TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025125697
公報種別
公開特許公報(A)
公開日
2025-08-28
出願番号
2024021798
出願日
2024-02-16
発明の名称
オーダ充当支援装置及びオーダ充当支援方法
出願人
JFEスチール株式会社
代理人
弁理士法人酒井国際特許事務所
主分類
G06Q
10/087 20230101AFI20250821BHJP(計算;計数)
要約
【課題】現品に対する紐付けが困難な受注オーダであっても受注オーダの紐付け作業を効率的に行うことが可能なオーダ充当支援装置及びオーダ充当支援方法を提供する。
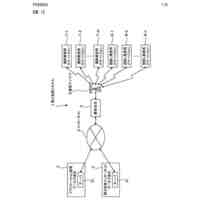
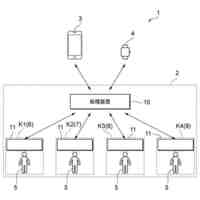
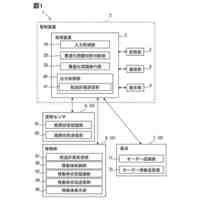
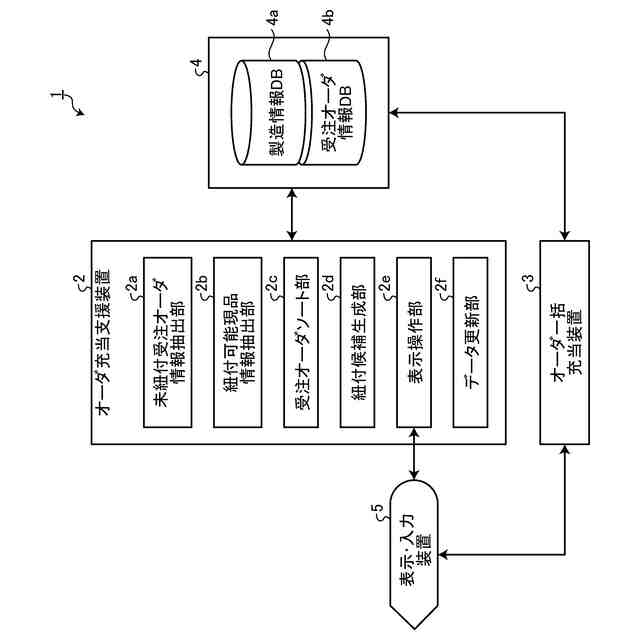
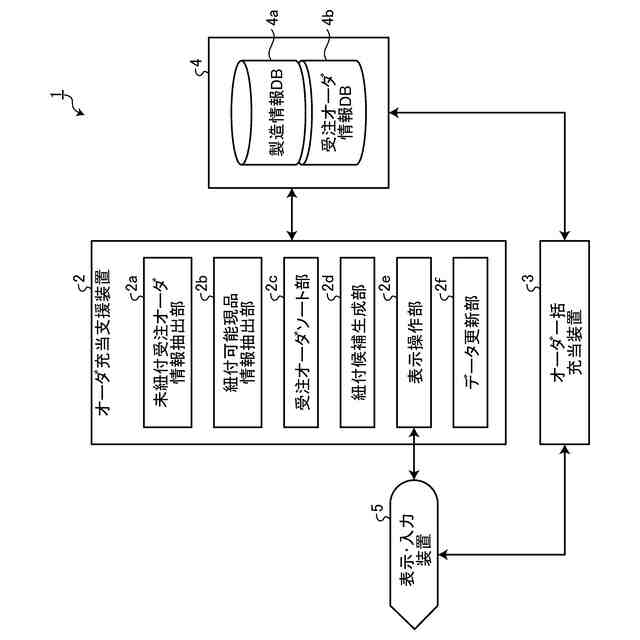
【解決手段】オーダ充当支援システム1において、製造途中の現品に対する受注オーダの紐付け作業を支援するオーダ充当支援装置は、紐付けの困難さの度合いを示す第一評価指標を未紐付受注オーダ毎に算出し、算出された第一評価指標の大きさに従って未紐付受注オーダをソートし、ソートされた順番で未紐付受注オーダに関する情報を表示し、ユーザの選択した未紐付受注オーダである対象受注オーダと紐付候補との紐付けの困難さの度合いを示す第二評価指標を算出し、算出された第二評価指標の大きさの順に、対象受注オーダに対する紐付候補に関する情報と、対象受注オーダと紐付候補との紐付けの困難さに関する特性チャートを表示し、対象受注オーダと紐付候補との紐付けの組をユーザに選択させる。
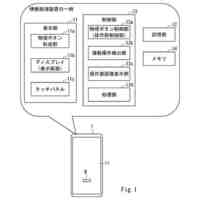
【選択図】図1
特許請求の範囲
【請求項1】
製造途中の現品に対する受注オーダの紐付け作業を支援するオーダ充当支援装置であって、
前記現品に関する情報、前記受注オーダに関する情報、及び前記現品と前記受注オーダとの紐付けに関する情報を格納するデータベースと、
