TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025099277
公報種別
公開特許公報(A)
公開日
2025-07-03
出願番号
2023215815
出願日
2023-12-21
発明の名称
モータコアの製造方法
出願人
トヨタ紡織株式会社
代理人
個人
,
個人
主分類
H02K
15/02 20250101AFI20250626BHJP(電力の発電,変換,配電)
要約
【課題】モータコアの寸法精度、ひいてはモータの性能のばらつきを容易に小さくすることができるモータコアの製造方法を提供する。
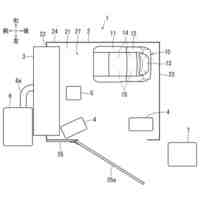
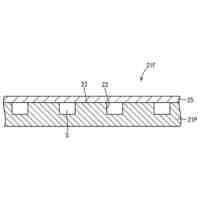
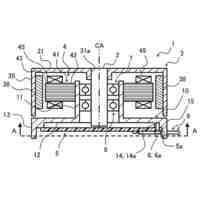
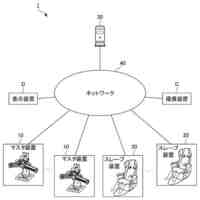
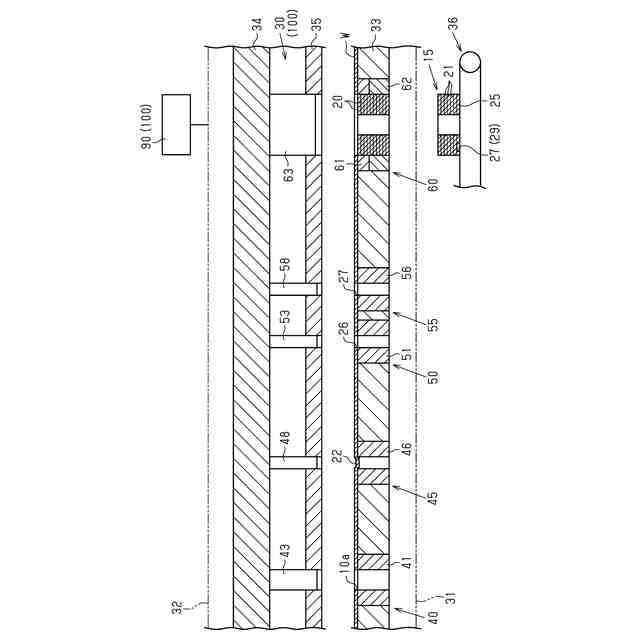
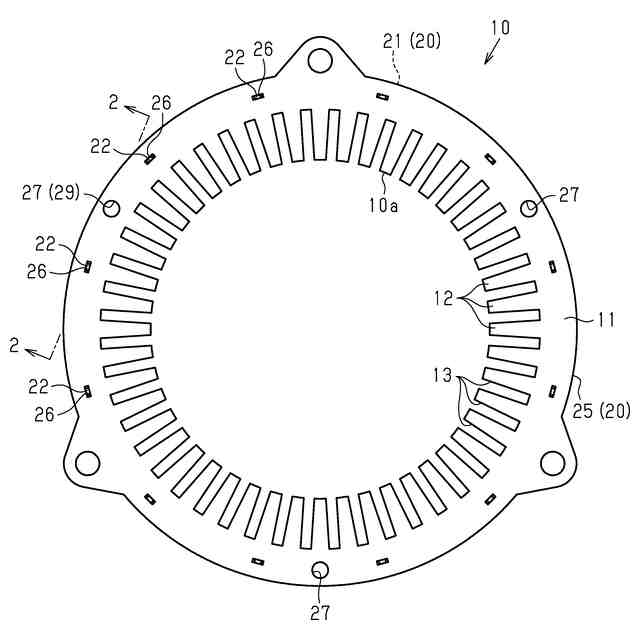
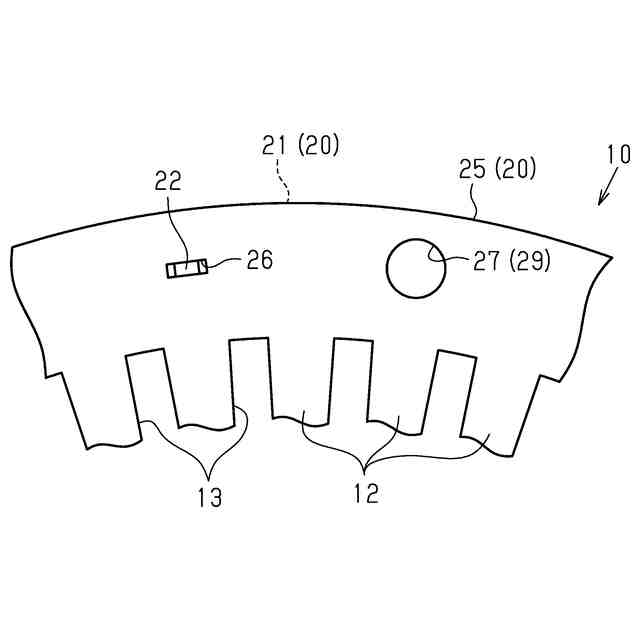
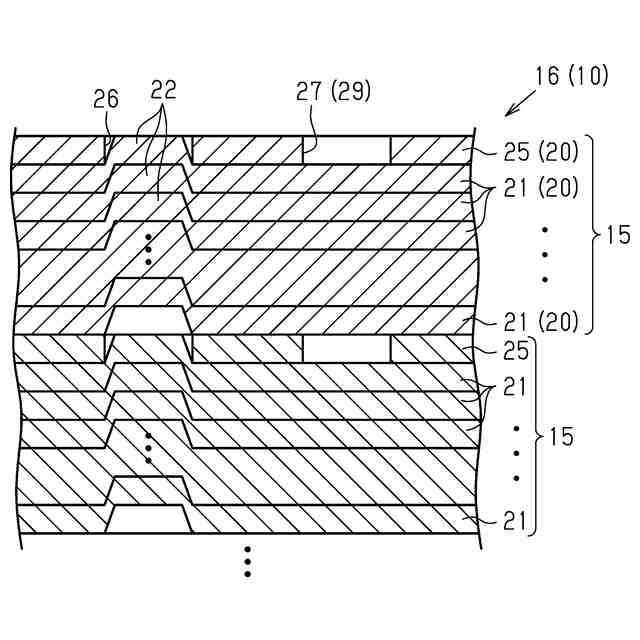
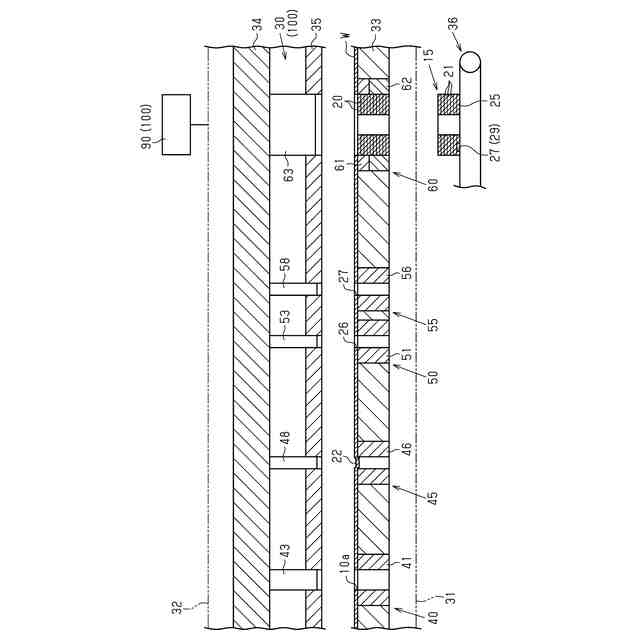
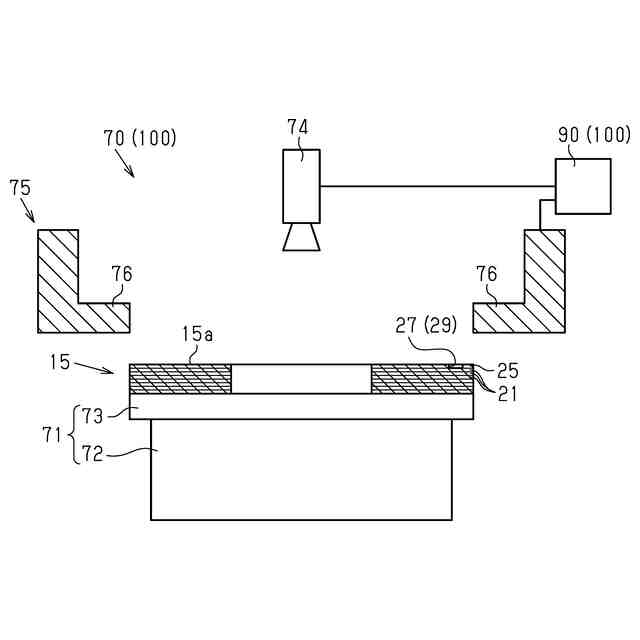
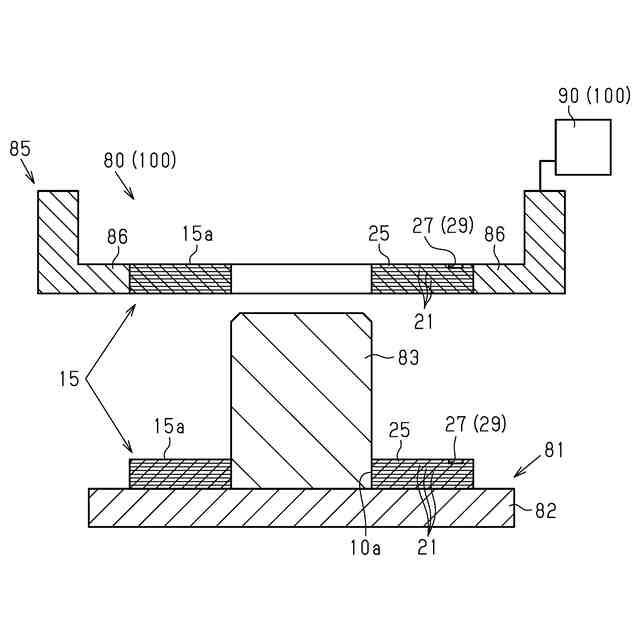
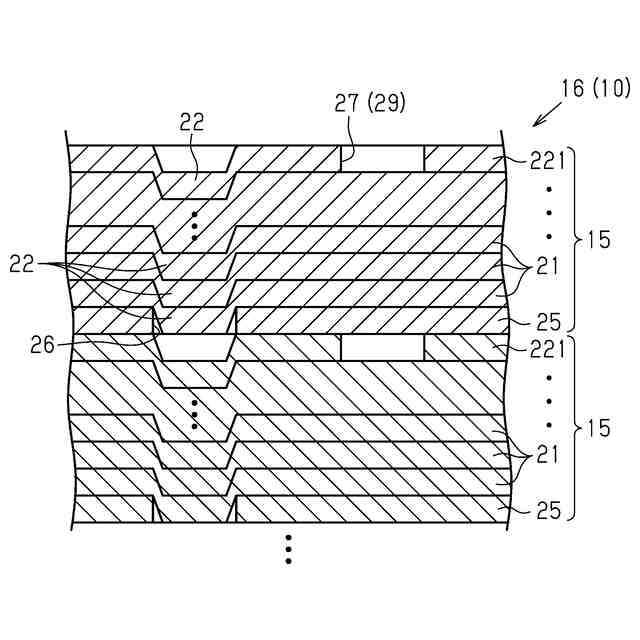
【解決手段】ステータコアの製造方法は、ブロック形成工程、検出工程、及び積層体形成工程を備える。ブロック形成工程では、複数の順送プレス装置30により薄板状のワークWから鉄心片をそれぞれ打ち抜くとともに、打ち抜かれた複数の鉄心片を順送プレス装置毎に積層することによりブロック15を形成する。また、ブロック形成工程では、ブロックの上端面を構成する第2鉄心片25における上端面に対してのみ、ブロックを形成した順送プレス装置を識別する識別部29を形成する。検出工程では、積層体形成工程に先立ち、撮像部により識別部を検出する。積層体形成工程では、検出された識別部に対応する順送プレス装置により形成されたブロックのみを積層することで積層体を形成する。
