TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025121328
公報種別
公開特許公報(A)
公開日
2025-08-19
出願番号
2024016731
出願日
2024-02-06
発明の名称
被検査体の検査方法及びその検査装置
出願人
高周波熱錬株式会社
代理人
主分類
G01M
99/00 20110101AFI20250812BHJP(測定;試験)
要約
【課題】被検査体の良否判定の高精度化を図ることができる被検査体の検査方法及びその検査装置を提供する。
【解決手段】この被検査体の検査方法は、周波数の異なる交流電流を印加して発生する磁界により被検査体を直接的に励振すると共に前記被検査体の振動を直接的に検知し、かつ、前記検知した振動の共振周波数を求めると共に前記求めた共振周波数を予め知られている正常共振周波数と比較することにより、前記被検査体の良否を判定する。
【選択図】図2
特許請求の範囲
【請求項1】
周波数の異なる交流電流を印加して発生する磁界により被検査体を直接的に励振すると共に前記被検査体の振動を直接的に検知し、かつ、前記検知した振動の共振周波数を求めると共に前記求めた共振周波数を予め知られている正常共振周波数と比較することにより、前記被検査体の良否を判定する被検査体の検査方法。
続きを表示(約 280 文字)
【請求項2】
前記励振は、前記被検査体全体を前記磁界により直接的に行う請求項1に記載の被検査体の検査方法。
【請求項3】
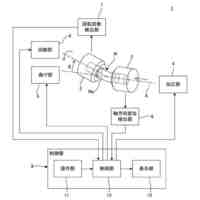
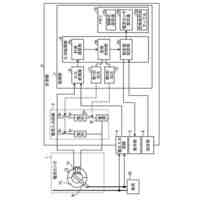
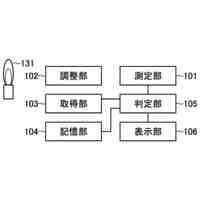
周波数の異なる交流電流を印加して発生する磁界により被検査体を直接的に励振する励振部と、
前記励振部に前記周波数の異なる交流電流を供給する制御部と、
前記励振と共に前記被検査体の振動を直接的に検知する振動検知部と、
前記検知した振動の共振周波数を求めると共に前記求めた共振周波数を予め知られている正常共振周波数と比較することにより、前記被検査体の良否を判定する判定部と、を備える被検査体の検査装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、被検査体の検査方法及びその検査装置に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
