TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025090281
公報種別
公開特許公報(A)
公開日
2025-06-17
出願番号
2023205427
出願日
2023-12-05
発明の名称
高電流アーク溶接方法
出願人
大和ハウス工業株式会社
代理人
個人
,
個人
主分類
B23K
9/02 20060101AFI20250610BHJP(工作機械;他に分類されない金属加工)
要約
【課題】溶接パス数を低減でき、溶接性を向上させることのできる、高電流アーク溶接方法を提供すること。
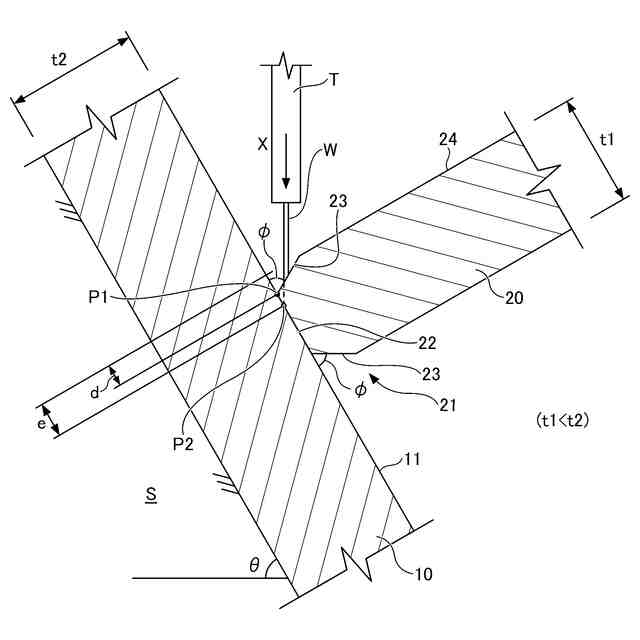
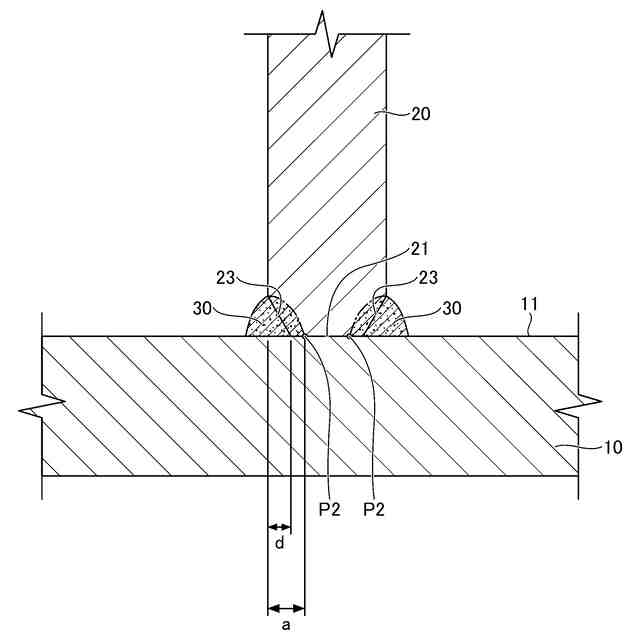
【解決手段】第1母材10の表面11に、端部21に開先23を備えた第2母材20を高電流下でアーク溶接する、高電流アーク溶接方法であり、開先23の角度が45度より大きく70度以下であり、ワイヤ狙い位置P2を、開先底P1よりもルートの内部に入った位置とする。
【選択図】図1
特許請求の範囲
【請求項1】
第1母材の表面に、端部に開先を備えた第2母材を高電流下でアーク溶接する、高電流アーク溶接方法であって、
前記開先の角度が45度より大きく70度以下であり、
ワイヤ狙い位置を、開先底よりもルートの内部に入った位置とすることを特徴とする、高電流アーク溶接方法。
続きを表示(約 440 文字)
【請求項2】
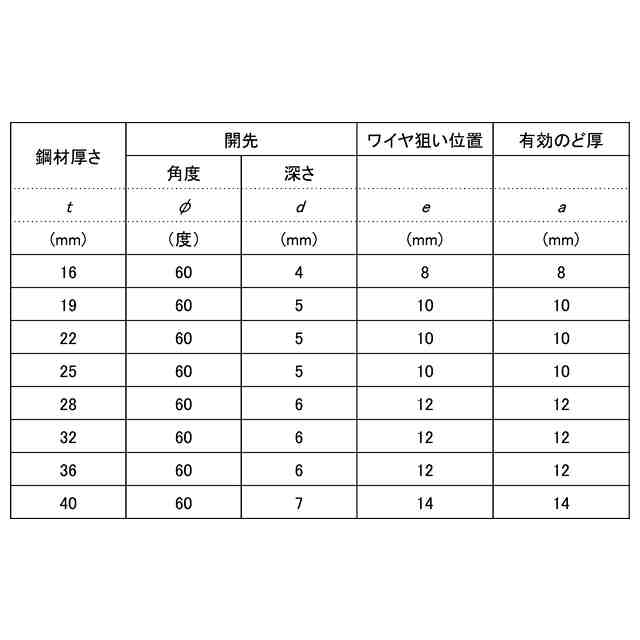
前記第2母材の厚みtに対して、開先深さdをt
1/2
以上で2×t
1/2
未満の範囲とすることを特徴とする、請求項1に記載の高電流アーク溶接方法。
【請求項3】
有効のど厚を2dとして溶接することを特徴とする、請求項2に記載の高電流アーク溶接方法。
【請求項4】
前記第2母材の厚みtが、16mm以上40mm以下であることを特徴とする、請求項1又は2に記載の高電流アーク溶接方法。
【請求項5】
前記高電流が、350A以上であることを特徴とする、請求項1又は2に記載の高電流アーク溶接方法。
【請求項6】
前記アーク溶接がガスシールドアーク溶接であることを特徴とする、請求項1又は2に記載の高電流アーク溶接方法。
【請求項7】
前記アーク溶接が、ガスシールドアーク溶接機を用いたロボット溶接であることを特徴とする、請求項5に記載の高電流アーク溶接方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、高電流アーク溶接方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