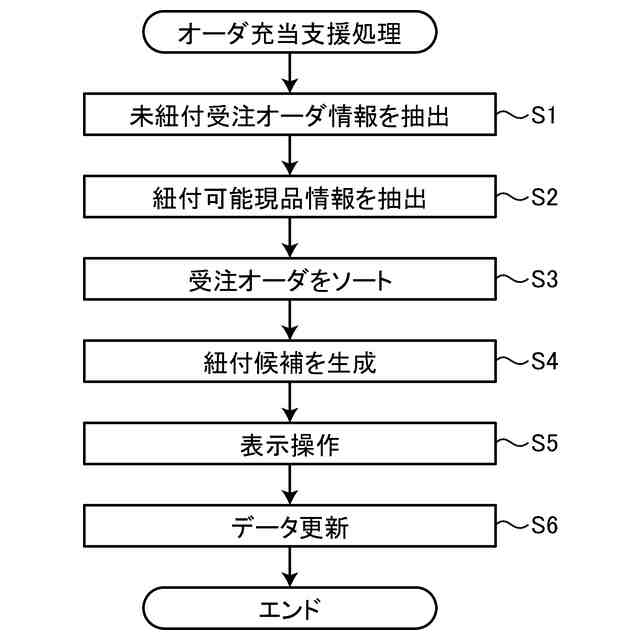
前記データベースから現品に対して紐付いていない受注オーダである未紐付受注オーダに関する情報を抽出する第一抽出部と、
前記データベースから受注オーダが紐付けられていない部分の重量が所定値以上の現品である紐付可能現品に関する情報を抽出する第二抽出部と、
前記第一抽出部によって抽出された情報を用いて、紐付けの困難さの度合いを示す第一評価指標を未紐付受注オーダ毎に算出し、算出された第一評価指標の大きさに従って未紐付受注オーダをソートするソート部と、
前記ソート部によってソートされた未紐付受注オーダに対して紐付け可能な現品である紐付候補を生成する生成部と、
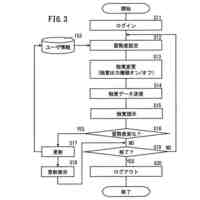
前記ソート部によってソートされた順番で前記未紐付受注オーダに関する情報を表示し、ユーザの選択した未紐付受注オーダである対象受注オーダと前記紐付候補との紐付けの困難さの度合いを示す第二評価指標を算出し、算出された第二評価指標の大きさの順に、前記対象受注オーダに対する前記紐付候補に関する情報と、前記対象受注オーダと前記紐付候補との紐付けの困難さに関する特性チャートを表示し、前記対象受注オーダと前記紐付候補との紐付けの組をユーザに選択させる表示操作部と、
前記表示操作部において選択された前記紐付けの組に従って現品に対する受注オーダの紐付けに関する情報を生成し、生成された情報を用いて前記データベースを更新するデータ更新部と、
を備える、オーダ充当支援装置。
続きを表示(約 1,000 文字)
【請求項2】
前記ソート部は、前記未紐付受注オーダと同種類の受注オーダを第一グループとしてグルーピングし、第一グループ内の受注オーダの過去の紐付け実績に基づいて前記第一評価指標を算出する、請求項1に記載のオーダ充当支援装置。
【請求項3】
前記ソート部は、前記第一グループ内の受注オーダにおける現品に紐付けられた受注オーダの件数比率が所定の割合となるまでに要する期間が長いほど前記第一評価指標を大きくする、請求項2に記載のオーダ充当支援装置。
【請求項4】
前記表示操作部は、前記対象受注オーダと同種類の受注オーダを第二グループとしてグルーピングし、前記第二グループ内の受注オーダに対する前記紐付候補と同種類の現品の過去の紐付け実績に基づいて前記第二評価指標を算出する、請求項1に記載のオーダ充当支援装置。
