TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025114169
公報種別
公開特許公報(A)
公開日
2025-08-05
出願番号
2024008687
出願日
2024-01-24
発明の名称
金属溶湯濾過部材
出願人
日本碍子株式会社
,
エヌジーケイ・アドレック株式会社
代理人
弁理士法人アイテック国際特許事務所
主分類
C22B
9/02 20060101AFI20250729BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】濾過体と側板との接合強度をより高める。
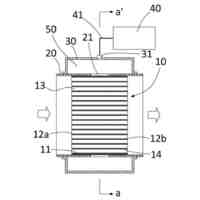
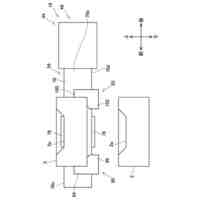
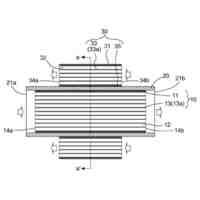
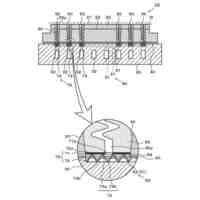
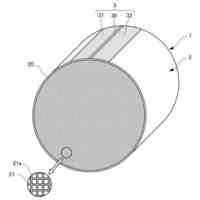
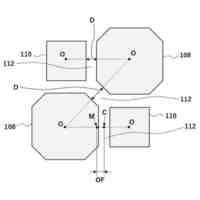
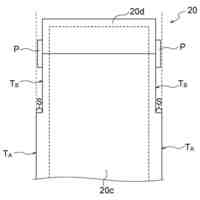
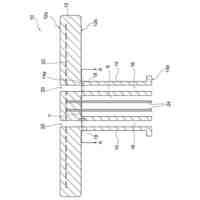
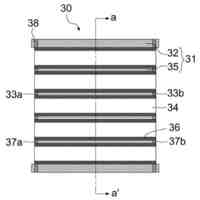
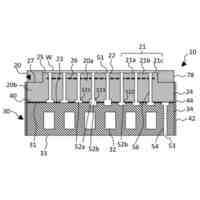
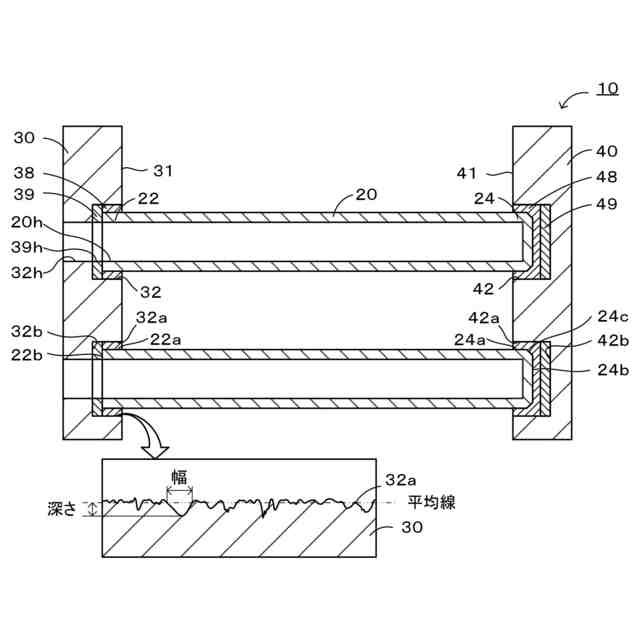
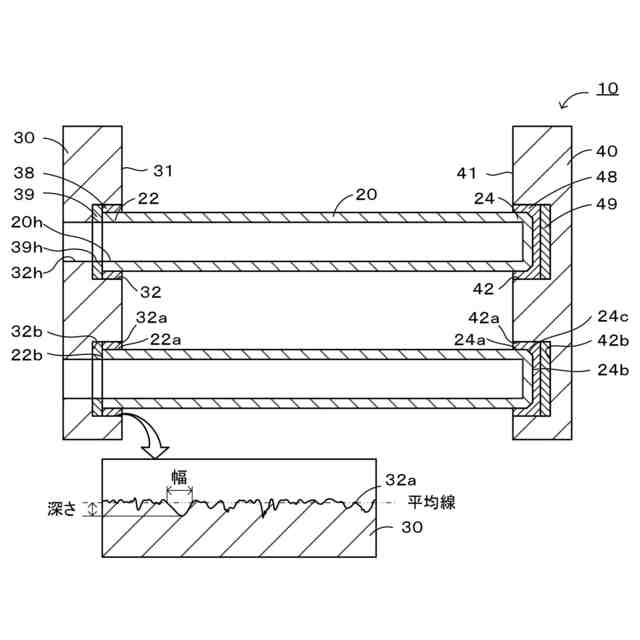
【解決手段】金属溶湯濾過部材10は、筒状の濾過体20と、濾過体20の一端22が挿入される一端側挿入穴32を有する一端側側板30と、濾過体20の一端22の外周面22aと一端側挿入穴32の内周面32aとを接合する一端側接合層38と、濾過体20の他端24が挿入される他端側挿入穴42を有する他端側側板40と、濾過体20の他端24の外周面24aと他端側挿入穴42の内周面42aとを接合する他端側接合層48と、を有し、一端側挿入穴32の内周面32a及び他端側挿入穴42の内周面42aのうちの少なくとも一方は、深さ50μm以上の凹みを複数有し、凹みの平均深さが90μm以上1000μm以下である。
【選択図】図2
特許請求の範囲
【請求項1】
筒状の濾過体と、
前記濾過体の一端が挿入される一端側挿入穴を有する一端側側板と、
前記濾過体の一端の外周面と前記一端側挿入穴の内周面とを接合する一端側接合層と、