アーク溶接は様々な産業分野において幅広く用いられており、建設分野においては、例えばビルドH鋼の製作等において適用されている。アーク溶接における出力電流は、300A乃至350A程度の範囲に設定されることが多い。
【0003】
ところで、日本建築学会 建築工事標準仕様書 JASS6の「鉄骨工事」における、「溶接開先標準」において、開先角度として45度が記載されており、従って、例えば、上記するビルドH鋼の製作等において、ウェブの端部に開先を設け、フランジの広幅面に対してウェブの端部を当接させて部分溶け込み溶接を行う際に、開先角度は一般に45度に設定されている。その上で、ワイヤ狙い位置は一般に開先底に設定されて、アーク溶接が実行される。このように、開先角度が45度であることと、ワイヤ狙い位置が開先底に設定されることから、設計上は、開先深さと有効のど厚は一般に同じ値となる。
【0004】
上記する従来のアーク溶接では、多層盛り溶接になることが往々にしてあり、溶接パス数が多くなることに起因する溶接性(溶接効率)の低下が課題となっている。従って、溶接パス数を低減でき、溶接性を向上させることのできるアーク溶接方法が望まれる。
【0005】
ここで、特許文献1には、アーク溶接方法が提案されている。このアーク溶接方法は、消耗電極を支持する溶接トーチを開先幅方向へ揺動させながら溶接線方向へ移動させて自動的に溶接線に沿って溶接を行なうアーク溶接方法である。溶接継手部の開先形状に応じて溶接トーチの揺動パターンを予め設定し、溶接継手部の左右開先面に沿って溶接トーチが揺動する際に検出される溶接電流の時間平均値に対する揺動幅の基準値を予め設定した後に溶接を開始し、溶接継手部の左右開先面に沿って溶接トーチが揺動する際に検出される溶接電流を左右開先面のそれぞれで検出し、検出された溶接電流の時間積分値を揺動時間にて除算して溶接電流の時間平均値を左右開先面のそれぞれで求めた後、求められた溶接電流の時間平均値を左右同士加算した加算値と揺動幅の基準値とを比較して時間平均値基準差を求め、時間平均値基準差に応じて溶接トーチの揺動幅設定値を変更制御する。
【先行技術文献】
【特許文献】
【0006】
特開平2-59179号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
特許文献1に記載のアーク溶接方法によれば、アーク溶接の高品質な自動化を実現できるとしているが、上記する課題、すなわち、溶接パス数を低減でき、溶接性を向上させることのできるか否かは定かでない。
【0008】
本発明は上記課題に鑑みてなされたものであり、溶接パス数を低減でき、溶接性を向上させることのできる、高電流アーク溶接方法を提供することを目的としている。
【課題を解決するための手段】
【0009】
前記目的を達成すべく、本発明による高電流アーク溶接方法の一態様は、
第1母材の表面に、端部に開先を備えた第2母材を高電流下でアーク溶接する、高電流アーク溶接方法であって、
