TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025088438
公報種別
公開特許公報(A)
公開日
2025-06-11
出願番号
2023203142
出願日
2023-11-30
発明の名称
燃料電池セル及び燃料電池セルの設計方法
出願人
トヨタ紡織株式会社
代理人
個人
,
個人
主分類
H01M
8/0258 20160101AFI20250604BHJP(基本的電気素子)
要約
【課題】膜電極接合体の耐久性を向上できる燃料電池セル及び燃料電池セルの設計方法を提供する。
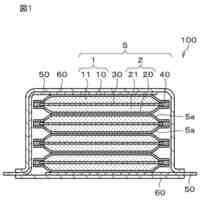
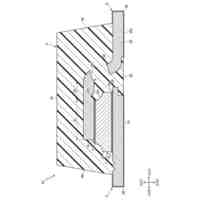
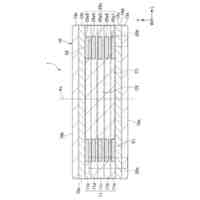
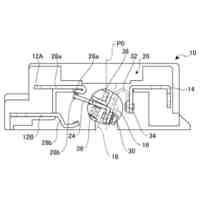
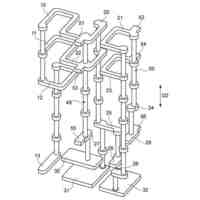
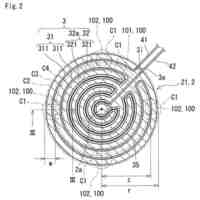
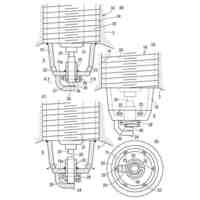
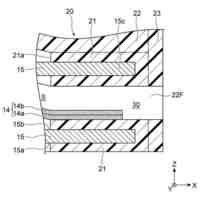
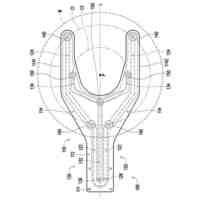
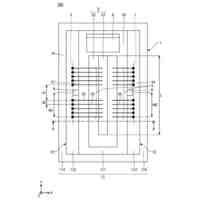
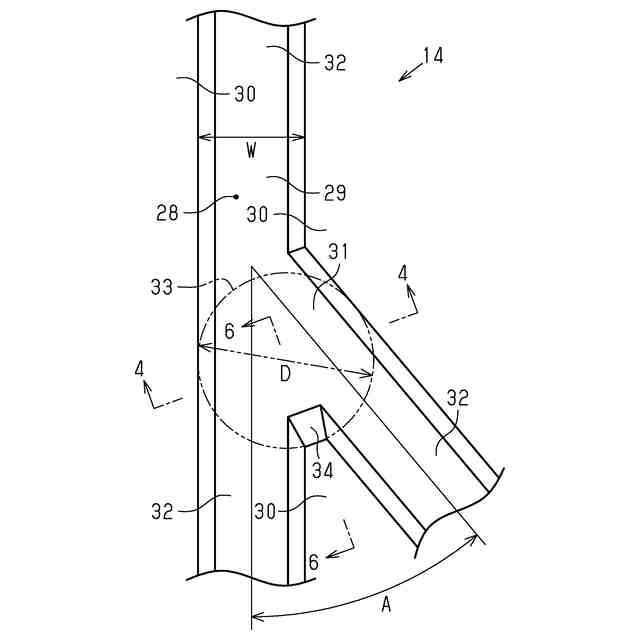
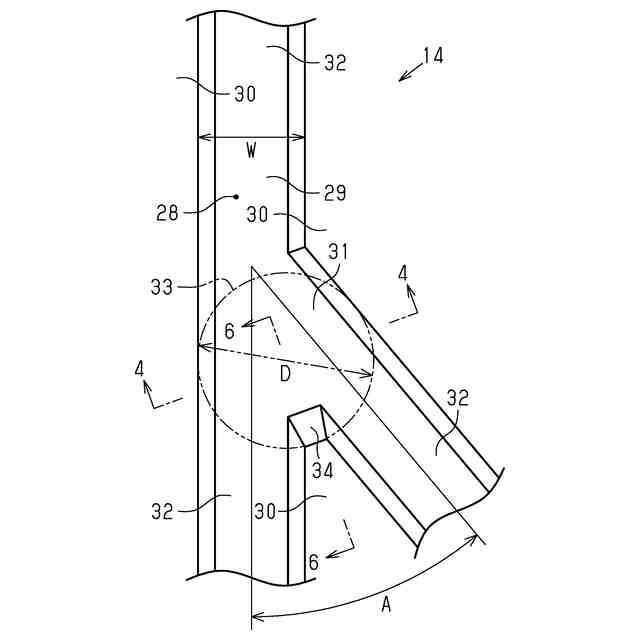
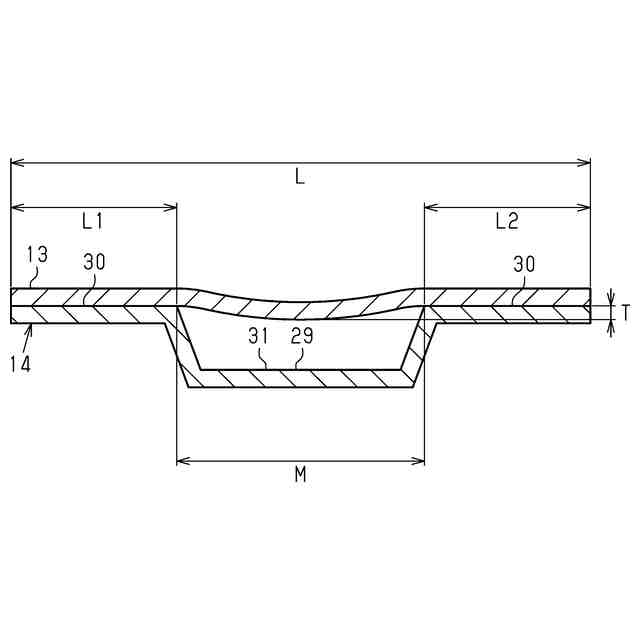
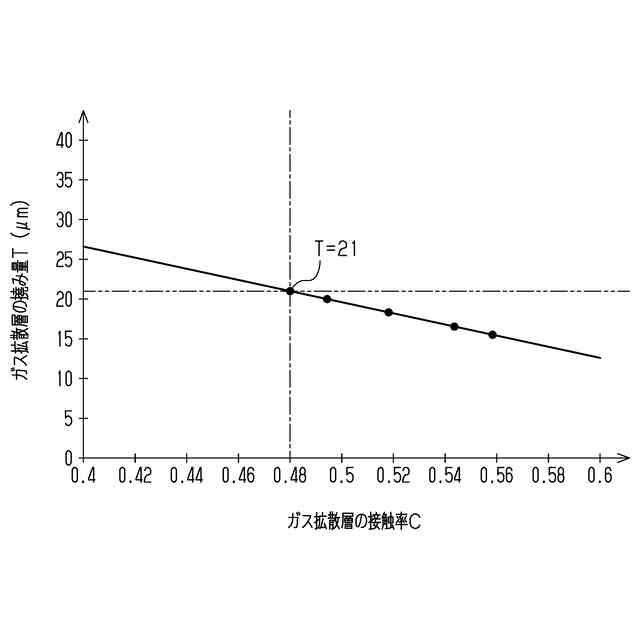
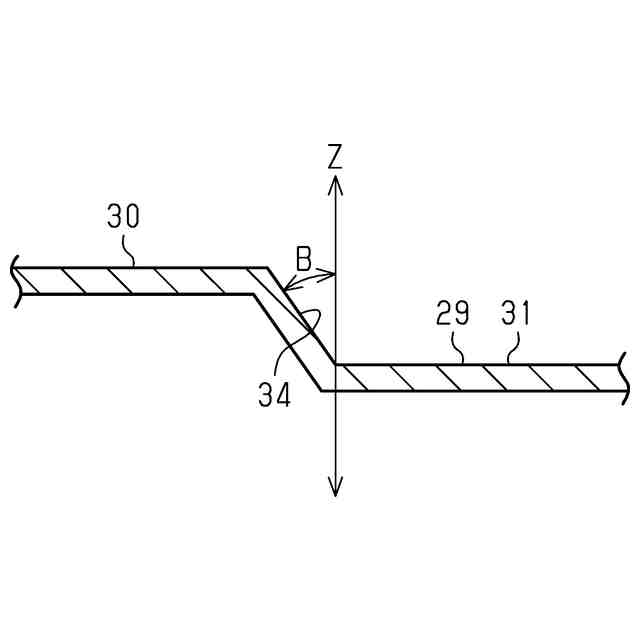