前記濾過体の他端が挿入される他端側挿入穴を有する他端側側板と、
前記濾過体の他端の外周面と前記他端側挿入穴の内周面とを接合する他端側接合層と、
を有し、
前記一端側挿入穴の内周面及び前記他端側挿入穴の内周面のうちの少なくとも一方は、深さ50μm以上の凹みを複数有し、前記凹みの平均深さが90μm以上1000μm以下である、
金属溶湯濾過部材。
続きを表示(約 560 文字)
【請求項2】
前記一端側挿入穴の内周面及び前記他端側挿入穴の内周面のうちの少なくとも一方において、前記凹みの平均深さが200μm以上1000μm以下である、
請求項1に記載の金属溶湯濾過部材。
【請求項3】
前記一端側挿入穴の内周面及び前記他端側挿入穴の内周面のうちの少なくとも一方において、平均表面粗さRaが50μm以上600μm以下である、
請求項1に記載の金属溶湯濾過部材。
【請求項4】
前記一端側挿入穴の内周面及び前記他端側挿入穴の内周面のうちの少なくとも一方において、前記凹みの平均幅が200μm以上500μm以下である、
請求項1~3のいずれか1項に記載の金属溶湯濾過部材。
【請求項5】
前記一端側挿入穴の内周面及び前記他端側挿入穴の内周面のうちの少なくとも一方において、長さ15mmの直線上に存在する前記凹みの数が4個以上30個以下である、
請求項1~3のいずれか1項に記載の金属溶湯濾過部材。
【請求項6】
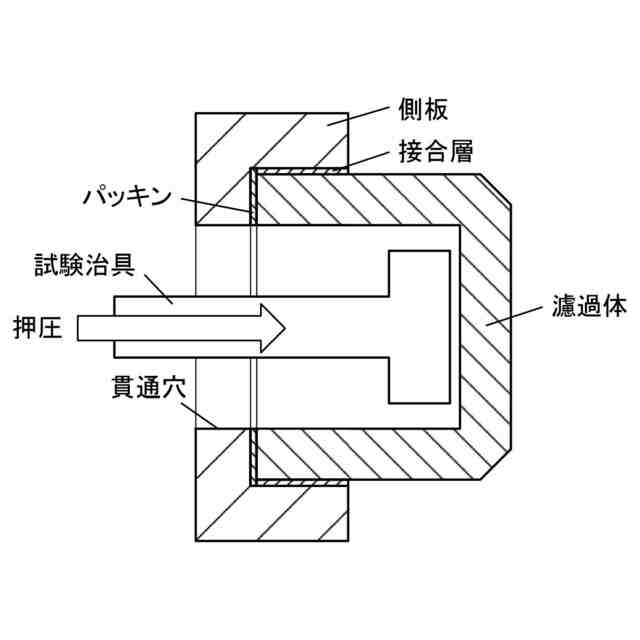
前記一端側挿入穴及び前記他端側挿入穴のうち少なくとも一方において、前記濾過体を押し抜くのにかかる最大荷重が1.5kN以上である、
請求項1~3のいずれか1項に記載の金属溶湯濾過部材。
発明の詳細な説明
【技術分野】
【0001】
本発明は、金属溶湯濾過部材に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
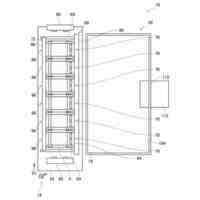
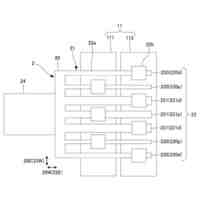
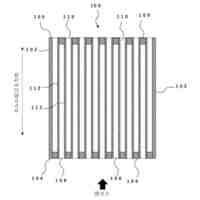
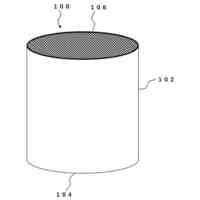
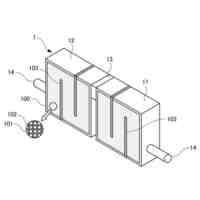
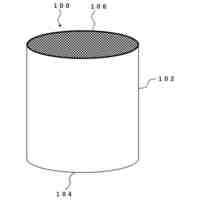
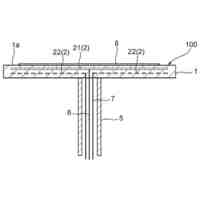
