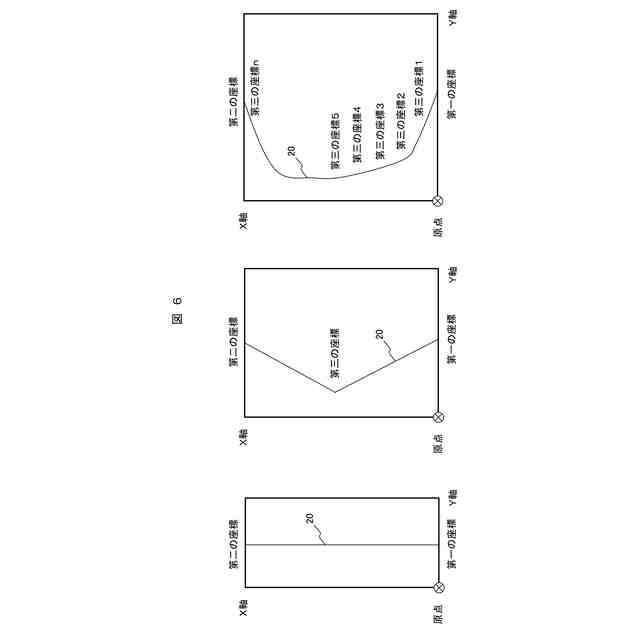
lとpを自然数として、m1とm2を異なる自然数として、n1とn2を異なる又は同一の自然数として、前記接合線が複数の直線の組み合わせからなる線分の場合、または、前記接合線が曲線を含む線分の場合は、摩擦攪拌接合始端部の座標を示す第一の座標(Xm1,Yn1,Z1)と摩擦攪拌接合終端部の座標を示す第二の座標(Xm2,Yn2,Z1)と前記摩擦攪拌接合始端部の座標と、前記摩擦攪拌接合始端部の座標と前記摩擦攪拌接合終端部の座標との中間位置に設定する中間点の第三の座標p(Xl,Yp,Z1)と、を結んで形成する線分の集合体として前記接合線を設定すること、を特徴とする摩擦攪拌接合装置。
【請求項4】
請求項2に記載の摩擦攪拌接合装置であって、
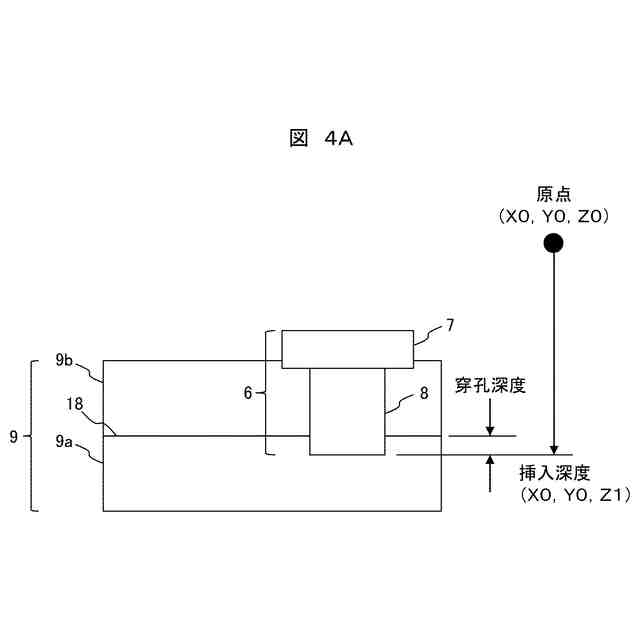
前記Z1は、前記接合ツールを前記積層部材に挿入するときの挿入深度を示し、前記接合ツールが前記第二の部材を貫通してから前記第一の部材に所定の穿孔深度まで挿入するときの大きさに等しい値であり、
前記第一の座標は、前記Z1におけるXY平面上において、前記接合ツールを進行させるときの始端の前記接合ツール先端部の位置座標を示し、
前記第二の座標は、前記Z1におけるXY平面上において、前記接合ツールを進行させるときの終端の前記接合ツール先端部の位置座標を示すこと、を特徴とする摩擦攪拌接合装置。
【請求項5】
請求項3に記載の摩擦攪拌接合装置であって、
前記Z1は、前記接合ツールを前記積層部材に挿入するときの挿入深度を示し、前記接合ツールが前記第二の部材を貫通してから前記第一の部材に所定の穿孔深度まで挿入するときの大きさに等しい値であり、
前記第一の座標は、前記Z1におけるXY平面上において、前記接合ツールを進行させるときの始端の前記接合ツール先端部の位置座標を示し、
前記第二の座標は、前記Z1におけるXY平面上において、前記接合ツールを進行させるときの終端の前記接合ツール先端部の位置座標を示し、
前記第三の座標は、前記Z1におけるXY平面上において、前記接合ツールを進行させるときに、前記接合ツールが前記第一の座標から進行を開始して前記第二の座標まで進行する間に前記接合ツールの先端部が経由する位置座標を示すこと、を特徴とする摩擦攪拌接合装置。
【請求項6】
請求項4に記載の摩擦攪拌接合装置であって、
前記Z1、前記接合線の数とそれぞれの前記接合線に対応する前記第一の座標と前記第二の座標は、前記第一の部材と第二の部材の材質、前記第一の部材と第二の部材の厚さ、及び形成された前記積層体の用途に求められる接合強度に応じて、前記摩擦攪拌接合装置を本運用する前段階で設定すること、を特徴とする摩擦攪拌接合装置。
【請求項7】
請求項5に記載の摩擦攪拌接合装置であって、
前記Z1、前記接合線の数とそれぞれの前記接合線に対応する前記第一の座標と前記第二の座標、及び、それぞれの前記接合線に対応する前記中間点の数とそれぞれの前記中間点に対応する前記第三の座標は、前記第一の部材と第二の部材の材質、前記第一の部材と第二の部材の厚さ、及び形成された前記積層体の用途に求められる接合強度に応じて、前記摩擦攪拌接合装置を本運用する前段階で設定すること、を特徴とする摩擦攪拌接合装置。
【請求項8】
請求項7に記載の摩擦攪拌接合装置であって、
kを自然数として、k番目の前記第一の座標に前記接合ツールの先端部を挿入し、最初の前記第一の座標と前記第二の座標と前記第三の座標により構成する前記接合線を摩擦攪拌接合した後に、前記接合ツールを前記積層部材から抜き取り、k+1番目の前記第一の座標に前記接合ツールの先端部を挿入し、次の前記第一の座標と前記第二の座標と前記第三の座標により構成する前記接合線を摩擦攪拌接合する処理を繰り返すことにより、全ての前記接合線を摩擦攪拌接合して前記積層体を形成すること、を特徴とする摩擦攪拌接合装置。
