TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025089986
公報種別
公開特許公報(A)
公開日
2025-06-16
出願番号
2024064737
出願日
2024-04-12
発明の名称
円筒型電池セルの高速ヘリウム検出装置の小型化方法
出願人
ユニ-ヘリウム テスト テクノロジー (シャンハイ) カンパニー リミテッド
代理人
個人
主分類
H01M
10/04 20060101AFI20250609BHJP(基本的電気素子)
要約
【課題】円筒型電池セルの高速ヘリウム検出装置の小型化方法を提供する。
【解決手段】注液前の検出対象電池セルに対して検出を行うことによってNG製品を選別することを含み、電池セルの初期検査と電池セルの抜き取り検査の前に電池セルの初期検査ステップを増加することにより、事前に漏れ率の大きいNG電池セルを篩い落とし、これにより、電池セルの初期検査と抜き取り検査ステーションに入る検出待ち電池セルを減少し、抜き取り検査ステーションに必要な設備面積を減少させている。本発明はまた、製品の投入/排出及びヘリウム検出を交互に行える2つのキャビティにより、高速タクトのヘリウム検出と製品の投入/排出を実現し、電池セルの初期検査時の機械動作の待ち時間を短縮し、ヘリウム検出の効率を効果的に向上させ、生産ラインの全体作業効率をさらに向上させる。
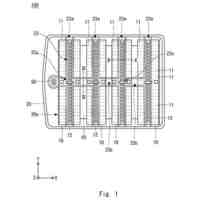
【選択図】図1
特許請求の範囲
【請求項1】
注液前の検出対象電池セルに対して検出を行うことによってNG製品を選別することを含む円筒型電池セルの高速ヘリウム検出装置の小型化方法であって、
第1検出ユニットを用いて第1漏れ率で検出対象電池セルに対して1つずつ気密性検査を行い、電池セルの漏れ率が前記第1漏れ率より大きい検出対象電池セルをNG排出ラインに搬送して排出し、電池セルの漏れ率が前記第1漏れ率より小さいか又はそれに等しい検出対象電池セルをグループ化後に第2検出ユニットに搬送して供給する電池セルの初期検査ステップと、
前記第2検出ユニットを用いて第2漏れ率で初期検査及びグループ化された後の検出対象電池セルに対してヘリウム検出を行い、もし電池セルの漏れ率が前記第2漏れ率より大きいならば、グループ全体の検出対象電池セルを第3検出ユニットに搬送し、もし電池セルの漏れ率が前記第2漏れ率より小さいか又はそれに等しいならば、グループ全体の検出対象電池セルを排出する電池セルの初期検査ステップと、
第3検出ユニットを用いて、第3漏れ率で検出対象電池セルに対して1つずつヘリウム検出を行い、電池セルの漏れ率が前記第3漏れ率より大きい検出済み電池セルをNG排出ラインに搬送して排出し、電池セルの漏れ率が前記第3漏れ率より小さいか又はそれに等しい検出済み電池セルを排出する電池セルの抜き取り検査ステップと、を備える
ことを特徴とする円筒型電池セルの高速ヘリウム検出装置の小型化方法。
続きを表示(約 1,600 文字)