従来、有底円筒状の複数の濾過体と、一対の側板とを備えた金属溶湯濾過部材が知られている。一対の側板の互いに向い合う面には、それぞれ、濾過体の端部が挿入されて保持される挿入穴が設けられている。濾過体の端部はそれぞれ挿入穴に挿入されて接合されている。この金属溶湯濾過部材では、濾過体の外周面から供給された金属溶湯は、濾過体で濾過されながら筒内部に流入し、介在物が除去されて開口側の端部から流出する。こうした金属溶湯濾過部材において、挿入穴の深さに対する隣り合う挿入穴同士の間隔の比を0.33以上0.67以下とすることが提案されている(例えば、特許文献1参照)。これにより、側板の強度を維持しつつ濾過効率を高めることができるとしている。
【先行技術文献】
【特許文献】
【0003】
特開2014-210254号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1では、側板の強度を維持しつつ濾過効率を高めることができるとしているものの、濾過体と側板との接合強度が十分でないことがあり、濾過体と側板との接合強度をより高めることが望まれていた。
【0005】
本発明はこのような課題を解決するためになされたものであり、濾過体と側板との接合強度をより高めることを主目的とする。
【課題を解決するための手段】
【0006】
[1]本発明の金属溶湯濾過部材は、
筒状の濾過体と、
前記濾過体の一端が挿入される一端側挿入穴を有する一端側側板と、
前記濾過体の一端の外周面と前記一端側挿入穴の内周面とを接合する一端側接合層と、
前記濾過体の他端が挿入される他端側挿入穴を有する他端側側板と、
前記濾過体の他端の外周面と前記他端側挿入穴の内周面とを接合する他端側接合層と、
を有し、
前記一端側挿入穴の内周面及び前記他端側挿入穴の内周面のうちの少なくとも一方は、深さ50μm以上の凹みを複数有し、前記凹みの平均深さが90μm以上1000μm以下である。
【0007】
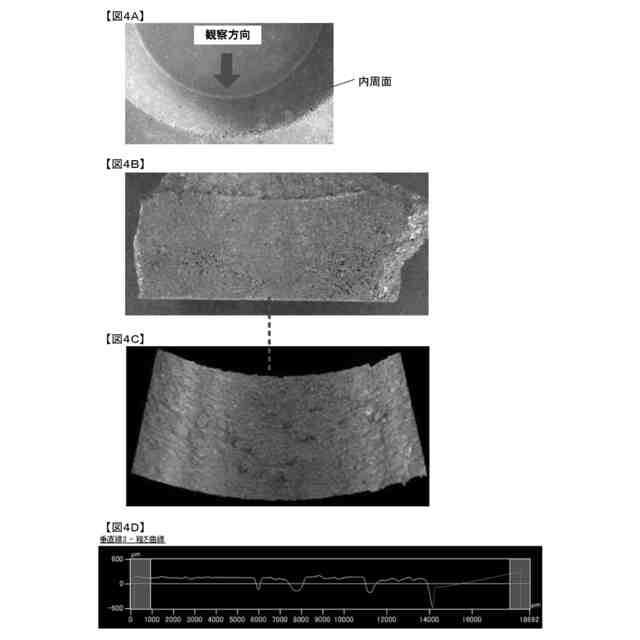
この金属溶湯濾過部材では、一端側挿入穴の内周面及び他端側挿入穴の内周面のうちの少なくとも一方において、深さ50μm以上の凹みを複数有しその平均深さが90μm以上1000μm以下である。そのため、凹みに接合層が適度に入り込むことなどにより濾過体と接合層との接合力が高まり、濾過体と側板との接合強度をより高めることができる。
【0008】
[2]本発明の金属溶湯濾過部材(前記[1]に記載の金属溶湯濾過部材)は、前記一端側挿入穴の内周面及び前記他端側挿入穴の内周面のうちの少なくとも一方において、前記凹みの平均深さが200μm以上1000μm以下であることが好ましい。こうすれば、濾過体と側板との接合強度をより高めることができる。
【0009】