【選択図】図4
特許請求の範囲
【請求項1】
複数の順送プレス装置により薄板状のワークから鉄心片をそれぞれ打ち抜くとともに、打ち抜かれた複数の前記鉄心片を前記順送プレス装置毎に積層することによりブロックを形成するブロック形成工程と、
複数の前記ブロックを積層することで積層体を形成する積層体形成工程と、を備えるモータコアの製造方法であって、
前記ブロック形成工程では、前記ブロックの一端面を構成する前記鉄心片における前記一端面に対してのみ、前記ブロックを形成した前記順送プレス装置を識別する識別部を形成し、
前記積層体形成工程に先立ち、検出装置により前記識別部を検出する検出工程を備え、
前記積層体形成工程では、検出された前記識別部に対応する前記順送プレス装置により形成された前記ブロックのみを積層することで前記積層体を形成する、
モータコアの製造方法。
続きを表示(約 660 文字)
【請求項2】
複数の前記順送プレス装置は、並列に配置されるとともに共通のワークから前記鉄心片をそれぞれ同時に打ち抜くものである、
請求項1に記載のモータコアの製造方法。
【請求項3】
2つの前記順送プレス装置が、並列に配置されており、
前記順送プレス装置の一方を識別する前記識別部は、前記一方により前記鉄心片に形成される貫通孔であり、
前記順送プレス装置の他方を識別する前記識別部は、前記鉄心片のうち前記貫通孔に対応する位置に前記貫通孔が形成されていない形状である、
請求項2に記載のモータコアの製造方法。
【請求項4】
複数の前記貫通孔を、前記ブロックの軸線を中心とする回転対称の位置に形成する、
請求項3に記載のモータコアの製造方法。
【請求項5】
前記貫通孔を前記鉄心片に1つだけ設ける、
請求項3に記載のモータコアの製造方法。
【請求項6】
前記識別部は、複数の前記順送プレス装置により形成された全ての前記ブロックにそれぞれ形成される貫通孔であり、
前記識別部の形状または大きさの少なくとも一方は、前記ブロックを形成した前記順送プレス装置ごとにそれぞれ異なる、