【請求項5】
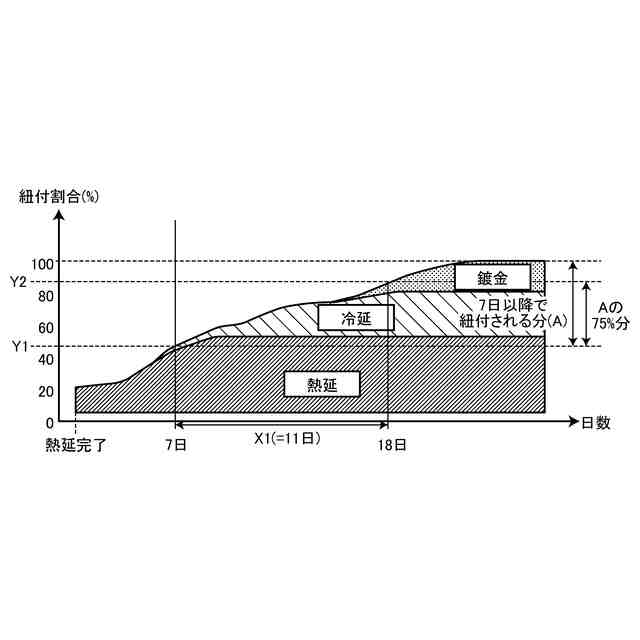
前記表示操作部は、前記第二グループ内の受注オーダにおける未紐付重量のうち、所定の割合が紐付けされるまでに要する期間を算出し、該期間が長いほど、前記第二評価指標を大きくする、請求項4に記載のオーダ充当支援装置。
【請求項6】
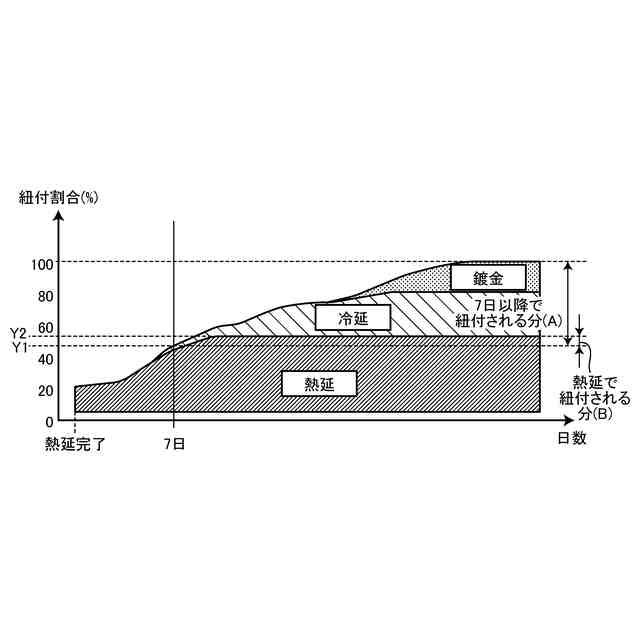
前記表示操作部は、前記第二グループ内の受注オーダにおける紐付重量のうち、所定の処理工程において紐付けられた重量の比率を算出し、該比率が高いほど、前記第二評価指標を大きくする、請求項4又は請求項5に記載のオーダ充当支援装置。
【請求項7】
前記生成部は、前記第二抽出部によって抽出されていない現品であって、既に紐付いている受注オーダの紐付けの困難さを示す指標が所定値以下の現品を前記紐付候補として生成する、請求項1に記載のオーダ充当支援装置。
【請求項8】
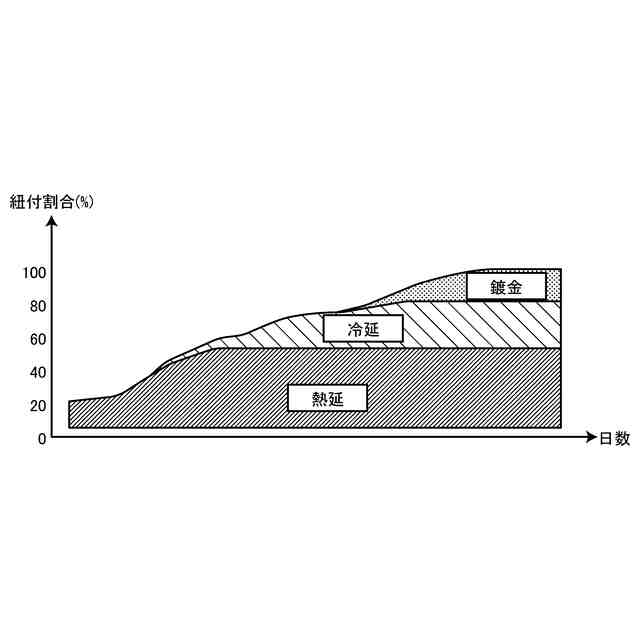
前記表示操作部は、選択された紐付けの組を構成する現品と同種類の現品における受注オーダの紐付割合の通過工程毎の推移を前記特性チャートとして表示する、請求項1に記載のオーダ充当支援装置。
【請求項9】
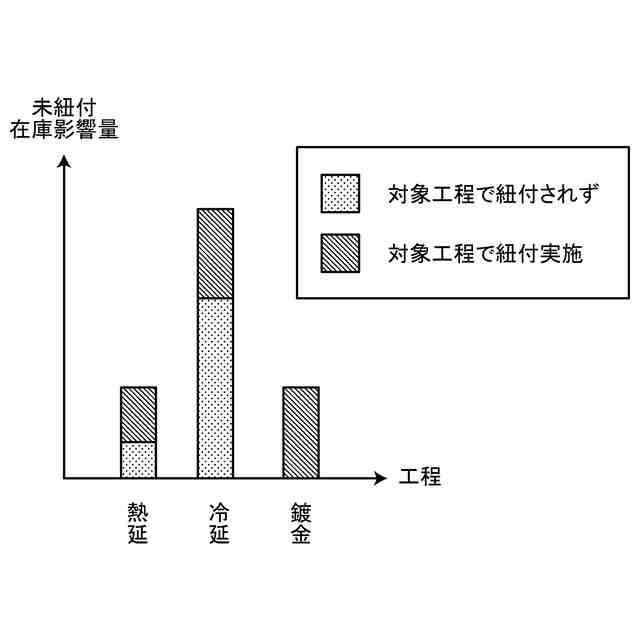
前記表示操作部は、選択された紐付けの組を構成する現品と同種類の現品における通過工程毎の受注オーダが紐付けられていない状態での在庫影響量を前記特性チャートとして表示する、請求項1に記載のオーダ充当支援装置。
【請求項10】
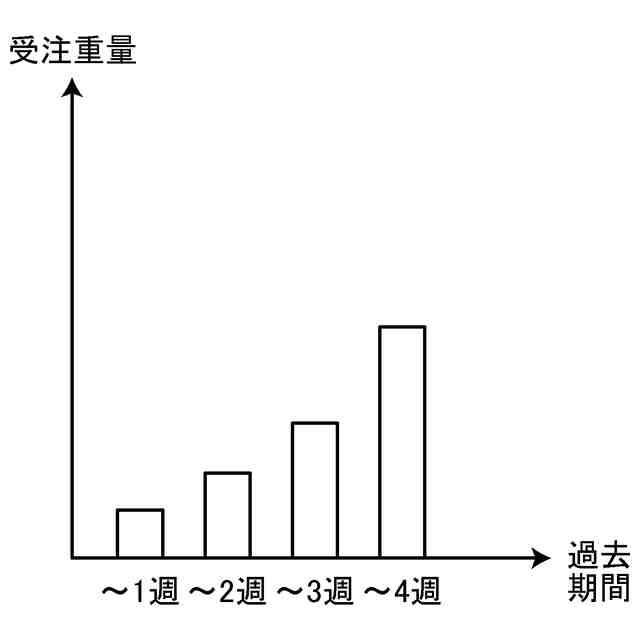
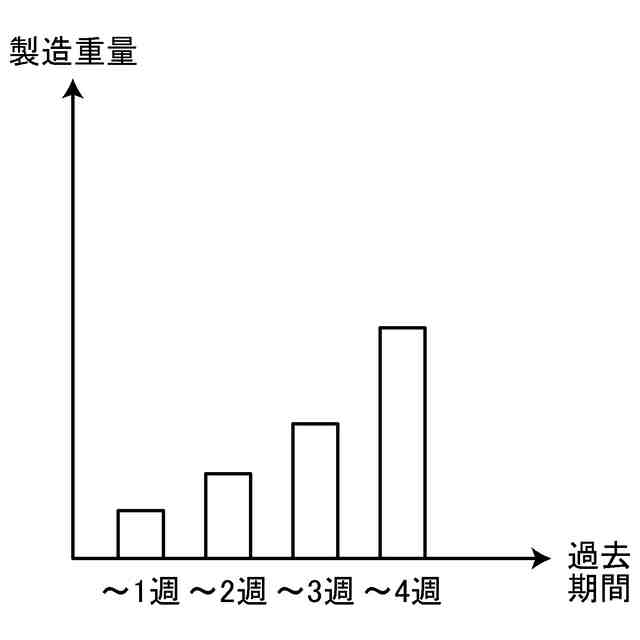
前記表示操作部は、前記対象受注オーダと同種類の受注オーダの設定期間内の受注回数を前記特性チャートとして表示する、請求項1に記載のオーダ充当支援装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、製造途中の現品に対する受注オーダの紐付け作業を支援するオーダ充当支援装置及びオーダ充当支援方法に関する。
