TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025097639
公報種別
公開特許公報(A)
公開日
2025-07-01
出願番号
2023213942
出願日
2023-12-19
発明の名称
鋳造回転体の測定システム
出願人
トヨタ自動車株式会社
代理人
個人
主分類
G01M
1/12 20060101AFI20250624BHJP(測定;試験)
要約
【課題】バランス取りの繰り返しを抑制する鋳造回転体の測定システムを提供することを目的とする。
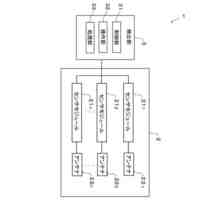
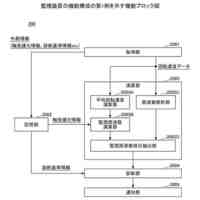
【解決手段】鋳造回転体の測定システムは、単位角度ごとに配置した複数の質量測定点で鋳造回転体の質量を測定し、前記質量のバラつきが第1閾値の範囲内であるか否かを判断する第1測定装置と、前記バラつきが前記第1閾値の範囲内である場合、前記鋳造回転体のアンバランス量を測定する第2測定装置を備える。
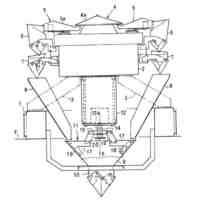
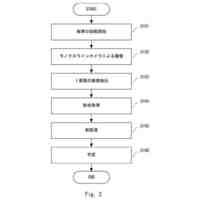
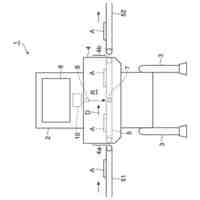
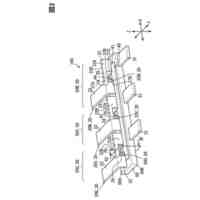
【選択図】図3
特許請求の範囲
【請求項1】
単位角度ごとに配置した複数の質量測定点で鋳造回転体の質量を測定し、前記質量のバラつきが第1閾値の範囲内であるか否かを判断する第1測定装置と、
前記バラつきが前記第1閾値の範囲内である場合、前記鋳造回転体のアンバランス量を測定する第2測定装置と、
を備える鋳造回転体の測定システム。
続きを表示(約 470 文字)
【請求項2】
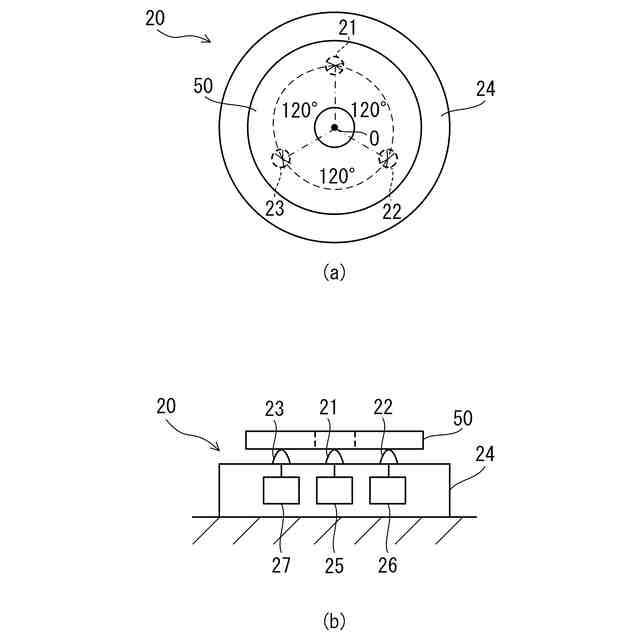
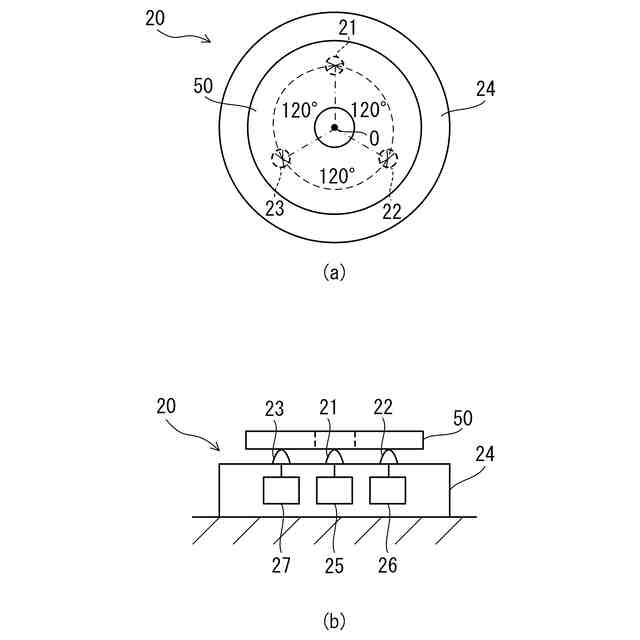
前記第1測定装置は、120度ごとに配置した3つの質量測定点で前記質量を測定する、
ことを特徴とする請求項1に記載の鋳造回転体の測定システム。
【請求項3】
前記第1測定装置は、前記質量の3つが互いに異なる第1の場合、又は、前記質量のいずれか2つが同じであり、前記質量の残り1つが前記質量のいずれか2つと異なる第2の場合に、前記バラつきが前記第1閾値の範囲内であるか否かを判断する、
ことを特徴とする請求項2に記載の鋳造回転体の測定システム。
【請求項4】
前記単位角度が120度未満であり、前記単位角度と前記複数の質量測定点の数との積が360度である、
ことを特徴とする請求項1に記載の鋳造回転体の測定システム。
【請求項5】
前記アンバランス量が第2閾値の範囲から外れる場合に、前記鋳造回転体に設けられたアンバランス修正用の穴を加工する加工装置をさらに備える、
