TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025129920
公報種別
公開特許公報(A)
公開日
2025-09-05
出願番号
2024026900
出願日
2024-02-26
発明の名称
溶接方法
出願人
愛三工業株式会社
代理人
弁理士法人 快友国際特許事務所
主分類
B23K
26/21 20140101AFI20250829BHJP(工作機械;他に分類されない金属加工)
要約
【課題】溶接の品質を向上させることができる技術を提供する。
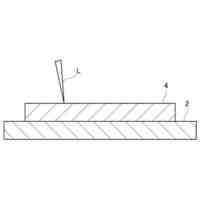
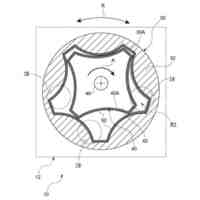
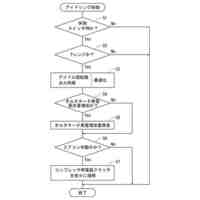
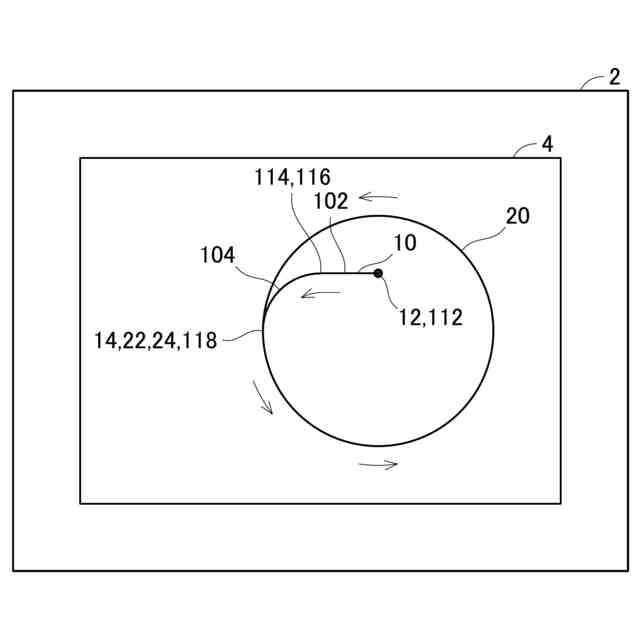
【解決手段】溶接方法は、第1部材と第2部材をレーザー溶接により接合する溶接本工程と、溶接本工程より前に第1部材又は第2部材をレーザー溶接のレーザーにより溶融しながら溶接本工程の開始位置に向けてレーザーを進行させる溶接前工程と、を備えている。
【選択図】図1
特許請求の範囲
【請求項1】
第1部材と第2部材をレーザー溶接により接合する溶接本工程と、
前記溶接本工程より前に前記第1部材又は前記第2部材を前記レーザー溶接のレーザーにより溶融しながら前記溶接本工程の開始位置に向けて前記レーザーを進行させる溶接前工程と、を備える、溶接方法。
続きを表示(約 680 文字)
【請求項2】
請求項1に記載の溶接方法であって、
前記溶接前工程は、前記溶接本工程において前記レーザーが進行する経路により囲まれる領域内で実行される、溶接方法。
【請求項3】
請求項1又は2に記載の溶接方法であって、
前記溶接前工程は、前記レーザーを直線状に進行させる直線工程を備える、溶接方法。
【請求項4】
請求項1又は2に記載の溶接方法であって、
前記溶接前工程では、前記溶接本工程の開始位置に向けて前記レーザーを曲線状に進行させる、溶接方法。
【請求項5】
第1部材と第2部材をレーザー溶接により接合する溶接本工程と、
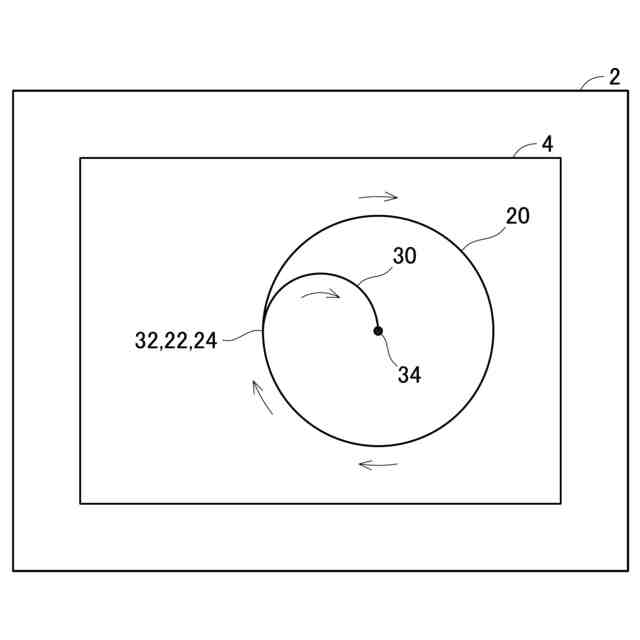
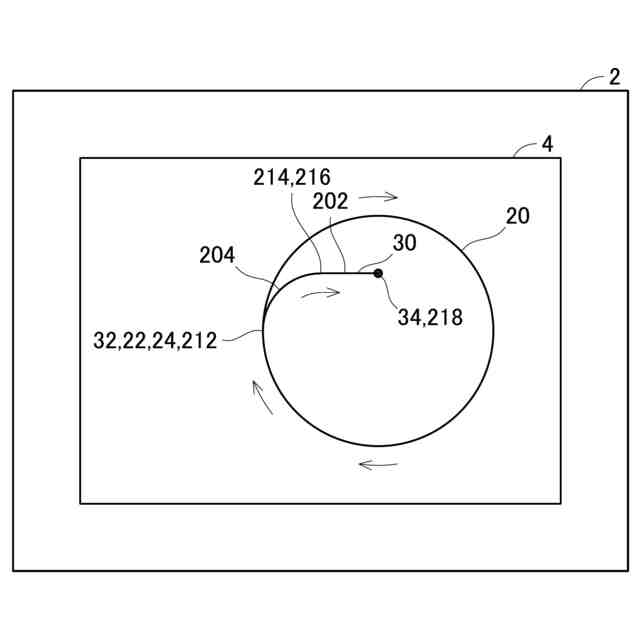
前記溶接本工程より後に前記第1部材又は前記第2部材を前記レーザー溶接のレーザーにより溶融しながら前記溶接本工程の終了位置から離れる位置に向けて前記レーザーを進行させる溶接後工程と、を備える、溶接方法。