続きを表示(約 3,000 文字)
【背景技術】
【0002】
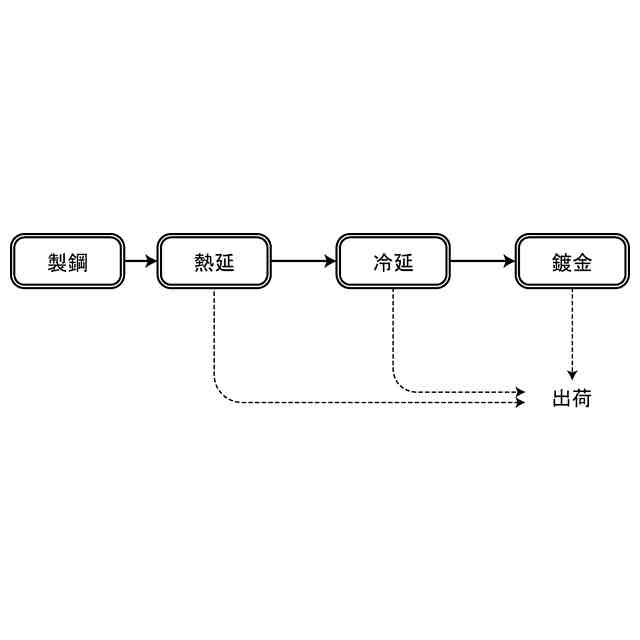
製造業では、複数の受注オーダをまとめて1個の製品、若しくは、半製品として工程で処理することがある。例えば鉄鋼の製造プロセスには、製鋼工程、熱延工程、冷延工程、鍍金工程等の工程がある。このような鉄鋼の製造プロセスでは、余剰品の在庫量を抑制する目的から、受注オーダに応じて製品を生産する受注生産方式が採用され、熱延工程等の中間工程で製造された半製品に対して複数の受注オーダが紐付けられて管理されることが多い。受注オーダには製品の幅、外径、重量、厚み、材質、強度等の条件が設定されており、これらの条件を守るように製造途中の製品及び半製品(以下、現品と表記)に対して受注オーダが紐付けられる。また、受注オーダの要求仕様に対応した各工程の製造条件(製造仕様ともいう)に従って現品が製造される。また、受注オーダが大きい場合には、受注オーダを分割して複数の現品に対して紐付けることもある。
【0003】
ところで、受注オーダが紐付けられた現品では、余剰部分が発生することがある。余剰部分の重量があらゆる受注オーダの要求仕様の単重(1製品当たりの重量)よりも小さいために受注オーダを割り当てることができない場合、余剰部分は再度原料として利用される。これに対して、余剰部分の重量が大きい場合には、余剰部分を切り出して未紐付現品とし、紐付け可能な受注オーダが入ってくるまでの間、在庫品として製品置場や倉庫内に保管される。操業では、このような在庫品ができるだけ少なくなるように受注オーダを紐付けしている。しかしながら、1つの現品に対して複数の受注オーダを紐付ける場合には、数々の条件を満たしているかチェックしながら多くの受注オーダの組み合わせから望ましい組み合わせを選択しなければならない。このため、非常に複雑な検討を行わなければならず、紐付け作業を効率的に行うことは容易ではない。
【0004】