【請求項9】
請求項1に記載の摩擦攪拌接合装置であって、
前記積層体を新たな前記第一の部材に使用し、新たな前記第一の部材の上部に新たな前記第二の部材を重ねて新たな前記積層部材を構成し、新たな前記積層部材の前記積層界面を摩擦攪拌接合して新たな積層体を形成する処理を繰り返すことにより、所望の積層数を有する前記積層体を形成すること、を特徴とする摩擦攪拌接合装置。
【請求項10】
請求項1に記載の摩擦攪拌接合装置であって、
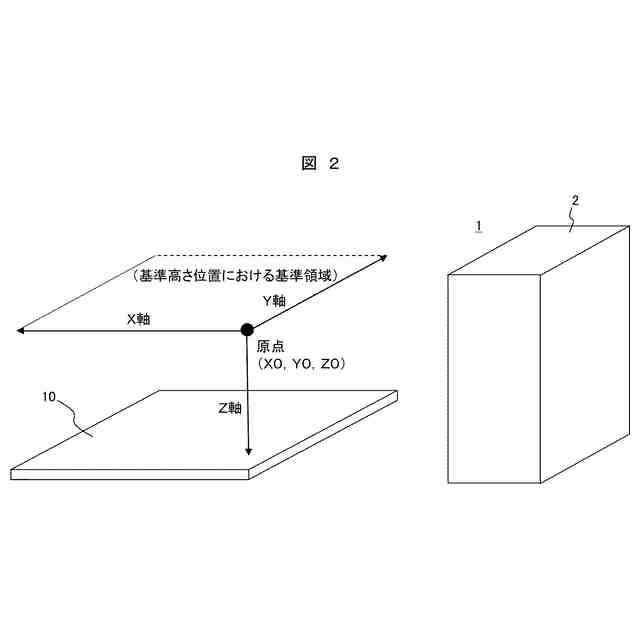
前記基準高さ位置において、前記接合ツールの水平面の可動範囲である矩形領域を基準領域に設定し、
前記基準領域において、所定の位置を、座標(X0,Y0,Z0)で表す前記XYZ空間の原点に設定し、
前記原点と、前記基準領域の一辺に平行で前記摩擦攪拌接合装置の本体から遠ざかる方向の所定の位置を結ぶ線分をX軸に設定し、
前記原点と、前記X軸に直交して前記基準領域の一辺に平行で前記原点から遠ざかる方向の所定の位置を結ぶ線分をY軸に設定し、
前記原点を始点として、鉛直下方向に前記載置台の表面までを結ぶ線分をZ軸に設定し、
前記X軸と前記Y軸と前記Z軸により前記XYZ空間を構成すること、を特徴とする摩擦攪拌接合装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
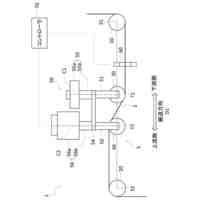
本発明は、被接合部材同士を摩擦攪拌接合により接合する摩擦攪拌接合装置の構成とその制御に係り、特に、複数の被接合部材を厚さ方向に重ねた積層部材の接合に適用して有効な技術に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
円柱状の接合ツールを回転させて発生する摩擦熱で被接合材料を軟化させ、その部分を攪拌することで被接合材料同士を接合する摩擦攪拌接合(FSW:Friction Stir Welding)は、材料以外の素材を用いないため、疲労強度が高く、材料も溶融しないことから溶接変形(ひずみ)の少ない接合が可能であり、航空機や自動車のボディなど、幅広い分野での応用が期待されている。
【0003】
摩擦攪拌接合装置による板状金属の接合部材の摩擦攪拌接合には、第一の部材の側面と第二の部材の側面を隣接するように配置して隣接部を接合する方法と、第一の部材と第二の部材を厚さ方向に重ねた積層部材の積層界面を摩擦攪拌接合する方法がある。
【0004】
厚さ方向に重ねて積層界面を摩擦攪拌接合して形成する積層体は、航空宇宙分野、自動車分野、建材分野などに、金属積層造形により製造された部品として需要が見込まれる。金属積層造形は、複雑な形状を実現すること、レーザ焼結が難しいアルミ合金などの造形を実現することなどの特徴がある。
【0005】
本技術分野の背景技術として、例えば、特許文献1のような技術がある。特許文献1には「2枚以上積層された同種または異種の金属板を摩擦攪拌プロセスにより接合する摩擦攪拌接合方法において、摩擦攪拌プロセス前に、積層した金属板の全層を貫通する摩擦攪拌接合用の穴を形成し、摩擦攪拌プロセスにおいて、貫通穴の内面と貫通穴に挿入される摩擦攪拌接合用ツールの挿入ピンとの間に摩擦熱を生じさせることにより、積層した金属板同士を貫通穴の内面側から摩擦攪拌する摩擦攪拌接合方法」が開示されている。