【請求項6】
請求項5に記載の溶接方法であって、
前記溶接後工程は、前記溶接本工程において前記レーザーが進行する経路により囲まれる領域内で実行される、溶接方法。
【請求項7】
請求項5又は6に記載の溶接方法であって、
前記溶接後工程は、前記レーザーを直線状に進行させる直線工程を備える、溶接方法。
【請求項8】
請求項5又は6に記載の溶接方法であって、
前記溶接後工程では、前記溶接本工程の終了位置から離れる位置に向けて前記レーザーを曲線状に進行させる、溶接方法。
発明の詳細な説明
【技術分野】
【0001】
本明細書に開示する技術は、溶接方法に関する。
続きを表示(約 1,000 文字)
【背景技術】
【0002】
特許文献1にレーザー加工方法が開示されている。特許文献1のレーザー加工方法では、レーザー光源を用いて加工対象物を溶融させる又は溶接する。このレーザー加工方法では、レーザー光をワブリングしながら加工対象物に照射する。
【先行技術文献】
【特許文献】
【0003】
特開2012-036829号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1のレーザー加工方法では、レーザー溶接により部材と部材を接合するときに、レーザーの状態及び部材の溶融状態が安定せず、溶接の品質が低くなることがある。本明細書は、溶接の品質を向上させることができる技術を提供する。
【課題を解決するための手段】
【0005】
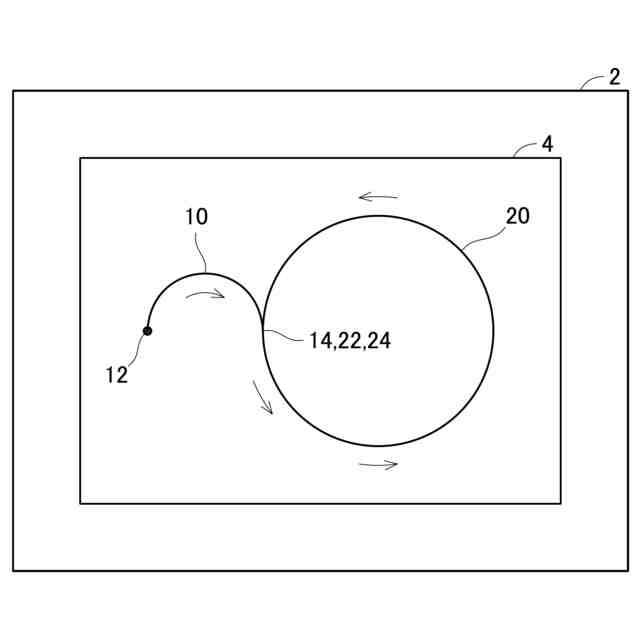
本技術の第1の態様では、溶接方法が、第1部材と第2部材をレーザー溶接により接合する溶接本工程と、前記溶接本工程より前に前記第1部材又は前記第2部材を前記レーザー溶接のレーザーにより溶融しながら前記溶接本工程の開始位置に向けて前記レーザーを進行させる溶接前工程と、を備えている。
【0006】
この構成によると、溶接前工程によりレーザーの状態及び部材の溶融状態を安定させた状態で溶接本工程を開始することができるので、溶接本工程における溶接の品質を向上させることができる。
【0007】
第2の態様では、上記第1の態様において、前記溶接前工程は、前記溶接本工程において前記レーザーが進行する経路により囲まれる領域内で実行されてもよい。
【0008】
この構成によると、コンパクトなスペースで溶接前工程を実行することができる。また、溶接前工程の終了位置におけるレーザーの進行方向と溶接本工程の開始位置におけるレーザーの進行方向とを揃え易くすることができる。
