TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025104206
公報種別
公開特許公報(A)
公開日
2025-07-09
出願番号
2024090917
出願日
2024-06-04
発明の名称
レーザークラッディング再製造のための合金組成物及び合金コーティングの製造方法
出願人
江蘇科技大学
,
JIANGSU UNIVERSITY OF SCIENCE AND TECHNOLOGY
代理人
弁理士法人コスモス国際特許商標事務所
主分類
C22C
38/00 20060101AFI20250702BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】レーザークラッディング再製造のための合金組成物及び合金コーティングの作製方法を提供する。
【解決手段】組成物は、質量百分率でC:0.8%~1.2%、Cr:5.0%~7.0%、W:9.0%~10.0%、V:4%~5%、Co:4.0%~5.0%、Si:1.0%~2.0%、B:3.0%~4.0%、残部Feを含む。作製方法は、合金組成物と質量百分率に従って、レーザークラッディング用合金粉末を作製して得るステップ、合金粉末を前処理された45#鋼基板に置くステップ、45#鋼基板上の合金粉末をレーザークラッドして合金コーティングを形成するステップを含む。本発明は、様々な合金元素の固溶強化効果、粒径縮小による細粒強化効果及び微細組織間の相互作用により、合金コーティングが優れた耐摩耗性と耐食性を備え、摩耗や腐食によって故障した部材の修復及び再製造のための新しい合金組成部物及び製造プロセスを提供する。
【選択図】図1
特許請求の範囲
【請求項1】
レーザークラッディング再製造のための合金組成物であって、
質量百分率でC:0.8%~1.2%、Cr:5.0%~7.0%、W:9.0%~10.0%、V:4%~5%、Co:4.0%~5.0%、Si:1.0%~2.0%、B:3.0%~4.0%、残部Feを含むことを特徴とする、合金組成物。
続きを表示(約 1,400 文字)
【請求項2】
前記合金組成物は、摩耗や腐食によって故障した部材のレーザークラッディング修復及び再製造に使用されることを特徴とする、請求項1に記載のレーザークラッディング再製造のための合金組成物。
【請求項3】
レーザークラッディング再製造のための合金コーティングの作製方法であって、
合金組成物と質量百分率に従って、レーザークラッディング用合金粉末を作製して得るステップS1と、
合金粉末を前処理された45#鋼基板に置くステップS2と、
45#鋼基板上の合金粉末をレーザークラッドして合金コーティングを形成するステップS3とを含むことを特徴とする、レーザークラッディング再製造のための合金コーティングの作製方法。
【請求項4】
前記ステップS1における合金組成物は、質量百分率でC:0.8%~1.2%、Cr:5.0%~7.0%、W:9.0%~10.0%、V:4%~5%、Co:4.0%~5.0%、Si:1.0%~2.0%、B:3.0%~4.0%、残部Feを含むことを特徴とする、請求項3に記載のレーザークラッディング再製造のための合金コーティングの作製方法。
【請求項5】
前記ステップS1におけるレーザークラッディング用合金粉末の作製方法は、異なる合金元素粉末を質量百分率で秤量し、ボールミルを使用して合金元素粉末を均一に混合し、レーザークラッディング用合金粉末を得ることであることを特徴とする、請求項4に記載のレーザークラッディング再製造のための合金コーティングの作製方法。
【請求項6】
前記ステップS1における合金組成物の粒径は、30~70μmであることを特徴とする、請求項5に記載のレーザークラッディング再製造のための合金コーティングの作製方法。
【請求項7】
前記ステップS2における45#鋼基板の前処理方法は、アングルグラインダーを使用して45#鋼基板の表面の不純物を除去し、金属光沢を出し、サンドペーパーを使用して45#鋼基板の表面を滑らかで光沢のある状態までさらに磨き、アセトン、無水エタノールを順次使用して基板の表面を擦り、表面の油汚れを除去することであることを特徴とする、請求項3に記載のレーザークラッディング再製造のための合金コーティングの作製方法。
【請求項8】
前記ステップS2における合金粉末を45#鋼基板に置く前に乾燥し、具体的には、合金粉末を送風乾燥ボックス内に置いて乾燥することを特徴とする、請求項3に記載のレーザークラッディング再製造のための合金コーティングの作製方法。
【請求項9】
前記ステップS3におけるレーザークラッディングのプロセスパラメータは、レーザー出力2000~2500W、走査速度4~6mm/s、オーバーラップ率50%、スポット直径3mm、アルゴンガス保護ガス、ガス流量2~5L/min、粉末層の厚さ0.5mm/層であることを特徴とする、請求項3に記載のレーザークラッディング再製造のための合金コーティングの作製方法。
【請求項10】
前記ステップS3における合金コーティングの厚さは、1~2mmであることを特徴とする、請求項3に記載のレーザークラッディング再製造のための合金コーティングの作製方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、レーザークラッディング再製造分野に属し、合金コーティングの作製技術に関し、具体的には、レーザークラッディング再製造のための合金組成物及び合金コーティングの製造方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
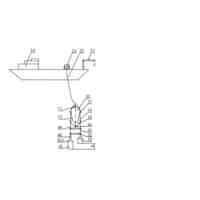
ディーゼルエンジンは、船舶の推進力を与えるための3つの主要な部材の1つとし、船舶の通常の運航及び継続的な航行に対して決定的な役割を果たす。カムシャフトは、ディーゼルエンジンの中核部材として、航行過程に異常な摩耗及び腐食が発生しやすく、船舶の通常の航行に重大な安全上の危険をもたらすと同時に、船舶の運航の停止により多大な経済的損失を引き起こす。また、新しい部品への交換によって廃棄された古い部品は、多くの資源の無駄及び環境汚染の問題を引き起こす。したがって、故障したカム部品の修復及び再製造は、重点的に取り組んでいる中核問題の一つとなっている。