【請求項2】
前記電池セルの漏れ率Qは、圧力変化量ΔP、電池セルの容積V及び検出時間長tから算出したものであり、計算式は(数3)の通りである
TIFF
2025089986000004.tif
23
48
ことを特徴とする請求項1に記載の円筒型電池セルの高速ヘリウム検出装置の小型化方法。
【請求項3】
前記第1漏れ率、前記第2漏れ率及び前記第3漏れ率が何れも校正値であることを特徴とする請求項2に記載の円筒型電池セルの高速ヘリウム検出装置の小型化方法。
【請求項4】
前記第1漏れ率と前記第3漏れ率とが校正を行う際に、前記電池セルの容積Vは検出時間長tと同じであることを特徴とする請求項3に記載の円筒型電池セルの高速ヘリウム検出装置の小型化方法。
【請求項5】
前記第1漏れ率が前記第3漏れ率よりも大きいことを特徴とする請求項4に記載の円筒型電池セルの高速ヘリウム検出装置の小型化方法。
【請求項6】
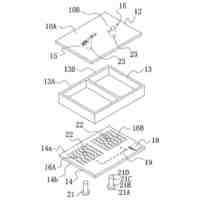
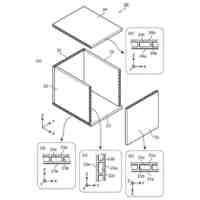
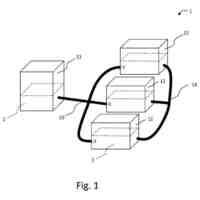
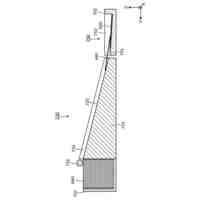
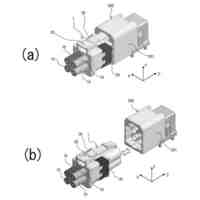
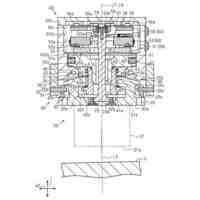
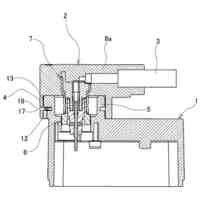
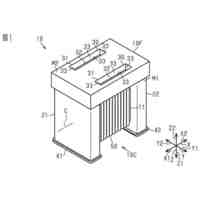
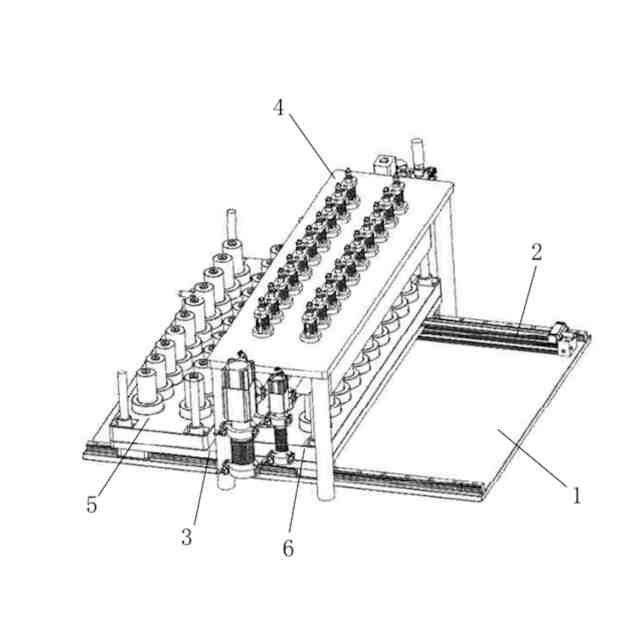
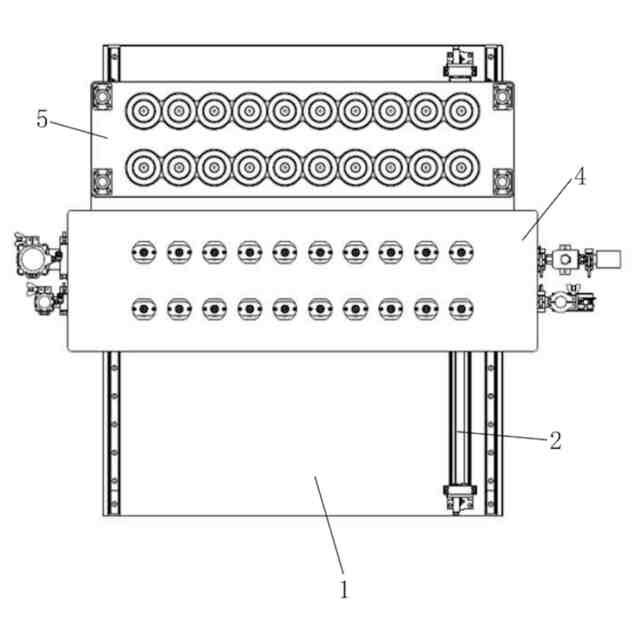
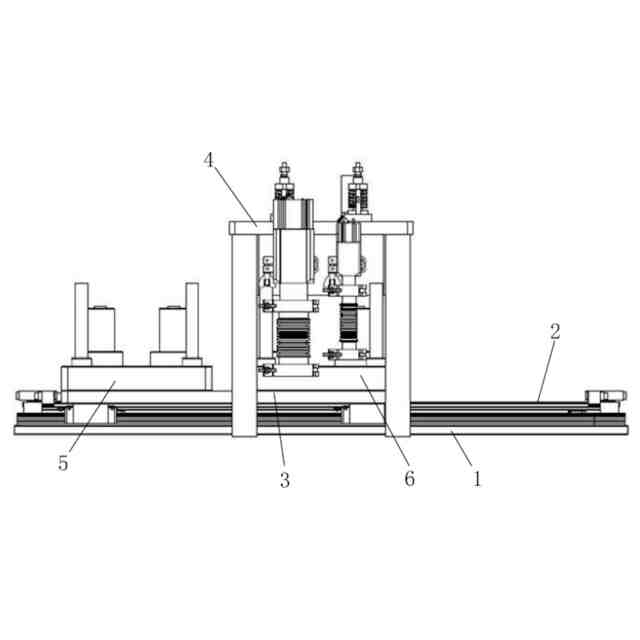
前記第2検出ユニットは、ヘリウム検出装置が設けられた上部キャビティ(4)、第1下部キャビティ(5)及び第2下部キャビティ(6)を含み、
前記第1下部キャビティ(5)と前記第2下部キャビティ(6)には、前記検出対象電池セルを収容するためのテストチャンバーがそれぞれ設けられ、
前記上部キャビティ(4)は、前記第1下部キャビティ(5)及び前記第2下部キャビティ(6)のいずれか一方が製品を投入するかまたは製品を排出する場合に、前記第1下部キャビティ(5)と前記第2下部キャビティ(6)のうちの他方に対してヘリウム検出を行うために用いられることを特徴とする請求項1に記載の円筒型電池セルの高速ヘリウム検出装置の小型化方法。
【請求項7】
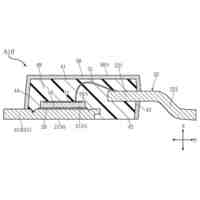
前記第2検出ユニットは、第2チャンバー(1)、スライドレールアセンブリ(2)及びスライドユニット(3)をさらに含み、
前記スライドレールアセンブリ(2)は、前記第2チャンバー(1)内に収容され且つ前記第2チャンバー(1)と一体に固着され、
