TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025116492
公報種別
公開特許公報(A)
公開日
2025-08-08
出願番号
2024010942
出願日
2024-01-29
発明の名称
スクリーン印刷装置
出願人
ヤマハ発動機株式会社
代理人
弁理士法人三協国際特許事務所
主分類
B41F
15/08 20060101AFI20250801BHJP(印刷;線画機;タイプライター;スタンプ)
要約
【課題】低廉な構成で、スクリーンマスク上の塗布材の残量管理を適切に行う。
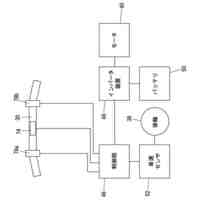
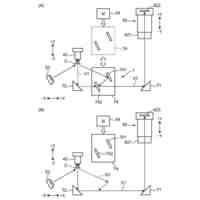
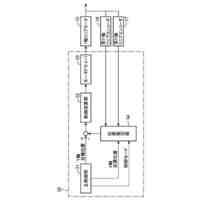
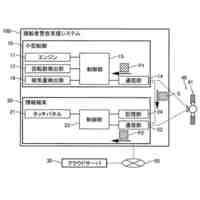
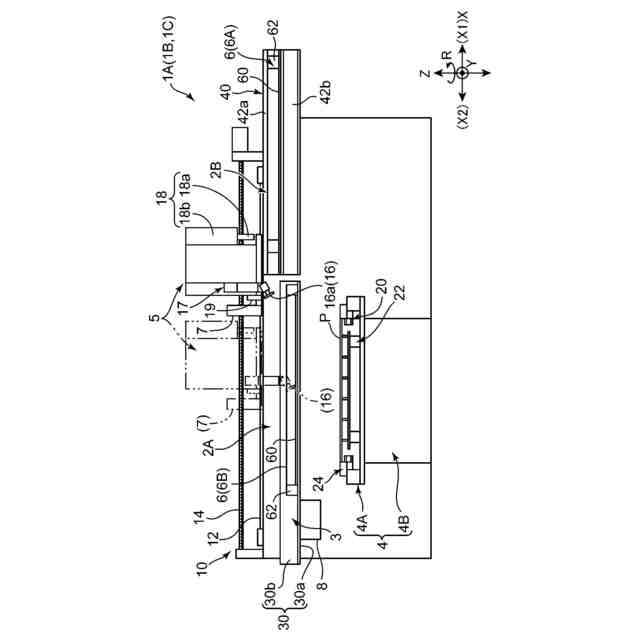
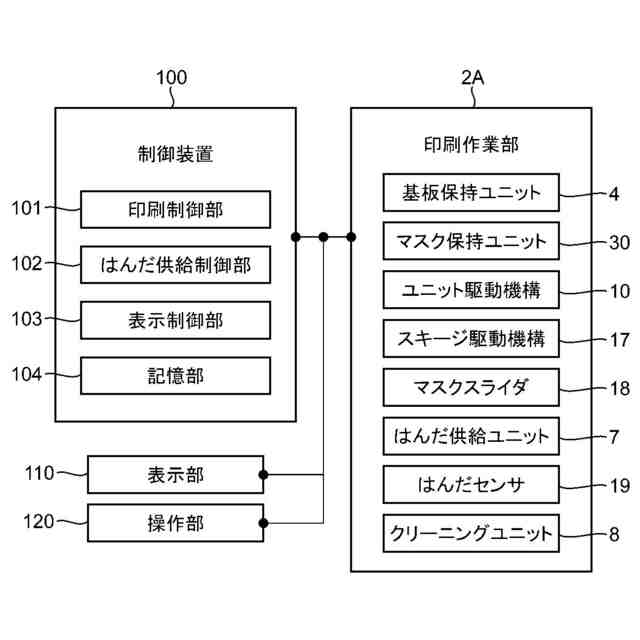
【解決手段】印刷装置1は、はんだSをマスク6に沿って移動させるスキージ16と、はんだSの幅を計測するはんだセンサ19と、スキージ16の動作を制御する印刷制御部101と、塗布材の供給に先立つ事前処理を少なくとも実行するはんだ供給制御部102とを備える。印刷制御部101は、スキージ16のアタック角度を規定角度にセットして印刷を行う標準印刷処理と、規定角度とは異なるアタック角度で印刷を行う暫定印刷処理とを実行する。はんだ供給制御部102は、標準印刷処理の実行期間中にはんだセンサ19によりはんだSの幅を計測してその計測結果に基づく処理を行う標準事前処理を実行する一方、暫定印刷処理の実行期間中には、前記標準事前処理とは異なる暫定事前処理を実行する。
【選択図】図2
特許請求の範囲
【請求項1】
塗布材の押圧面を有し、該押圧面を介して塗布材をスクリーンマスクに沿って第1方向に移動させることにより基板に塗布材を印刷するスキージと、
前記スクリーンマスク上の塗布材の前記第1方向の幅を計測する計測部と、
前記スキージの動作を制御する印刷制御部と、
前記計測部を制御するとともに、塗布材の供給に先立つ処理である事前処理を少なくとも実行する塗布材供給制御部と、を備え、
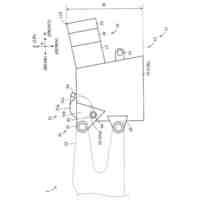
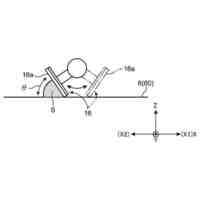