このような背景から、受注オーダの紐付け作業を支援する技術が提案されている。例えば特許文献1には、類似の受注オーダをグルーピングし、現品に対して納期順に受注オーダを割り当てることによって、受注オーダの紐付け作業を効率的に行うことを可能にする技術が記載されている。実際の生産管理システムでは、このような手法を計算機で実行して現品に対して自動的に受注オーダを紐付けることが多い。また、特許文献2には、製品の格落ち(もともと計画していた仕様が満たせなくなった状況。設定した強度が出なかった、要求されたサイズより小さくなった等の原因によって発生する。)が発生したために、対象製品に紐付けられていた受注オーダを付け替える技術が記載されている。また、特許文献2には、製造途中の半製品情報を参照して受注オーダの紐付け作業を行う例が記載されている。
【先行技術文献】
【特許文献】
【0005】
特開2004-178572号公報
特開平9-167180号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
近年、鉄鋼の製造プロセスは、高付加価値製品の小ロット生産を指向する操業に変化しており、これに伴って受注オーダで指定される製品のサイズ(製品1個の重量である単重)の要求仕様(諸元)が小さくなっている。製品のサイズの要求仕様が小さい場合、上流工程では製鉄所の大量生産設備によって大きいサイズの現品が製造される。このため、現品の一部にだけ受注オーダが紐付けられ、工程が進む過程で余剰部分に少しずつ別の受注オーダが紐付けられていくような状況になりやすい。
【0007】
このような小ロット生産を指向する操業では、上流工程の段階ほど現品(例えば製鋼のスラブ)に紐付け可能な受注オーダは多くなる。そして、工程が進み、各工程の製造条件での作り込みがされた現品に対して紐付け可能な受注オーダは限定される傾向がある。このため、受注オーダの紐付けられなかった余剰部分が在庫品になりやすく、下流工程における製品置場が逼迫する状態を招くことになる。製品置場が逼迫した状態になると、工場内物流を効率的に実行することが難しくなる。
【0008】
さらに、受注オーダや現品では、種類によって紐付けするための条件の厳しさが異なる。例えば、定常的に繰り返し注文される受注オーダの場合、その要求仕様に基づき製造された在庫品も多く、両者の紐付けは比較的容易である。これに対して、小ロット生産の受注オーダの場合には、同じ注文がされる頻度は少なく、その要求仕様に基づき製造された在庫品も少ないため、両者の紐付けは難しいことが多い。