ことを特徴とする請求項1、2、4のいずれか1項に記載の鋳造回転体の測定システム。
発明の詳細な説明
【技術分野】
【0001】
本発明は鋳造回転体の測定システムに関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
上下一対の専用の金型により鍛造素材を加圧して金型形状を転写する、いわゆる型鍛造で製造された鍛造回転体が知られている。例えばエンジンのクランクシャフトが鍛造回転体として知られている。クランクシャフトのような高速回転する鍛造回転体は、回転時の振動抑制のため、軸心周りに精度よくバランスがとれていることが必要である。
【0003】
しかしながら、型鍛造の場合、上型と下型との型ずれによって、鍛造回転体の形状が設計形状からずれ易い。このため、型鍛造の場合、回転アンバランスが生じ易い。このような回転アンバランスのアンバランス量を算出する技術が提案されている。例えば、鍛造回転体の3次元形状を測定して仮のセンタ穴を設定することにより、この仮のセンタ穴を基準とする加工をシミュレートした後の形状のアンバランス量を算出する技術が提案されている(例えば特許文献1参照)。
【先行技術文献】
【特許文献】
【0004】
特開2014-113635号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
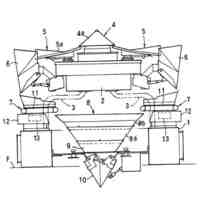
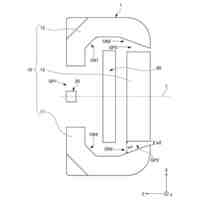
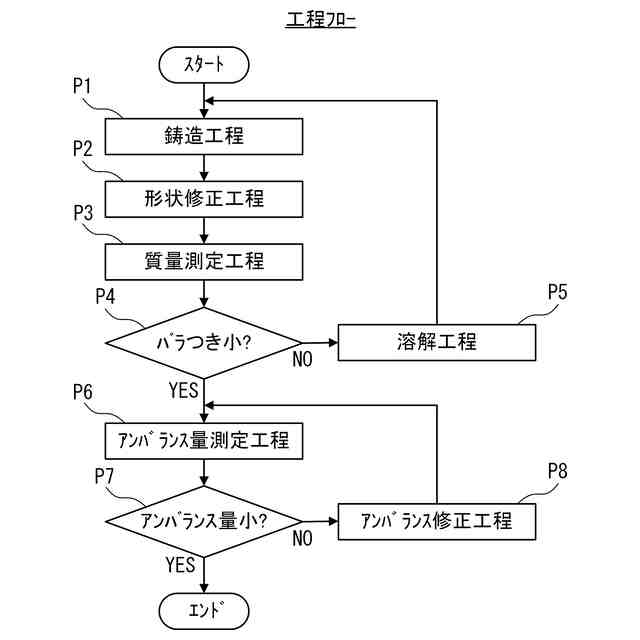
ここで、エンジンのフライホイールなども高速回転するが、上述した型鍛造と異なり、型鋳造で製造される。フライホイールなどの鋳造回転体は、鍛造の場合と異なり、鋳造工程において、鋳巣や欠肉といった内部欠陥が生じ易い。このような内部欠陥は3次元形状の測定では確認することができない。このため、鋳造回転体の場合、鋳造回転体に設けられた修正用の穴を加工して回転アンバランスを修正するバランス取りの工程が実施される。
【0006】
しかしながら、バランス取りの工程では、修正用の穴を加工する作業の工数を低減すべく、高精度なバランス取りが要求される。例えば、回転アンバランスを修正した後にアンバランス量を測定し、測定したアンバランス量が許容範囲内でなければ、再び回転アンバランスを修正するといった作業が繰り返される。すなわち、バランス取りの精度が低いと、バランス取りが繰り返され、工数が増大する可能性がある。
【0007】
そこで、本発明では、バランス取りの繰り返しを抑制する鋳造回転体の測定システムを提供することを目的とする。
【課題を解決するための手段】
【0008】
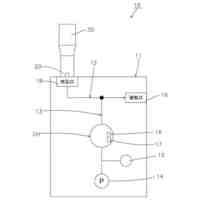