前記スキージは、前記押圧面と前記スクリーンマスクの上面とが成す角度であるアタック角度を変更可能に構成され、
前記印刷制御部は、前記アタック角度を規定角度にセットして印刷を行う標準印刷処理と、該標準印刷処理中に、前記アタック角度を前記規定角度とは異なる角度に一時的に変更して印刷を行う暫定印刷処理とを実行し、
前記塗布材供給制御部は、前記事前処理として、前記標準印刷処理の実行期間中には、所定のタイミングで前記計測部により塗布材の前記幅を計測してその計測結果に基づく処理を行う標準事前処理を実行する一方、前記暫定印刷処理の実行期間中には、前記標準事前処理とは異なる暫定事前処理を実行する、ことを特徴とするスクリーン印刷装置。
続きを表示(約 1,500 文字)
【請求項2】
請求項1に記載のスクリーン印刷装置において、
前記標準事前処理は、前記計測結果に基づき塗布材の供給の要否判定を行う処理であり、
前記暫定事前処理は、所定のタイミングで前記計測部により塗布材の前記幅を計測するとともに、その計測結果を前記規定角度の値に換算し、該換算値に基づき塗布材の供給の要否判定を行う処理である、ことを特徴とするスクリーン印刷装置。
【請求項3】
請求項1に記載のスクリーン印刷装置において、
前記標準事前処理は、前記計測結果に基づき塗布材の供給の要否判定を行う処理であり、
前記暫定事前処理は、所定のタイミングで前記計測部により塗布材の前記幅を計測するのみで、塗布材の供給の要否判定を行わない処理である、ことを特徴とするスクリーン印刷装置。
【請求項4】
請求項1に記載のスクリーン印刷装置において、
前記標準事前処理は、前記計測結果に基づき塗布材の供給の要否判定を行う処理であり、
前記暫定事前処理は、前記計測部による塗布材の計測及び塗布材の供給の要否判定を行わない処理である、ことを特徴とするスクリーン印刷装置。
【請求項5】
請求項2~4の何れか一項に記載のスクリーン印刷装置において、
前記スクリーンマスク上に塗布材を供給する供給部をさらに備え、
前記塗布材供給制御部は、塗布材の供給の要否判定により供給が必要と判定した場合には、前記供給部を制御して前記スクリーンマスク上に塗布材を供給する塗布材供給処理を実行する、ことを特徴とするスクリーン印刷装置。
【請求項6】
請求項2に記載のスクリーン印刷装置において、
前記スクリーンマスク上に塗布材を供給する供給部をさらに備え、