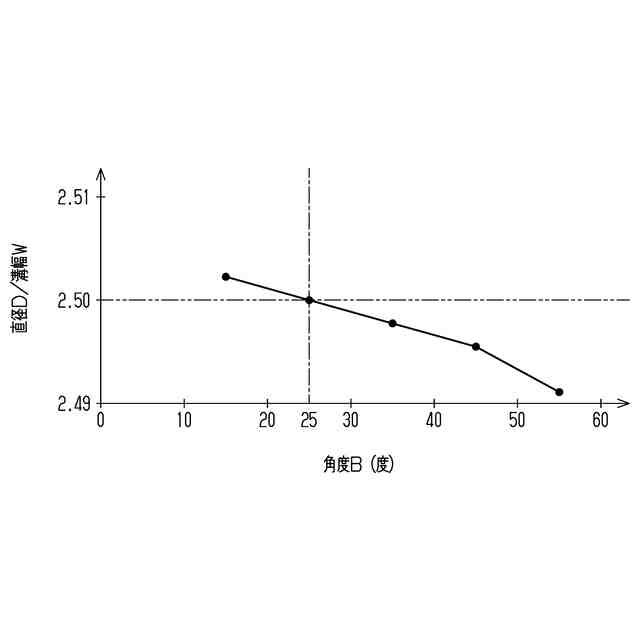
【解決手段】燃料電池セルは、反応ガスを用いて発電する膜電極接合体と、膜電極接合体を挟む一対のガス拡散層と、膜電極接合体及び一対のガス拡散層を挟む一対のセパレータ14とを備えている。ガス拡散層は、ヤング率が1800MPa以上であるとともに厚さが0.12mm以上0.25mm以下である。セパレータ14は、分岐部31を有するとともに膜電極接合体に反応ガスを供給する流路28を形成する溝29を有する。溝29における分岐部31の内接円33の直径Dを溝29における分岐部31以外の一般部32の溝幅Wで除した値は、2.5以下である。
【選択図】図3
特許請求の範囲
【請求項1】
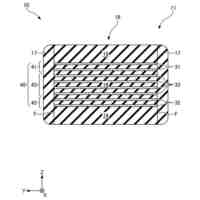
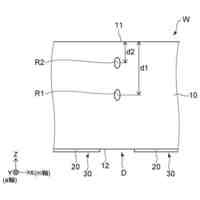
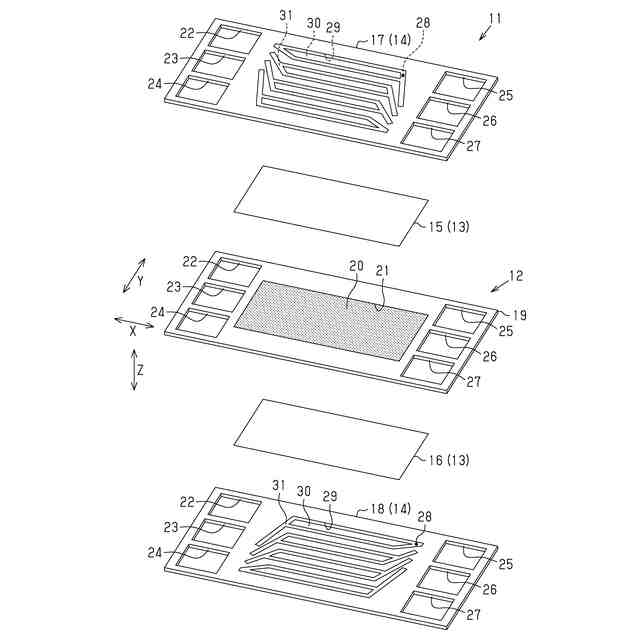
反応ガスを用いて発電する膜電極接合体と、前記膜電極接合体を挟む一対のガス拡散層と、前記膜電極接合体及び一対の前記ガス拡散層を挟む一対のセパレータとを備えた燃料電池セルであって、
前記ガス拡散層は、ヤング率が1800MPa以上であるとともに厚さが0.12mm以上0.25mm以下であり、
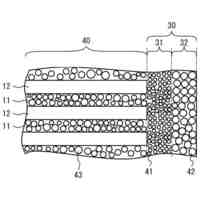
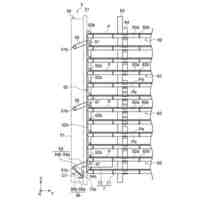
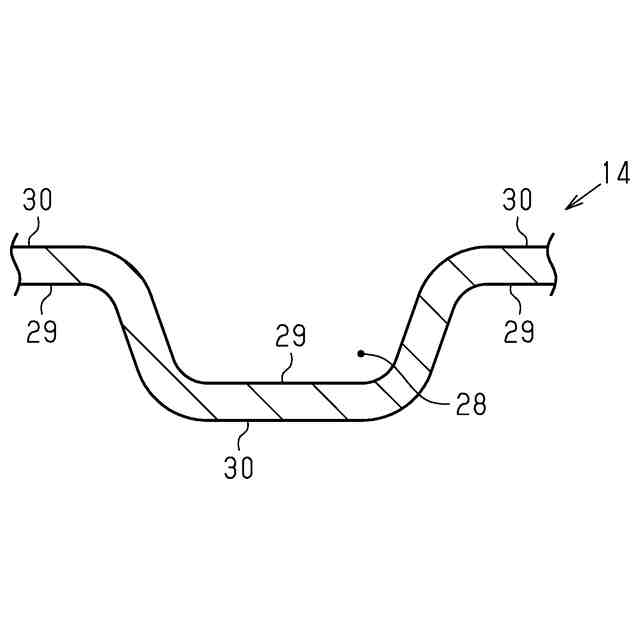
前記セパレータは、分岐部を有するとともに前記膜電極接合体に前記反応ガスを供給する流路を形成する溝を有し、
前記溝における前記分岐部の内接円の直径を前記溝における前記分岐部以外の一般部の幅で除した値は、2.5以下であることを特徴とする燃料電池セル。
続きを表示(約 590 文字)
【請求項2】
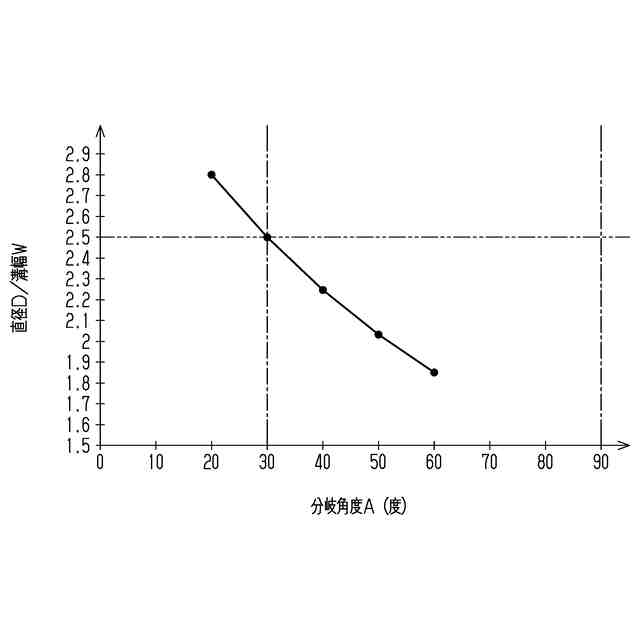