前記スライドユニット(3)は、前記スライドレールアセンブリ(2)にスライド可能に配置され、
前記第1下部キャビティ(5)と前記第2下部キャビティ(6)は、前記スライドユニット(3)に配置され且つ前記上部キャビティ(4)に対してスライド可能であるかまたは前記上部キャビティ(4)に対して静止可能であることを特徴とする請求項6に記載の円筒型電池セルの高速ヘリウム検出装置の小型化方法。
【請求項8】
前記第1下部キャビティ(5)のテストチャンバーの数と前記第2下部キャビティ(6)のテストチャンバーの数とは同じであることを特徴とする請求項6に記載の円筒型電池セルの高速ヘリウム検出装置の小型化方法。
【請求項9】
前記第1検出ユニットのテストチャンバーの数は、前記第1下部キャビティ(5)におけるテストチャンバーの数より大きいか又はそれに等しいことを特徴とする請求項6に記載の円筒型電池セルの高速ヘリウム検出装置の小型化方法。
【請求項10】
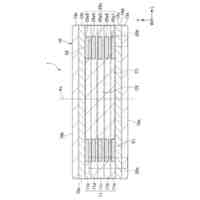
前記第1検出ユニットは第1チャンバー内に設けられ、前記第3検出ユニットは第3チャンバー内に設けられ、
前記第1チャンバー、前記第2チャンバー(1)及び前記第3チャンバーは、ヘリウム検出アセンブリ内に集積して設置され、
前記ヘリウム検出アセンブリ内には、前記第1チャンバー、前記第2チャンバー(1)及び前記第3チャンバーの間で製品を輸送及び投入/排出するための輸送ベルトが設置されていることを特徴とする請求項7に記載の円筒型電池セルの高速ヘリウム検出装置の小型化方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、電池セルの気密性検出の技術分野に関し、特に円筒型電池セルの高速ヘリウム検出装置の小型化方法に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
円筒型電池セルの生産ラインの生産タクト(ppm)は極めて速く、通常、100ppm、150ppm、ひいては200ppmにも達することができる。即ち、毎分100個、150個、さらには200個を生産するが、単一電池セルのヘリウム測定試験時間は20秒以上を必要とする。そのため、業界では、通常真空ヘリウム検出装置内に大量のテストチャンバーを設けて、グループ化された複数の電池セルに対して初期検査を行う。この過程では、1台の検出装置が同時に検出できる電池セルの数が多いほど、初検を行うために必要な設備の数が少なくなり、検出装置の設置面積が小さくなる。しかし、このように設置された複数チャンバーの真空ヘリウム検出装置は、NGを検出しても、具体的なNG電池セルがどれであるかを知ることができないため、NGが検出されると、グループ全体の電池セルを1つずつ抜き取り検査して、NG電池セルを正確に見つける必要がある。この過程では、検出装置が同時に検査できる電池セルの数が多ければ多いほど、シングルサイクルの抜き取り検査に必要な設備が大きくなり、抜き取り検査設備の設置面積も大きくなる。円筒型電池セルの生産ラインを設計する際には、製品のNG率と検出装置のテストチャンバーの数のバランスを求める必要がある。