前記塗布材供給制御部は、前記供給部をさらに制御し、前記標準事前処理における前記供給の要否判定において供給が必要と判定した場合には、前記計測結果と所定の目標値との差分に相当する塗布材を供給するように前記供給部を制御し、前記暫定事前処理における前記供給の要否判定において供給が必要と判定した場合には、前記換算値と前記目標値との差分に相当する塗布材を供給するように前記供給部を制御する、ことを特徴とするスクリーン印刷装置。
【請求項7】
請求項2に記載のスクリーン印刷装置において、
前記標準事前処理及び前記暫定事前処理に関する情報を表示する表示部と、
前記表示部を制御する表示制御部とをさらに含む、ことを特徴とするスクリーン印刷装置。
【請求項8】
請求項7に記載のスクリーン印刷装置において、
前記表示制御部は、前記標準事前処理及び前記暫定事前処理に関する情報として、前記計測結果の変化を示す情報を前記表示部に表示させる、ことを特徴とするスクリーン印刷装置。
【請求項9】
請求項8に記載のスクリーン印刷装置において、
前記表示制御部は、前記計測結果の変化を示す情報と共に、前記換算値を示す情報を前記表示部に表示させる、ことを特徴とするスクリーン印刷装置。
【請求項10】
請求項3に記載のスクリーン印刷装置において、
前記標準事前処理及び前記暫定事前処理に関する情報を表示する表示部と、
前記表示部を制御する表示制御部とをさらに含み、
前記表示制御部は、前記標準事前処理及び前記暫定事前処理に関する情報として、前記計測結果の変化を示す情報及び前記暫定印刷処理が実行されたことを示す情報を前記表示部に表示させる、ことを特徴とするスクリーン印刷装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、プリント回路基板等の基板にクリームはんだ等の塗布材を印刷(塗布)するスクリーン印刷装置に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
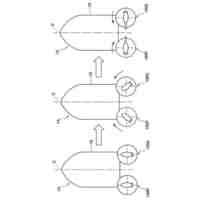
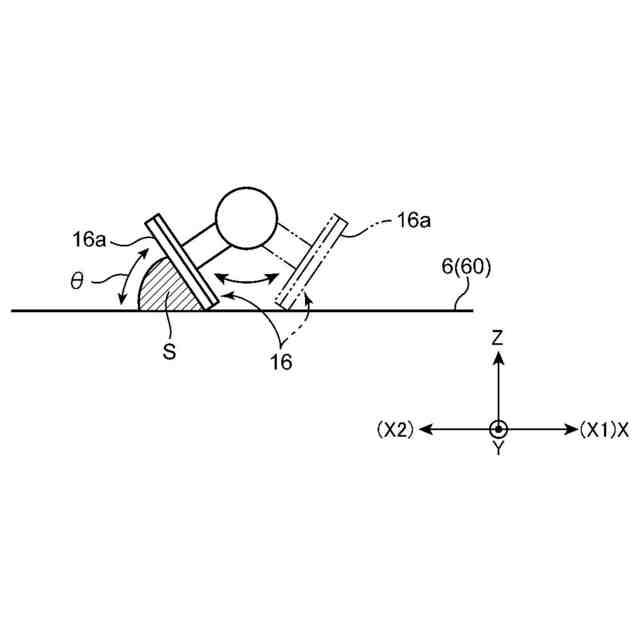
プリント回路基板等の基板に重ね合わせたスクリーンマスク上でクリームはんだ等の塗布材をスキージにより移動させながら、スクリーンマスク(以下、マスクと略す)の開口(マスク開口)を通じて基板上に塗布材を印刷するスクリーン印刷装置(以下、印刷装置と略す)が公知である。また、この種の印刷装置において、塗布材の種類などに応じて、スキージのアタック角度を変更可能な機構を備えた装置も知られている(特許文献1)。アタック角度とは、スキージにおける塗布材の押圧面とマスク上面とが成す角度であり、マスク開口を通じて基板側に塗布材を押圧する力(充填力)を左右する因子となる。アタック角度は、一般に、鋭角の範囲内で設定される。