前記溝の前記分岐部における分岐角度は、30°以上90°以下であり、
前記溝の前記分岐部における側面は、前記セパレータの厚さ方向に対して25°以上90°未満の角度で傾斜していることを特徴とする請求項1に記載の燃料電池セル。
【請求項3】
反応ガスを用いて発電する膜電極接合体と、前記膜電極接合体を挟む一対のガス拡散層と、前記膜電極接合体及び一対の前記ガス拡散層を挟む一対のセパレータとを備えた燃料電池セルの設計方法であって、
前記ガス拡散層は、ヤング率が1800MPa以上であるとともに厚さが0.12mm以上0.25mm以下であり、
前記セパレータは、分岐部を有するとともに前記膜電極接合体に前記反応ガスを供給する流路を形成する溝を有し、
前記溝における前記分岐部の内接円の直径を前記溝における前記分岐部以外の一般部の幅で除した値が2.5以下となるように前記溝の形状を設計することを特徴とする燃料電池セルの設計方法。
【請求項4】
前記溝の前記分岐部における分岐角度が30°以上90°以下となり、
前記溝の前記分岐部における側面が前記セパレータの厚さ方向に対して25°以上90°未満の角度で傾斜するように前記溝の形状を設計することを特徴とする請求項3に記載の燃料電池セルの設計方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、燃料電池セル及び燃料電池セルの設計方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
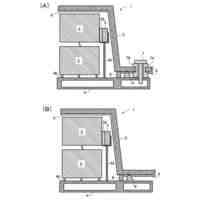
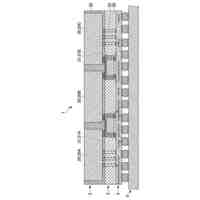
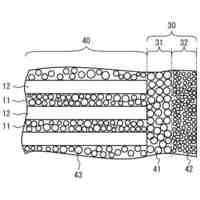
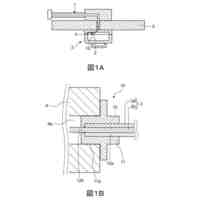
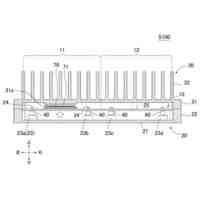