このため、現品が在庫品として長期滞留することを抑制するためには、受注オーダの特性(紐付困難さ)を考慮し、現品との紐付けが困難な受注オーダについては、できるだけ上流工程で現品に対する紐付け(充当)を行う必要がある。しかしながら、特許文献1,2に記載の技術では、上記のような操業は想定されていない。このため、上記のような操業を想定した受注オーダの紐付け技術が求められている。
【0009】
本発明は、上記課題を解決すべくなされたものであり、その目的は、現品に対する紐付けが困難な受注オーダであっても受注オーダの紐付け作業を効率的に行うことが可能なオーダ充当支援装置及びオーダ充当支援方法を提供することにある。
【課題を解決するための手段】
【0010】
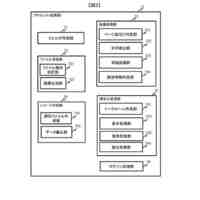
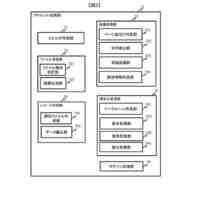
本発明に係るオーダ充当支援装置は、製造途中の現品に対する受注オーダの紐付け作業を支援するオーダ充当支援装置であって、前記現品に関する情報、前記受注オーダに関する情報、及び前記現品と前記受注オーダとの紐付けに関する情報を格納するデータベースと、前記データベースから現品に対して紐付いていない受注オーダである未紐付受注オーダに関する情報を抽出する第一抽出部と、前記データベースから受注オーダが紐付けられていない部分の重量が所定値以上の現品である紐付可能現品に関する情報を抽出する第二抽出部と、前記第一抽出部によって抽出された情報を用いて、紐付けの困難さの度合いを示す第一評価指標を未紐付受注オーダ毎に算出し、算出された第一評価指標の大きさに従って未紐付受注オーダをソートするソート部と、前記ソート部によってソートされた未紐付受注オーダに対して紐付け可能な現品である紐付候補を生成する生成部と、前記ソート部によってソートされた順番で前記未紐付受注オーダに関する情報を表示し、ユーザの選択した未紐付受注オーダである対象受注オーダと前記紐付候補との紐付けの困難さの度合いを示す第二評価指標を算出し、算出された第二評価指標の大きさの順に、前記対象受注オーダに対する前記紐付候補に関する情報と、前記対象受注オーダと前記紐付候補との紐付けの困難さに関する特性チャートを表示し、前記対象受注オーダと前記紐付候補との紐付けの組をユーザに選択させる表示操作部と、前記表示操作部において選択された前記紐付けの組に従って現品に対する受注オーダの紐付けに関する情報を生成し、生成された情報を用いて前記データベースを更新するデータ更新部と、を備える。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