【0009】
第3の態様では、上記第1又は第2の態様において、前記溶接前工程は、前記レーザーを直線状に進行させる直線工程を備えていてもよい。
【0010】
この構成によると、溶接前工程の直線工程においてレーザーを直線状に進行させることにより、レーザーを溶接本工程の開始位置(溶接前工程の終了位置)に到達させるまでの時間を短くすることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
愛三工業株式会社
電池
2か月前
愛三工業株式会社
集電体
2か月前
愛三工業株式会社
弁装置
1か月前
愛三工業株式会社
集電体
2か月前
愛三工業株式会社
溶接方法
26日前
愛三工業株式会社
端子構造
26日前
愛三工業株式会社
吸着装置
1か月前
愛三工業株式会社
吸気弁装置
14日前
愛三工業株式会社
吸気制御弁
21日前
愛三工業株式会社
消火システム
2か月前
愛三工業株式会社
電力供給装置
14日前
愛三工業株式会社
燃料フィルタ
1か月前
愛三工業株式会社
気体精製装置
1か月前
愛三工業株式会社
電圧変換装置
6日前
愛三工業株式会社
燃料電池システム
2か月前
愛三工業株式会社
燃料電池システム
2か月前
愛三工業株式会社
燃料電池システム
2日前
愛三工業株式会社
吸着式ヒートポンプ
2か月前
愛三工業株式会社
内燃機関の制御装置
1か月前
愛三工業株式会社
吸着式ヒートポンプ
2か月前
愛三工業株式会社
グロメット装着治具
1か月前
愛三工業株式会社
電池及びその製造方法
1か月前
愛三工業株式会社
燃料噴射量制御システム
1か月前
愛三工業株式会社
内燃機関の排気浄化装置
1か月前
愛三工業株式会社
内燃機関の排気浄化システム
1か月前
愛三工業株式会社
気体精製装置及び気体精製方法
2か月前
愛三工業株式会社
液化ガス利用システム及び自動車
13日前
愛三工業株式会社
撹拌加熱装置及びこれを用いた金属有機構造体の合成方法
1か月前
愛三工業株式会社
仕切り体
1か月前
個人
タップ
4か月前
個人
フライス盤
21日前
個人
加工機
4か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
4か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
5か月前
株式会社不二越
ドリル
5か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