段階的に周波数の変動する振動を伝達して被検査物体を励振すると同時に、前記被検査物体の振動を検出し、この検出された前記振動から前記被検査物体の固有振動数を求めるとともに、この求められた前記被検査物体の固有振動数を、予め知られている正常固有振動数と比較することにより、前記被検査物体の良否を判定してなる物体検査方法及びその装置が提案されている(特許文献1)。
【先行技術文献】
【特許文献】
【0003】
特開2003-307510号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1に記載の物体検査方法及びその装置は、励振コイルの電磁力により生じる振動をフェライト製で磁性体である被検査物体保持部を介して被検査物体に伝達することにより、当該被検査物体を励振させるため(段落[0018])、当該被検査物体の良否判定の高精度化に限界がある。
【0005】
本発明は上記事情に鑑みてなされたものであり、被検査体の良否判定の高精度化を図ることができる被検査体の検査方法及びその検査装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明に係る被検査体の検査方法は、周波数の異なる交流電流を印加して発生する磁界により被検査体を直接的に励振すると共に前記被検査体の振動を直接的に検知し、かつ、前記検知した振動の共振周波数を求めると共に前記求めた共振周波数を予め知られている正常共振周波数と比較することにより、前記被検査体の良否を判定することを特徴とする。
【0007】
本発明に係る被検査体の検査装置は、周波数の異なる交流電流を印加して発生する磁界により被検査体を直接的に励振する励振部と、前記励振部に前記周波数の異なる交流電流を供給する制御部と、前記励振と共に前記被検査体の振動を直接的に検知する振動検知部と、前記検知した振動の共振周波数を求めると共に前記求めた共振周波数を予め知られている正常共振周波数と比較することにより、前記被検査体の良否を判定する判定部と、を備えることを特徴とする。
【発明の効果】
【0008】
本発明は、被検査体の良否判定の高精度化を図ることができる被検査体の検査方法及びその検査装置が提供される。
【図面の簡単な説明】
【0009】
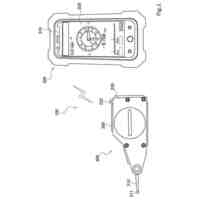
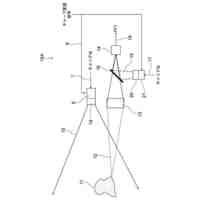