従来、燃料電池セルとして、例えば、特許文献1に示すものが知られている。こうした燃料電池セルは、一対のガス拡散層に挟まれるとともに枠部材に支持された膜電極接合体を一対のセパレータによって挟持された構成になっている。セパレータには、膜電極接合体に反応ガスを供給する溝流路が形成されている。
【先行技術文献】
【特許文献】
【0003】
特開2022-182067号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、上述のような燃料電池セルにおいては、セパレータに形成された溝流路が分岐部を有している。溝流路における分岐部は、幅が溝流路における他の部分よりも広くなるので、ガス拡散層における分岐部に接触する部分が撓み易くなる。このため、膜電極接合体におけるガス拡散層の撓み易くなった部分と接触する部分は、面圧が低下するので、膨潤し易くなる。
【0005】
膜電極接合体は、乾燥と湿潤の繰り返しによって収縮及び膨張する。膜電極接合体における面圧が低下した部分は、収縮及び膨張に伴って変形し易くなる。したがって、膜電極接合体における面圧が低下した部分にかかる負荷が大きくなるので、膜電極接合体の耐久性が低下するという問題がある。
【課題を解決するための手段】
【0006】
以下、上記課題を解決するための手段及びその作用効果について記載する。
上記課題を解決する燃料電池セルは、反応ガスを用いて発電する膜電極接合体と、前記膜電極接合体を挟む一対のガス拡散層と、前記膜電極接合体及び一対の前記ガス拡散層を挟む一対のセパレータとを備えた燃料電池セルであって、前記ガス拡散層は、ヤング率が1800MPa以上であるとともに厚さが0.12mm以上0.25mm以下であり、前記セパレータは、分岐部を有するとともに前記膜電極接合体に前記反応ガスを供給する流路を形成する溝を有し、前記溝における前記分岐部の内接円の直径を前記溝における前記分岐部以外の一般部の幅で除した値は、2.5以下であることを要旨とする。
【0007】