前記開先の角度が45度より大きく70度以下であり、
ワイヤ狙い位置を、開先底よりもルートの内部に入った位置とすることを特徴とする。
【0010】
本態様によれば、第1母材の表面に対して端部に開先を備えた第2母材を高電流下でアーク溶接する方法において、開先角度(第1母材の表面からの開先の角度)を45度より大きくして開先の深さを浅くしつつ、ワイヤ狙い位置をルート(第1母材の表面と第2母材の端部の当接箇所)の内部に設定し、高電流下でアーク溶接することにより、ワイヤに加えて母材を効果的に溶融させることができ、開先が浅いことに起因して溶融金属量を少なくすることができ、溶接時間を短縮することが可能になる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
加工機
2か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
1か月前
株式会社不二越
ドリル
2か月前
株式会社北川鉄工所
回転装置
1か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め装置
14日前
株式会社FUJI
工作機械
18日前
株式会社FUJI
工作機械
6日前
株式会社アンド
半田付け方法
2か月前
株式会社アンド
半田付け方法
2か月前
村田機械株式会社
レーザ加工機
1か月前
株式会社トヨコー
被膜除去方法
1か月前
村田機械株式会社
レーザ加工機
1か月前
有限会社 ナプラ
ソルダペースト
11日前
トヨタ自動車株式会社
溶接ヘッド
1か月前
トヨタ自動車株式会社
溶接ヘッド
1か月前
住友重機械工業株式会社
加工装置
11日前
トヨタ自動車株式会社
溶接マスク
14日前
株式会社ダイヘン
溶接装置
7日前
株式会社ダイヘン
溶接装置
7日前
日東精工株式会社
はんだこて先の製造方法
1か月前
株式会社不二越
摩耗判定装置
25日前
株式会社不二越
波形抽出装置
25日前
ブラザー工業株式会社
工作機械
6日前
DMG森精機株式会社
工作機械
21日前
株式会社IHI
支持機構
18日前
株式会社向洋技研
プロジェクション溶接部材
11日前
株式会社ダイヘン
パルスアーク溶接制御方法
18日前
株式会社ダイヘン
パルスアーク溶接制御方法
27日前
株式会社ダイヘン
溶接システム
2か月前
春日機械工業股ふん有限公司
挟持装置
1か月前
株式会社ジャノメ
インサート挿入装置
1か月前
株式会社FUJI
周辺装置制御用治具
2か月前
株式会社ダイヘン
2重シールドティグ溶接方法
18日前
株式会社ダイヘン
2重シールドティグ溶接方法
18日前
トヨタ自動車株式会社
金属塊の製造方法
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