請求項2に記載のモータコアの製造方法。
【請求項7】
前記検出工程では、前記一端面を撮像するとともに、撮像された画像に基づき前記識別部を検出する、
請求項1に記載のモータコアの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、モータコアの製造方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
特許文献1には、複数のブロックを積層して形成されたモータコアの製造方法が記載されている。特許文献1に記載のモータコアの製造方法は、電磁鋼板からなる母材から複数の鉄心片を打ち抜くとともに、打ち抜かれた鉄心片を積層してブロックを形成するブロック形成工程と、複数のブロックを積層する積層体形成工程とを備える。
【0003】
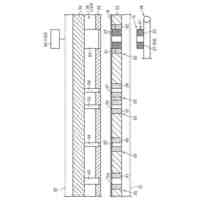
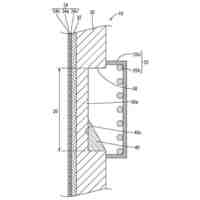
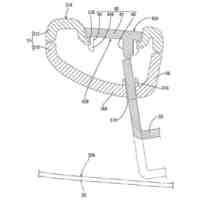
ブロック形成工程では、下金型と上金型とを備え、鉄心片を段階的に打ち抜く順送プレス装置が用いられる。下金型には、各段階での鉄心片の打ち抜き部分に対応した形状を有する複数の抜き型が設けられている。また、上金型には、複数の抜き型が、下金型の複数の抜き型にそれぞれ対応して設けられている。下金型の抜き型と上金型の抜き型との協働によって、母材から鉄心片が打ち抜かれる。
【0004】
特許文献1に記載の順送プレス装置においては、下金型の抜き型及び上金型の抜き型が、母材の幅方向において2列設けられている。これにより、共通の母材から2つのブロックが同時に形成される。
【先行技術文献】
【特許文献】
【0005】
特開2021-114853号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、こうした順送プレス装置においては、鉄心片の外周形状を打ち抜く抜き型の中心と鉄心片の内周形状を打ち抜く抜き型の中心とが僅かにずれるために、鉄心片の外周縁の中心と中心孔の中心とがずれる。
【0007】