【0003】
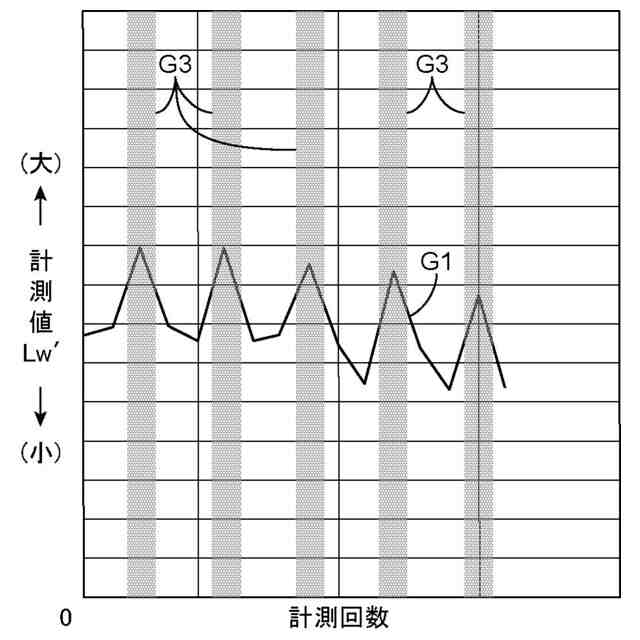
アタック角度を変更可能な印刷装置では、例えば、マスクのクリーニングが実行されると、アタック角度が一時的に変更される場合がある。具体的には規定角度よりも小さくなるようにアタック角度が変更される。これは、同じ印刷条件でも、クリーニング直後は、マスク開口縁部に付着した塗布材が払拭されることで塗布量が減少するためである。すなわち、クリーニング後、一時的にアタック角度を規定角度よりも小さくして充填力を高めることで、クリーニング前後の基板の印刷品質を一定に保つようになっている。
【先行技術文献】
【特許文献】
【0004】
特開2010-284874号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
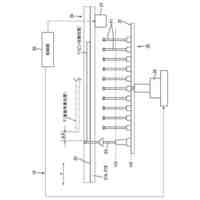
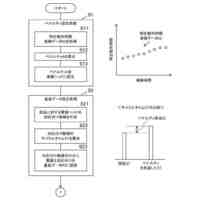
ところで、この種の印刷装置では、設定された印刷回数毎に、マスク上の塗布材をセンサで検出し、必要に応じて塗布材を補充することが行われる。この場合、センサによりマスク上面をスキージ移動方向に走査することにより塗布材の幅を計測し、この計測値に基づき塗布材の残量を推測する。
【0006】
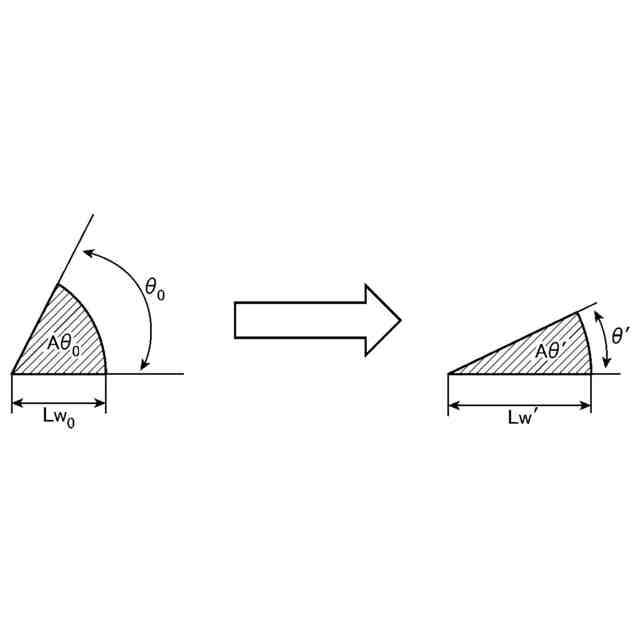
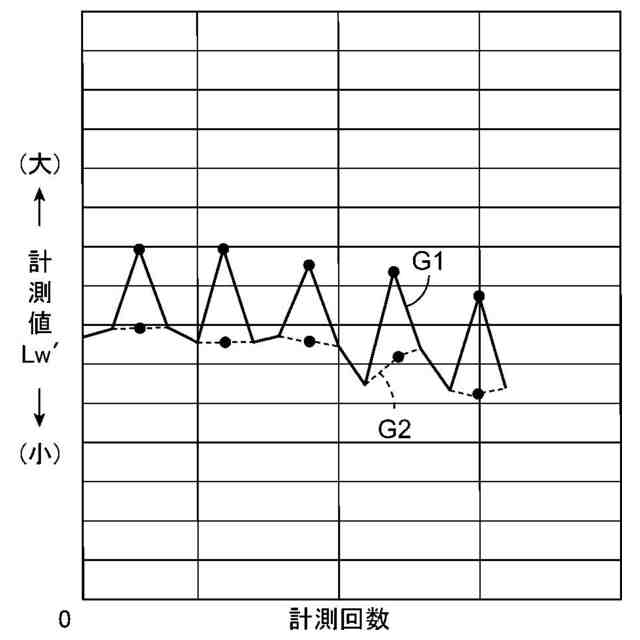
そのため、アタック角度を変更可能な印刷装置では次のような不都合がある。すなわち、アタック角度が規定角度よりも小さくなると、塗布材の計測幅が規定角度の場合に比べて大きくなり、逆に、アタック角度が規定角度よりも大きくなると、計測幅が規定角度の場合に比べて小さくなる。塗布材の残量は、通常、アタック角が規定角度のときの計測幅に基づき推定されるため、アタック角度が変更されている期間中に塗布材の幅が計測されると、推定される塗布材の量が実際の量から大きく乖離する場合がある。このような場合には、塗布材の補充が適切なタイミングで行われず、最悪の場合には、印刷品質の低下を招くおそれがある。
【0007】
このような課題に対して、例えば、塗布材の形状を立体的に計測可能なセンサを用いることで、アタック角度に左右されることなく、塗布材の残量を正確に求めることも考えられる。しかし、そのようなセンサは高価で、また調整や管理が精密で実際の導入が難しい場合が多い。