通常、溝における分岐部は、幅が一般部よりも広くなるので、ガス拡散層における分岐部に接触する部分が撓み易くなる。このため、膜電極接合体におけるガス拡散層の撓み易くなった部分と接触する部分は、面圧が低下するので、膨潤し易くなる。膜電極接合体は、発電による湿度変化に伴う乾燥と湿潤の繰り返しによって収縮及び膨張する。膜電極接合体における面圧が低下した部分は、収縮及び膨張に伴って変形し易くなる。この結果、膜電極接合体における面圧が低下した部分にかかる負荷が大きくなるので、膜電極接合体の耐久性が低下するという問題がある。
【0008】
そこで、本願発明者は、以下のように構成することで、膜電極接合体の耐久性の低下が抑制されることを見出した。すなわち、ガス拡散層をヤング率が1800MPa以上であるとともに厚さが0.12mm以上0.25mm以下のものとし、セパレータの溝における分岐部の内接円の直径を溝における分岐部以外の一般部の幅で除した値を2.5以下とするように構成する。したがって、上記構成により、膜電極接合体の耐久性を向上できる。
【0009】
上記課題を解決する燃料電池セルの設計方法は、反応ガスを用いて発電する膜電極接合体と、前記膜電極接合体を挟む一対のガス拡散層と、前記膜電極接合体及び一対の前記ガス拡散層を挟む一対のセパレータとを備えた燃料電池セルの設計方法であって、前記ガス拡散層は、ヤング率が1800MPa以上であるとともに厚さが0.12mm以上0.25mm以下であり、前記セパレータは、分岐部を有するとともに前記膜電極接合体に前記反応ガスを供給する流路を形成する溝を有し、前記溝における前記分岐部の内接円の直径を前記溝における前記分岐部以外の一般部の幅で除した値が2.5以下となるように前記溝の形状を設計することを要旨とする。
【0010】
通常、溝における分岐部は、幅が一般部よりも広くなるので、ガス拡散層における分岐部に接触する部分が撓み易くなる。このため、膜電極接合体におけるガス拡散層の撓み易くなった部分と接触する部分は、面圧が低下するので、膨潤し易くなる。膜電極接合体は、発電による湿度変化に伴う乾燥と湿潤の繰り返しによって収縮及び膨張する。