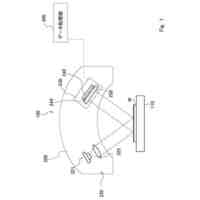
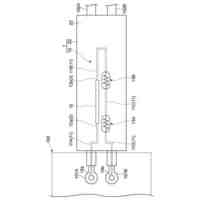
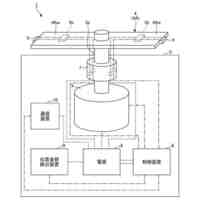
本発明に係る鋳造回転体の測定システムは、単位角度ごとに配置した複数の質量測定点で鋳造回転体の質量を測定し、前記質量のバラつきが第1閾値の範囲内であるか否かを判断する第1測定装置と、前記バラつきが前記第1閾値の範囲内である場合、前記鋳造回転体のアンバランス量を測定する第2測定装置を備える。
【0009】
上記構成において、前記第1測定装置は、120度ごとに配置した3つの質量測定点で前記質量を測定してもよい。
【0010】
上記構成において、前記第1測定装置は、前記質量の3つが互いに異なる第1の場合、又は、前記質量のいずれか2つが同じであり、前記質量の残り1つが前記質量のいずれか2つと異なる第2の場合に、前記バラつきが前記第1閾値の範囲内であるか否かを判断してもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本精機株式会社
表示装置
22日前
日本精機株式会社
液面検出装置
今日
大和製衡株式会社
組合せ秤
今日
大和製衡株式会社
組合せ秤
今日
有限会社原製作所
検出回路
20日前
大和製衡株式会社
組合せ秤
6日前
日本無線株式会社
レーダ装置
21日前
個人
フロートレス液面センサー
13日前
株式会社リコー
光学機器
20日前
ダイハツ工業株式会社
試験用治具
6日前
日本特殊陶業株式会社
ガスセンサ
12日前
キヤノン株式会社
放射線撮像装置
15日前
日本特殊陶業株式会社
ガスセンサ
1日前
日本特殊陶業株式会社
ガスセンサ
1日前
大和製衡株式会社
組合せ計量装置
22日前
大同特殊鋼株式会社
座標系較正方法
15日前
株式会社クボタ
作業車
5日前
大同特殊鋼株式会社
ラベル色特定方法
15日前
株式会社フジキン
流量測定装置
7日前
旭光電機株式会社
漏出検出装置
12日前
トヨタ自動車株式会社
歯車の検査方法
1日前
住友化学株式会社
積層基板
12日前
NISSHA株式会社
ガス検出器
25日前
株式会社アステックス
ラック型負荷装置
13日前
株式会社イシダ
X線検査装置
19日前
パイオニア株式会社
評価装置
5日前
株式会社デンソー
電流センサ
12日前
トヨタ自動車株式会社
異音判定装置
14日前
日本製鉄株式会社
評価方法
13日前
SMC株式会社
位置検出センサ
5日前
大和ハウス工業株式会社
計測用治具
12日前
株式会社アイシン
電流センサ
26日前
株式会社ミツトヨ
非接触表面性状評価装置
14日前
日新電機株式会社
検電デバイス
5日前
住友重機械工業株式会社
異常検知装置
今日
富士電機株式会社
診断装置、診断方法
1日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