[3]本発明の金属溶湯濾過部材(前記[1]又は[2]に記載の金属溶湯濾過部材)は、前記一端側挿入穴の内周面及び前記他端側挿入穴の内周面のうちの少なくとも一方において、平均表面粗さRaが50μm以上600μm以下であることが好ましい。こうすれば、濾過体と側板との接合強度をより高めることができる。
【0010】
[4]本発明の金属溶湯濾過部材(前記[1]~[3]のいずれかに記載の金属溶湯濾過部材)は、前記一端側挿入穴の内周面及び前記他端側挿入穴の内周面のうちの少なくとも一方において、前記凹みの平均幅が200μm以上500μm以下であることが好ましい。こうすれば、濾過体と側板との接合強度をより高めることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本碍子株式会社
電池
3か月前
日本碍子株式会社
蒸発器
1日前
日本碍子株式会社
把持方法
1か月前
日本碍子株式会社
熱交換器
2か月前
日本碍子株式会社
熱交換器
1か月前
日本碍子株式会社
ガスセンサ
2か月前
日本碍子株式会社
空調システム
1か月前
日本碍子株式会社
回収システム
1日前
日本碍子株式会社
亜鉛二次電池
1か月前
日本碍子株式会社
電気化学セル
23日前
日本碍子株式会社
ウエハ載置台
1か月前
日本碍子株式会社
ハニカム構造体
2か月前
日本碍子株式会社
電気加熱式担体
1か月前
日本碍子株式会社
電気加熱式担体
1か月前
日本碍子株式会社
ハニカム構造体
1か月前
日本碍子株式会社
ハニカム構造体
2か月前
日本碍子株式会社
ハニカム構造体
1か月前
日本碍子株式会社
ハニカム構造体
1か月前
日本碍子株式会社
ハニカム構造体
2か月前
日本碍子株式会社
ハニカム構造体
1か月前
日本碍子株式会社
アルカリ二次電池
2か月前
日本碍子株式会社
セラミックヒータ
2日前
日本碍子株式会社
ハニカムフィルタ
1か月前
日本碍子株式会社
メタン製造反応器
1か月前
日本碍子株式会社
導波素子の製造方法
2か月前
日本碍子株式会社
車両用空調システム
1日前
日本碍子株式会社
車両用調湿システム
1日前
日本碍子株式会社
半導体製造装置用部材
2か月前
日本碍子株式会社
三相型ハニカムヒータ
1か月前
日本碍子株式会社
ウォーキングビーム炉
1か月前
日本碍子株式会社
セラミックサセプター
1か月前
日本碍子株式会社
浄水膜構造体の製造方法
1か月前
日本碍子株式会社
半導体製造装置用ヒータ
1か月前
日本碍子株式会社
センサ素子及びガスセンサ
1か月前
日本碍子株式会社
セラミックス部材の製造方法
1か月前
日本碍子株式会社
センサ素子およびガスセンサ
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