【0003】
理解できるように、製品のNG率が生産ラインの実際の状況に基づいて客観的に存在し、且つ生産データから算出できるため、NG率が大きく且つ検出装置内のテストチャネルも大きいと、抜き取り検査設備の対応面積がより大きくなり、設備の設置面積を制御できず、生産効率の向上に不利である。NG率が設備の設計能力を超えるまで変動すると、過負荷のスタックが発生し、生産ラインの運営に深刻な影響を与える。そのため、NG率が確定する前提の下で、検出装置のテストチャンバーの数は実際の生産状況に基づいて合理的に配合する必要があり、これにより、設備の全体的な設置面積を減らすことができる。それでも、従来のグループ分けに初期検査して、グループごとに1つずつ抜き取り検査するヘリウム検出方式は、少なからず設置面積を必要としている。
【発明の概要】
【発明が解決しようとする課題】
【0004】
従来技術の問題に鑑みて、本発明は、検出設備の設置面積を減らすとともに、ヘリウム検出の効率を高めることができる円筒型電池セルの高速ヘリウム検出装置の小型化方法を提供することを目的としている。
【課題を解決するための手段】
【0005】
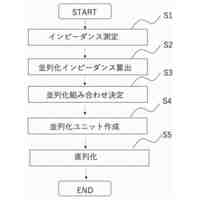
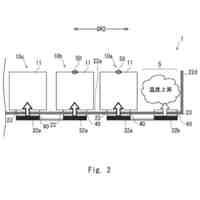
本願発明による円筒型電池セルの高速ヘリウム検出装置の小型化方法は、注液前の検出対象電池セルに対して検出を行うことによってNG製品を選別することを含み、当該方法は以下のステップを含む。
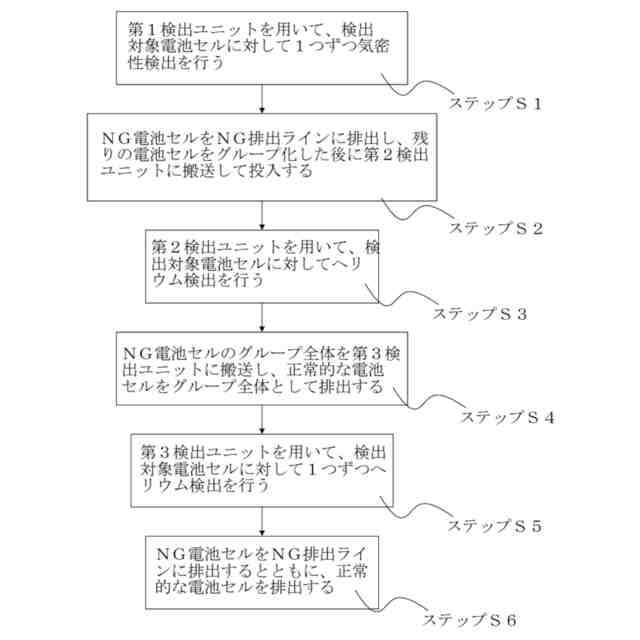
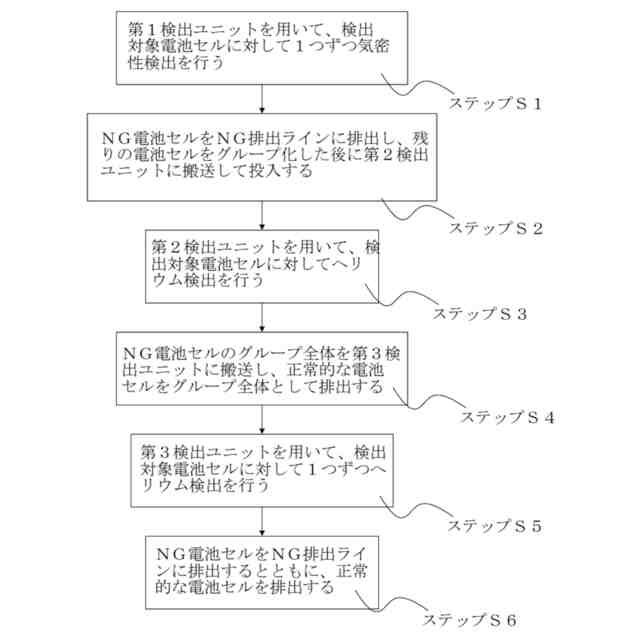
電池セルの初期検査:第1検出ユニットを用いて第1漏れ率で検出対象電池セルに対して1つずつ気密性検査を行い、電池セルの漏れ率が第1漏れ率より大きい検出対象電池セルをNG排出ラインに搬送して排出し、電池セルの漏れ率が前記第1漏れ率より小さいか又はそれに等しい検出対象電池セルをグループ化後に第2検出ユニットに搬送して供給する。
電池セルの初期検査:第2検出ユニットを用いて第2漏れ率で初期検査及びグループ化された後の検出対象電池セルに対してヘリウム検出を行い、もし電池セルの漏れ率が前記第2漏れ率より大きいならば、グループ全体の検出対象電池セルを第3検出ユニットに搬送し、もし電池セルの漏れ率が前記第2漏れ率より小さいか又はそれに等しいならば、グループ全体の検出対象電池セルを排出する。
電池セルの抜き取り検査:第3検出ユニットを用いて、第3漏れ率で検出対象電池セルに対して1つずつヘリウム検出を行い、電池セルの漏れ率が前記第3漏れ率より大きい検出済み電池セルをNG排出ラインに搬送して排出し、電池セルの漏れ率が前記第3漏れ率より小さいか又はそれに等しい検出済み電池セルを排出する。