【0003】
レーザー再製造技術は、中国で精力的に開発されている主流のグリーン再製造プロセスの1つであり、製造効率が高く、後処理が少なく、機械的特性が優れ、熱影響部分が小さいなどの利点がある。レーザークラッディング技術は、高エネルギーのレーザービームを使用して合金粉末を急速に溶融及び凝固させる技術であり、溶融池で複雑な物理的及び化学的反応が発生する非平衡凝固過程である。レーザークラッディングの急速冷却及び急速加熱の成形特性により、従来の合金組成物は、レーザークラッディングにより成形された後に細孔、スラグ混入などの欠陥が発生しやすく、その結果、レーザークラッディング再製造部品の耐摩耗性及び耐食性などの使用性能に影響を及ぼす。ハイス鋼は、硬度が高く、耐摩耗性が高いという利点があるが、ハイス鋼には、炭素含有量及び他の合金元素含有量が高いため、レーザークラッディングによる合金コーティングの作製過程で深刻な亀裂及び偏析などの問題が発生し、その結果、レーザークラッディング再製造部品の使用性能に影響を与える。したがって、ディーゼルエンジンカムシャフトの摩耗・腐食故障メカニズム、再製造性能要件及びレーザークラッディングの非平衡凝固成形特性に従って、摩耗や腐食によって故障したカムシャフトをレーザークラッディングにより再製造するための専用の合金組成物を設計することは、カムシャフト再製造の鍵となる。
【発明の概要】
【0004】
本発明の目的は、従来技術の欠点を克服するために、様々な合金元素の固溶強化効果、粒径縮小による細粒強化効果及び微細組織間の相互作用により、合金コーティングが優れた耐摩耗性と耐食性を備え、摩耗や腐食によって故障した部材の修復及び再製造のための新しい合金組成部物及び製造プロセスを提供し、再製造分野でのレーザークラッディング技術の適用を促進する上で重要な実用的意義を有するレーザークラッディング再製造のための合金組成物及び合金コーティングの作製方法を提供することにある。
【0005】
技術的解決手段として、上記目的を達成するために、本発明は、レーザークラッディング再製造のための合金組成物を提供する。前記合金組成物は、質量百分率でC:0.8%~1.2%、Cr:5.0%~7.0%、W:9.0%~10.0%、V:4%~5%、Co:4.0%~5.0%、Si:1.0%~2.0%、B:3.0%~4.0%、残部Feを含む。
【0006】
さらに、前記合金組成物は、摩耗や腐食によって故障した部材のレーザークラッディング修復及び再製造に使用される。
【0007】
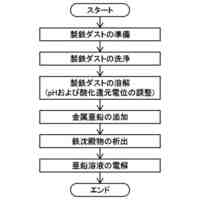
本発明は、レーザークラッディング再製造のための合金コーティングの作製方法をさらに提供する。前記方法は、次のステップを含む。
【0008】
S1、合金組成物と質量百分率に従って、レーザークラッディング用合金粉末を作製して得る。
【0009】
S2、合金粉末を前処理された45#鋼基板に置く。
【0010】
S3、45#鋼基板上の合金粉末をレーザークラッドして合金コーティングを形成する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
江蘇科技大学
深海浮力採鉱システム
12日前
江蘇科技大学
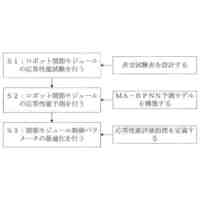
ロボット関節モジュール制御システムの最適化方法
5日前
江蘇科技大学
遺伝性心疾患の遺伝子支援診断システムの動作方法
9か月前
江蘇科技大学
プル型全回転推進器、その制御システム及び制御方法
2か月前
江蘇科技大学
多孔質媒体の流量特性パラメータの測定装置および方法
9か月前
江蘇科技大学
深海魚の浮き袋のバイオニック吸引バケットの基礎及びその作業方法
1か月前
江蘇科技大学
土壌のある点での熱伝導係数のための貫入式その場測定装置及び測定方法
8日前
江蘇科技大学
陰極と陽極の再循環に基づくSOFC/GT/SCO2ハイブリッドシステム
5か月前
江蘇科技大学
レーザークラッディング再製造のための合金組成物及び合金コーティングの製造方法
6日前
江蘇科技大学
曲げ可能で高い光電変換効率を有するシリコンへテロ接合太陽電池及びその製造方法
1か月前
宏幸株式会社
金属回収方法
3か月前
個人
高強度せん断補強筋用の鋼材
3か月前
株式会社神戸製鋼所
鋼材
2か月前
株式会社クボタ
比重分離装置
3か月前
株式会社クボタ
比重分離装置
3か月前
株式会社クボタ
比重分離装置
3か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
線材
19日前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼線
19日前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鋼材
3か月前
日本製鉄株式会社
鉄道車輪
1か月前
日本製鉄株式会社
鉄道車輪
1か月前
JFEスチール株式会社
浸炭鋼部品
3か月前
住友金属鉱山株式会社
銅の製造方法
6日前
JFEスチール株式会社
亜鉛回収方法
8日前
日本製鉄株式会社
軸受用鋼管
1か月前
株式会社プロテリアル
合金部材及び合金部材の製造方法
1か月前
株式会社村田製作所
スズイオンの分離方法
2か月前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
熱間圧延鋼材
3か月前
株式会社小松製作所
耐摩耗部品
1か月前
山陽特殊製鋼株式会社
肉盛層
26日前
三菱マテリアル株式会社
銅合金板
29日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