【0008】
本発明は、上記のような事情に鑑みてなされたものであり、塗布材の幅のみを計測する低廉な構成でもって、スクリーンマスク上の塗布材の残量管理をより適切に行うことが可能なスクリーン印刷装置を提供することを目的とする。
【課題を解決するための手段】
【0009】
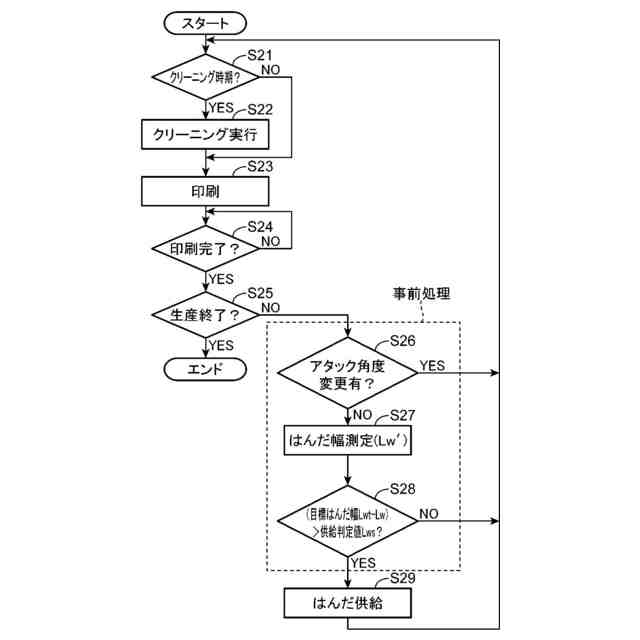
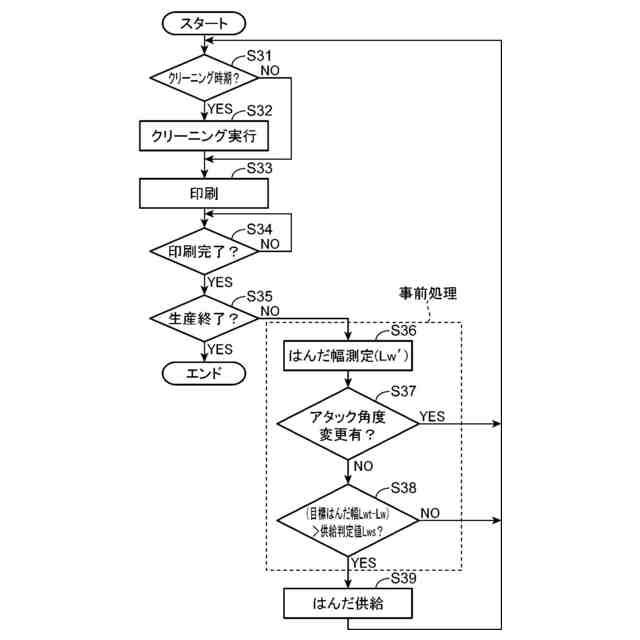
上記課題を解決するために、本発明の一局面に係るスクリーン印刷装置は、塗布材の押圧面を有し、該押圧面を介して塗布材をスクリーンマスクに沿って第1方向に移動させることにより基板に塗布材を印刷するスキージと、前記スクリーンマスク上の塗布材の前記第1方向の幅を計測する計測部と、前記スキージの動作を制御する印刷制御部と、前記計測部を制御するとともに、塗布材の供給に先立つ処理である事前処理を少なくとも実行する塗布材供給制御部と、を備える。前記スキージは、前記押圧面と前記スクリーンマスクの上面とが成す角度であるアタック角度を変更可能に構成され、前記印刷制御部は、前記アタック角度を規定角度にセットして印刷を行う標準印刷処理と、該標準印刷処理中に、前記アタック角度を前記規定角度とは異なる角度に一時的に変更して印刷を行う暫定印刷処理とを実行し、前記塗布材供給制御部は、前記事前処理として、前記標準印刷処理の実行期間中には、所定のタイミングで前記計測部により塗布材の前記幅を計測してその計測結果に基づく処理を行う標準事前処理を実行する一方、前記暫定印刷処理の実行期間中には、前記標準事前処理とは異なる暫定事前処理を実行する。
【0010】
このスクリーン印刷装置では、アタック角度を規定角度とする標準印刷処理の実行期間中には、塗布材の供給に先立つ事前処理として、所定のタイミングで計測部により塗布材の幅を計測してその計測結果に基づく処理を行う標準事前処理が実行される。一方、アタック角度を規定角度とは異なる角度に一時的に変更した暫定印刷処理の実行期間中には、標準事前処理とは異なる処理である暫定事前処理が実行される。これにより、暫定印刷処理の実行期間中に、標準印刷処理の実行期間中と一律に塗布材の供給に先立つ事前処理が行われることが回避される。そのため、その後の塗布材の供給(補給)をより適切に行うこと、すなわち、スクリーンマスク上の塗布材の残量管理をより適切に行うことが可能となる。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