特許文献1のように、複数列の下金型の抜き型及び上金型の抜き型を備える順送プレス装置では、鉄心片の外周縁の中心と中心孔の中心とのずれの傾向が、列毎に異なる。このため、積層体形成工程において、互いに異なる列において形成された複数のブロックが混在して積層されると、以下の不都合が生じるおそれがある。すなわち、複数のブロックの中心孔の中心を一致させるようにブロックを積層すると、鉄心片の外周縁の位置がブロック毎にばらつく。その結果、モータコアの寸法精度、ひいてはモータの性能のばらつきが大きくなりやすいといった問題が生じる。
【課題を解決するための手段】
【0008】
上記課題を解決するためのモータコアの製造方法は、複数の順送プレス装置により薄板状のワークから鉄心片をそれぞれ打ち抜くとともに、打ち抜かれた複数の前記鉄心片を前記順送プレス装置毎に積層することによりブロックを形成するブロック形成工程と、複数の前記ブロックを積層することで積層体を形成する積層体形成工程と、を備えるモータコアの製造方法であって、前記ブロック形成工程では、前記ブロックの一端面を構成する前記鉄心片における前記一端面に対してのみ、前記ブロックを形成した前記順送プレス装置を識別する識別部を形成し、前記積層体形成工程に先立ち、検出装置により前記識別部を検出する検出工程を備え、前記積層体形成工程では、検出された前記識別部に対応する前記順送プレス装置により形成された前記ブロックのみを積層することで前記積層体を形成する。
【0009】
同方法によれば、複数の順送プレス装置のうち互いに異なる順送プレス装置によって形成された複数のブロックが1つの積層体において混在することを防止できる。
また、ブロックの一端面を構成する鉄心片における一端面に対してのみ、ブロックを形成した順送プレス装置を識別する識別部を形成すればよいため、識別部を形成する鉄心片が最少となる。これにより、識別部を形成することに伴ってブロックを変更する箇所を最小限にできる。
【0010】
したがって、モータコアの寸法精度、ひいてはモータの性能のばらつきを容易に小さくすることができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ紡織株式会社
シート
17日前