QRコードの彩色
1日前
個人
残土処理システム
3日前
個人
知的財産出願支援システム
4日前
株式会社キーエンス
受発注システム
9日前
株式会社キーエンス
受発注システム
9日前
個人
帳票自動生成型SaaSシステム
4日前
個人
音声・通知・再配達UX制御構造
4日前
大同特殊鋼株式会社
棒材計数方法
2日前
株式会社カネカ
製造工場の管理システム
4日前
個人
マーケティング活動支援装置
8日前
株式会社オカムラ
電力供給システム
1日前
TOTO株式会社
姿勢評価システム
2日前
TOTO株式会社
衛生評価システム
2日前
株式会社梓総合研究所
冷却システム
8日前
中国電力株式会社
空き家判定システム
1日前
本田技研工業株式会社
会話装置
8日前
株式会社栗本鐵工所
触覚提示システム
2日前
株式会社栗本鐵工所
触覚提示システム
2日前
ワキ製薬株式会社
配置薬管理システム
8日前
株式会社栗本鐵工所
触覚提示システム
2日前
株式会社栗本鐵工所
触覚提示システム
2日前
株式会社国際電気
タスク管理システム
8日前
株式会社JVCケンウッド
画像表示方法
2日前
株式会社ライト
情報処理システム
3日前
株式会社JVCケンウッド
画像表示方法
2日前
グローリー株式会社
キオスク端末
3日前
株式会社デンソー
移動体制御装置
9日前
株式会社JVCケンウッド
画像表示方法
2日前
個人
自動配車・地域拠点連携型配送支援システム
4日前
個人
アンケート入力型汎用帳票自動生成システム
4日前
株式会社セガ
プログラム及び情報処理装置
1日前
株式会社セガ
プログラム及び情報処理装置
1日前
株式会社セガ
プログラム及び情報処理装置
1日前
ミサワホーム株式会社
リフォーム支援装置
8日前
ミサワホーム株式会社
リフォーム支援装置
8日前
株式会社熊平製作所
防災情報提供システム
1日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