ヤマハ発動機株式会社
車両
1か月前
ヤマハ発動機株式会社
電動車両
2か月前
ヤマハ発動機株式会社
鞍乗型車両
1か月前
ヤマハ発動機株式会社
基板作業装置
24日前
ヤマハ発動機株式会社
部品実装装置
1か月前
ヤマハ発動機株式会社
部品検査装置
10日前
ヤマハ発動機株式会社
部品実装システム
1か月前
ヤマハ発動機株式会社
船外機および船舶
21日前
ヤマハ発動機株式会社
スクリーン印刷装置
20日前
ヤマハ発動機株式会社
スクリーン印刷装置
1か月前
ヤマハ発動機株式会社
転写装置及び部品実装機
7日前
ヤマハ発動機株式会社
水ジェット推進艇および船舶
24日前
ヤマハ発動機株式会社
水ジェット推進艇および船舶
20日前
ヤマハ発動機株式会社
船舶制御システム、および船舶
1か月前
ヤマハ発動機株式会社
ガントリ装置及び部品実装装置
26日前
ヤマハ発動機株式会社
船舶制御システム、および船舶
1か月前
ヤマハ発動機株式会社
船舶制御システム、および船舶
1か月前
ヤマハ発動機株式会社
船舶制御システム、および船舶
1か月前
ヤマハ発動機株式会社
船舶制御システム、および船舶
1か月前
ヤマハ発動機株式会社
変速機およびそれを備えた鞍乗型車両
18日前
ヤマハ発動機株式会社
車両用変速機およびそれを備えた車両
1か月前
ヤマハ発動機株式会社
船舶の操舵制御装置および方法、並びに船舶
4日前
ヤマハ発動機株式会社
操船システム、操船システムの制御方法及び船舶
19日前
ヤマハ発動機株式会社
推進装置、船舶推進機、及び、船舶推進機を有する船舶
1か月前
ヤマハ発動機株式会社
船舶における無人配送システムおよびその制御方法、並びに船舶
4日前
ヤマハ発動機株式会社
高さ測定装置、高さ測定方法、高さ測定プログラムおよび記録媒体
1か月前
ヤマハ発動機株式会社
作業実行装置、高さ測定方法、高さ測定プログラムおよび記録媒体
1か月前
ヤマハ発動機株式会社
充電率測定装置、充電率測定プログラム、電池パック、及び鞍乗型車両
1か月前
ヤマハ発動機株式会社
操船者警告支援システムおよび操船者警告支援方法
26日前
個人
箔熱転写装置
5日前
シヤチハタ株式会社
印判
3か月前
東レ株式会社
凸版印刷版原版
9か月前
シヤチハタ株式会社
反転式印判
8か月前
ブラザー工業株式会社
印刷装置
11か月前
三菱製紙株式会社
感熱記録材料
9か月前
独立行政法人 国立印刷局
印刷物
11か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