トヨタ紡織株式会社
シート
17日前
トヨタ紡織株式会社
表皮材
3日前
トヨタ紡織株式会社
シート
17日前
トヨタ紡織株式会社
シート
17日前
トヨタ紡織株式会社
乗物用シート
23日前
トヨタ紡織株式会社
乗物用シート
2日前
トヨタ紡織株式会社
シートバック
2日前
トヨタ紡織株式会社
天井送風装置
18日前
トヨタ紡織株式会社
乗物用照明装置
23日前
トヨタ紡織株式会社
乗物用照明装置
23日前
トヨタ紡織株式会社
乗物用内装部材
2日前
トヨタ紡織株式会社
燃料電池スタック
26日前
トヨタ紡織株式会社
乗物衝撃吸収構造
2日前
トヨタ紡織株式会社
モータコアの製造方法
23日前
トヨタ紡織株式会社
燃料電池のセルスタック
1か月前
トヨタ紡織株式会社
乗物用内装材の取付構造
23日前
トヨタ紡織株式会社
織物、表皮材及び内装部品
3日前
トヨタ紡織株式会社
織物、表皮材及び内装部品
18日前
トヨタ紡織株式会社
織物、表皮材及び内装部品
3日前
トヨタ紡織株式会社
乗物内装品の異音抑制構造
26日前
トヨタ紡織株式会社
乗物用サイドドアのドア構造
16日前
トヨタ紡織株式会社
ノズルヘッド及び電界紡糸装置
19日前
トヨタ紡織株式会社
二次電池及び二次電池の製造方法
19日前
トヨタ紡織株式会社
車両用シートの温調性能体感装置
23日前
トヨタ紡織株式会社
光透過意匠材および照明付き装飾品
23日前
トヨタ紡織株式会社
乗物用内装部材、アシストグリップ
2日前
トヨタ紡織株式会社
植物性繊維含有樹脂ボードの製造方法
4日前
トヨタ紡織株式会社
樹脂成形品の製造方法、成形型の製造方法及び成形型
18日前
トヨタ紡織株式会社
膜電極接合体の製造方法、膜電極接合体、及び燃料電池
18日前
トヨタ紡織株式会社
車両荷室構造および車両用第2デッキ構築セット
16日前
トヨタ紡織株式会社
位置・力制御システム、位置・力制御装置、位置・力制御方法及びプログラム
1日前
ニデック株式会社
モータ
2日前
個人
恒久電源開発の装置
1か月前
個人
ステッピングモータ実習装置
9日前
キヤノン株式会社
電源装置
23日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