【先行技術文献】
【特許文献】
【0006】
特開2011-173163号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
上記特許文献1に記載された摩擦攪拌接合方法では、面積の小さな積層金属を点接合するケースや、摩擦攪拌接合後、貫通穴をねじ止めするようなケースでは有効である。
【0008】
しかしながら、面積の大きな部材で、接合後にねじ止めをしないケースでは所望の接合強度が得られず、改善の余地がある。
【0009】
そこで、本発明の目的は、複数の被接合部材を厚さ方向に重ねた積層部材の摩擦攪拌接合において、被接合部材の面積が比較的大きい場合であっても、摩擦攪拌接合後にねじ止め等を必要とすることなく、所望の接合強度を得ることができる摩擦攪拌接合装置及びそれを用いた摩擦攪拌接合方法を提供することにある。
【課題を解決するための手段】
【0010】
上記課題を解決するために、本発明は、それぞれ所定の厚みを有する板状金属の第一の部材と第二の部材を、下側に前記第一の部材を配置し上側に前記第二の部材を配置して厚さ方向に重ねた積層部材の積層界面を摩擦攪拌接合して積層体を形成する摩擦攪拌接合装置であって、前記積層部材を載置する載置台の上部方向の所定の高さ位置を示す基準高さ位置において、仮想的なXYZ空間を設定し、前記XYZ空間における(X,Y,Z)座標で設定される1本又は複数本の接合線に沿って、接合ツールを所定の回転速度で回転しながら所定の進行速度で進行させて前記積層界面を摩擦攪拌接合することにより前記積層体を形成することを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
コマツNTC株式会社
搬送装置
4日前
コマツNTC株式会社
搬送装置
4日前
コマツNTC株式会社
蛇行補正装置及び蛇行補正方法
2か月前
コマツNTC株式会社
摩擦攪拌接合装置及び摩擦攪拌接合方法
11日前
個人
タップ
4か月前
個人
フライス盤
12日前
個人
加工機
4か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
4か月前
株式会社北川鉄工所
回転装置
3か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
5か月前
日東精工株式会社
ねじ締め機
3か月前
日東精工株式会社
ねじ締め機
12日前
株式会社不二越
ドリル
4か月前
株式会社不二越
ドリル
5か月前
株式会社ダイヘン
溶接電源装置
2か月前
株式会社ダイヘン
溶接電源装置
1か月前
日東精工株式会社
ねじ締め装置
3日前
株式会社ダイヘン
溶接電源装置
1か月前
日東精工株式会社
ねじ締め装置
2か月前
有限会社 ナプラ
金属粒子
6か月前
日東精工株式会社
多軸ねじ締め機
5か月前
株式会社FUJI
工作機械
5か月前
株式会社FUJI
工作機械
2か月前
株式会社FUJI
工作機械
2か月前
個人
切削油供給装置
28日前
株式会社アンド
半田付け方法
14日前
株式会社ダイヘン
多層盛り溶接方法
4か月前
株式会社アンド
半田付け方法
4か月前
エフ・ピー・ツール株式会社
リーマ
4か月前
キヤノン電子株式会社
加工システム
1か月前
日進工具株式会社
エンドミル
4か月前
株式会社アンド
半田付け方法
4か月前
トヨタ自動車株式会社
接合方法
5か月前
株式会社ツガミ
工作機械
20日前
ブラザー工業株式会社
工作機械
5か月前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