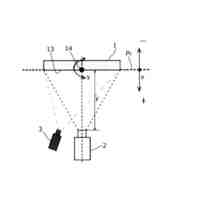
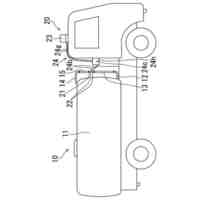
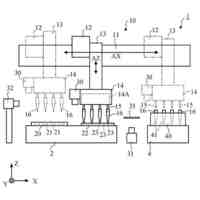
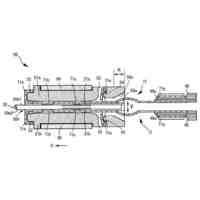
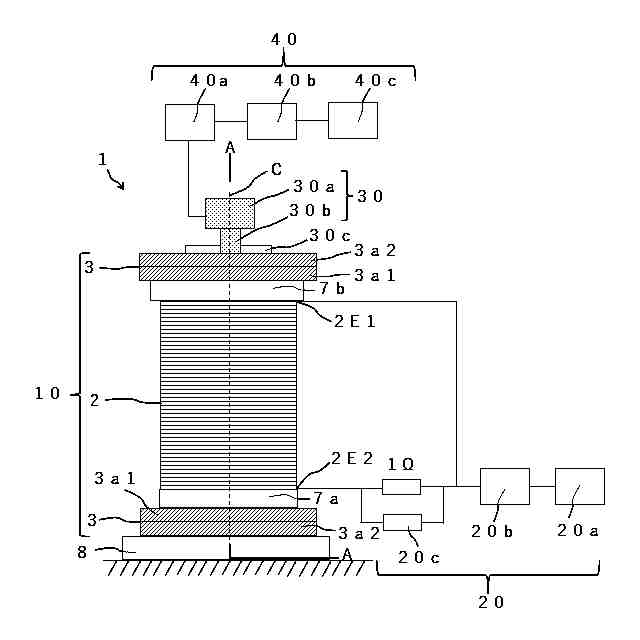
本発明の実施形態に係る被検査体の検査方法及びその検査装置を説明するための当該検査装置の構成を示す側面概念図である。
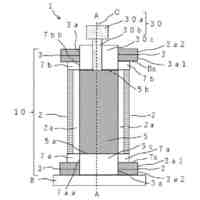
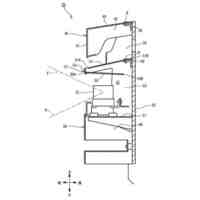
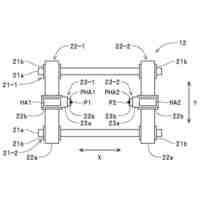
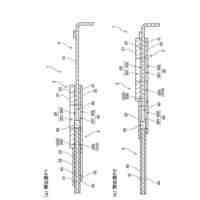
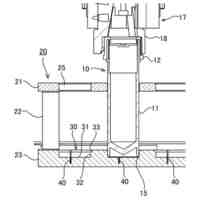
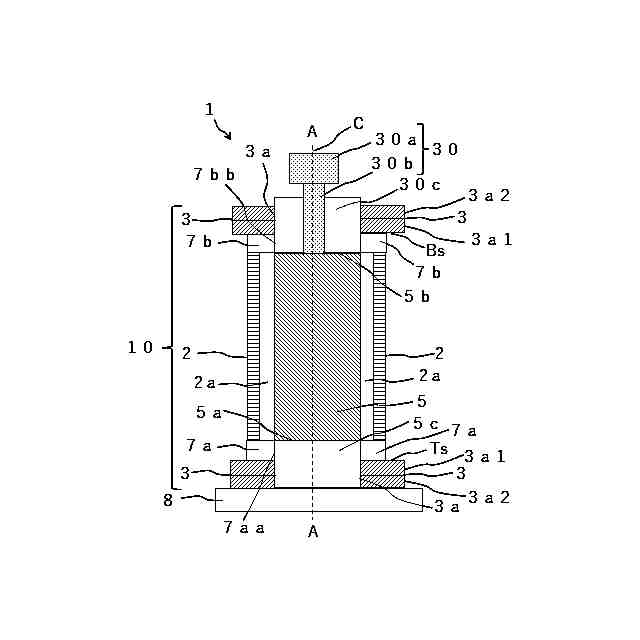
図1の検査装置をA-A線で切ったときの断面方向から見た断面概念図である。
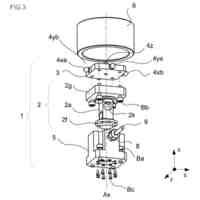
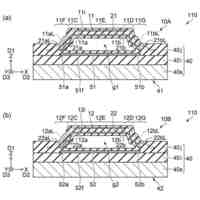
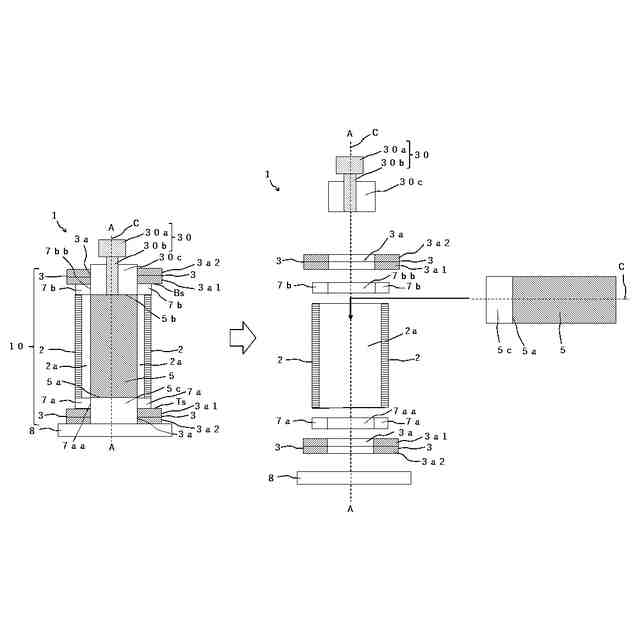
図2に示す検査装置を部品ごとに分解した断面概念図である。
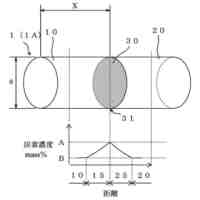
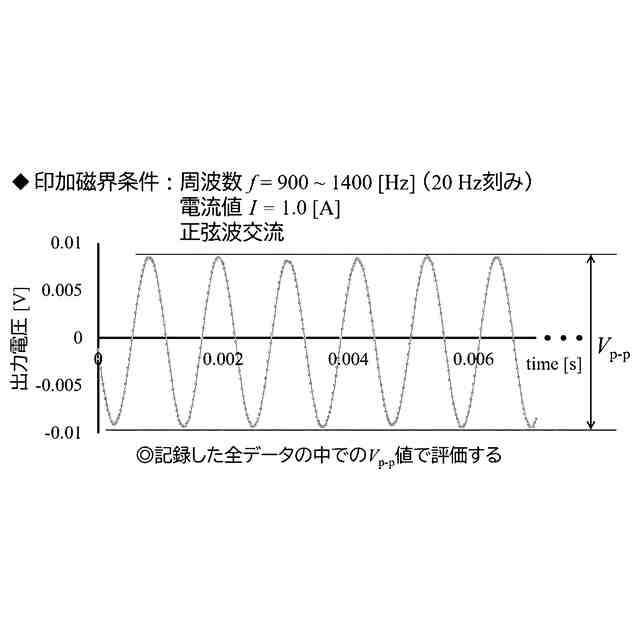
本発明の実施例における被検査体5に周波数の異なる交流電流を印加して磁界を発生させる印加磁界条件を説明するグラフである。
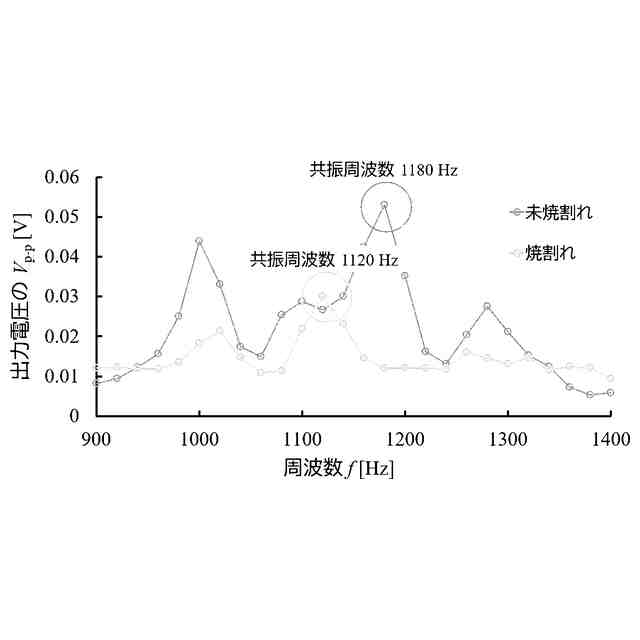
本発明の実施例における被検査体の検査方法及びその検査装置を用いた焼割れが確認されている鋼材と焼割れが確認されていない(未焼割れ)鋼材との各々の共振周波数を比較した結果図(1回目)を示すグラフである。
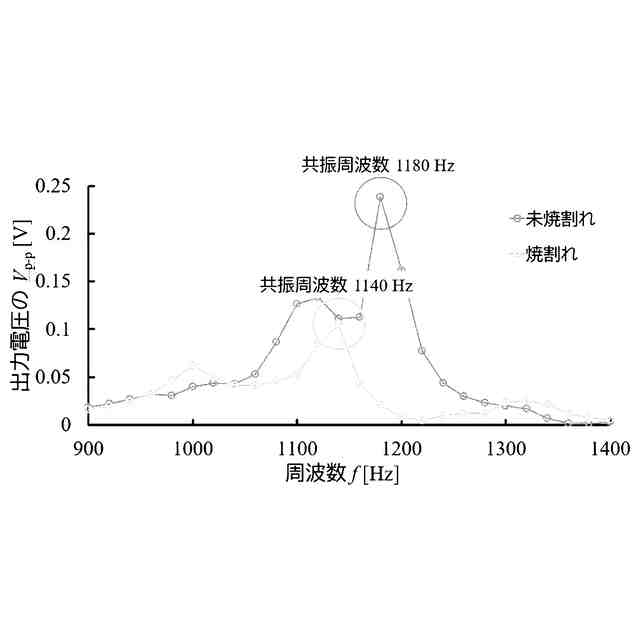
本発明の実施例における被検査体の検査方法及びその検査装置を用いた焼割れが確認されている鋼材と焼割れが確認されていない(未焼割れ)鋼材との各々の共振周波数を比較した結果図(2回目)を示すグラフである。