【0006】
さらに、前記電池セル漏れ率Qは、圧力変化量ΔP、電池セルの容積V及び検出時間長tから算出したもので、計算式は(数1)の通りである。
TIFF
2025089986000002.tif
23
48
【0007】
さらに、前記第1漏れ率、前記第2漏れ率及び前記第3漏れ率が何れも校正値である。
【0008】
さらに、前記第1漏れ率が前記第3漏れ率と校正を行う際に、前記電池セルの容積Vは検出時間長tと同じである。
【0009】
さらに、前記第1漏れ率が前記第3漏れ率よりも大きい。
【0010】
さらに、前記第2検出ユニットは、ヘリウム検出装置が設けられた上部キャビティ、第1下部キャビティ及び第2下部キャビティを含み、前記第1下部キャビティと前記第2下部キャビティには、前記検出対象電池セルを収容するためのテストチャンバーがそれぞれ設けられ、
前記上部キャビティは、前記第1下部キャビティ及び前記第2下部キャビティのいずれか一方が製品を投入するかまたは製品を排出する場合に、前記第1下部キャビティと前記第2下部キャビティのうちの他方に対してヘリウム検出を行うために用いられる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
APB株式会社
二次電池
9日前
日東精工株式会社
端子部品
3日前
株式会社電知
組電池の製造方法
16日前
株式会社東光高岳
変圧器
1か月前
株式会社東光高岳
変圧器
1か月前
ローム株式会社
半導体装置
10日前
株式会社コロナ
タッチ式操作装置
19日前
三菱電機株式会社
漏電遮断器
2日前
三洲電線株式会社
撚線
2日前
株式会社GSユアサ
蓄電装置
16日前
太陽誘電株式会社
コイル部品
10日前
株式会社GSユアサ
蓄電装置
4日前
トヨタ自動車株式会社
二次電池
22日前
トヨタ自動車株式会社
二次電池
11日前
株式会社村田製作所
電池
10日前
CKD株式会社
倣い装置
26日前
株式会社高田製作所
電源切替器
10日前
株式会社GSユアサ
極板積層装置
4日前
ローム株式会社
半導体装置
24日前
株式会社不二越
ソレノイド
15日前
トヨタ自動車株式会社
電池パック
3日前
株式会社不二越
ソレノイド
25日前
矢崎総業株式会社
コネクタ
11日前
トヨタ自動車株式会社
電池パック
5日前
株式会社ダイヘン
搬送装置
22日前
株式会社ダイヘン
ヒューズ
19日前
CKD株式会社
傾き調整装置
26日前
SMK株式会社
コネクタの取付構造
26日前
富士電機株式会社
半導体装置
26日前
株式会社半導体エネルギー研究所
二次電池
16日前
トヨタ自動車株式会社
電池昇温装置
26日前
株式会社ニフコ
構造体
9日前
TDK株式会社
電子部品
10日前
株式会社村田製作所
コイル部品
26日前
日亜化学工業株式会社
発光素子
19日前
TDK株式会社
電子部品
10日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