【発明を実施するための形態】
【0010】
以下に図面を参照しながら、本発明の実施形態について詳細に説明する。
図1は、本実施形態に係る被検査体の検査方法及びその検査装置を説明するための当該検査装置の構成を示す側面概念図である。図2は、図1の検査装置をA-A線で切ったときの断面方向から見た断面概念図である。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
高周波熱錬株式会社
熱処理方法及び熱処理装置
25日前
高周波熱錬株式会社
被検査体の検査方法及びその検査装置
7日前
高周波熱錬株式会社
被検査体の検査方法及びその検査装置
7日前
高周波熱錬株式会社
鋼材接合体の製造方法
2か月前
高周波熱錬株式会社
熱処理シミュレーションプログラム、記録媒体、及び、熱処理シミュレーション装置
4日前
高周波熱錬株式会社
軸肥大加工の加工条件設定方法、軸肥大加工方法及び軸肥大加工装置
2か月前
ユニパルス株式会社
力変換器
18日前
株式会社ミツトヨ
測定器
1か月前
株式会社豊田自動織機
産業車両
25日前
三菱電機株式会社
計測器
12日前
横浜ゴム株式会社
音響窓
20日前
個人
センサーを備えた装置
22日前
株式会社国際電気
試験装置
1か月前
日置電機株式会社
測定装置
19日前
株式会社辰巳菱機
システム
6日前
IPU株式会社
距離検出装置
18日前
日本精機株式会社
施工管理システム
22日前
大同特殊鋼株式会社
疵検出方法
1か月前
株式会社FRPカジ
FRP装置
8日前
株式会社東芝
センサ
21日前
株式会社CAST
センサ固定治具
25日前
エグゼヴィータ株式会社
端末装置
1か月前
学校法人立命館
液面レベルセンサ
5日前
株式会社カワタ
サンプリング装置
1日前
株式会社田中設備
報知装置
26日前
大和製衡株式会社
組合せ計量装置
8日前
富士レビオ株式会社
嵌合システム
11日前
日本精工株式会社
分注装置
4日前
日本特殊陶業株式会社
ガスセンサ
1か月前
日本特殊陶業株式会社
ガスセンサ
1か月前
TDK株式会社
ガスセンサ
今日
オムロン株式会社
スイッチング装置
1か月前
アズビル株式会社
火炎状態判定装置
19日前
日本装置開発株式会社
X線検査装置
1か月前
株式会社熊平製作所
刃物類判別装置
25日前
バイオテック株式会社
容器設置装置
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