膜電極接合体における面圧が低下した部分は、収縮及び膨張に伴って変形し易くなる。この結果、膜電極接合体における面圧が低下した部分にかかる負荷が大きくなるので、膜電極接合体の耐久性が低下するという問題がある。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
APB株式会社
二次電池
4日前
ローム株式会社
半導体装置
5日前
太陽誘電株式会社
コイル部品
5日前
株式会社高田製作所
電源切替器
5日前
株式会社村田製作所
電池
5日前
株式会社ニフコ
構造体
4日前
TDK株式会社
電子部品
5日前
TDK株式会社
電子部品
5日前
TDK株式会社
電子部品
5日前
Rapidus株式会社
電子装置
5日前
トヨタ自動車株式会社
電池パック
5日前
Rapidus株式会社
電子装置
5日前
住友電気工業株式会社
ウエハ保持台
5日前
太陽誘電株式会社
積層セラミック電子部品
5日前
太陽誘電株式会社
積層セラミック電子部品
5日前
太陽誘電株式会社
コイル部品の製造方法
5日前
太陽誘電株式会社
積層セラミック電子部品
5日前
ダイハツ工業株式会社
副燃焼室付きエンジン
5日前
トヨタ紡織株式会社
燃料電池のセルスタック
5日前
日亜化学工業株式会社
発光素子の製造方法
5日前
株式会社GSユアサ
蓄電装置
5日前
冨士電線株式会社
接続補助具
5日前
日本電波工業株式会社
電子機器
4日前
株式会社豊田自動織機
蓄電モジュール
5日前
豊田鉄工株式会社
バッテリ装置
4日前
信越ポリマー株式会社
パネル収納容器
4日前
日本電波工業株式会社
取付構造
5日前
パナソニックIPマネジメント株式会社
コンデンサ
5日前
三菱電機株式会社
燃料電池システム
4日前
株式会社村田製作所
積層インダクタの製造方法
4日前
トヨタ紡織株式会社
プレス加工装置及びプレス加工方法
5日前
トヨタ自動車株式会社
組電池
5日前
平田機工株式会社
ハンド、搬送装置、及び被搬送物の搬送方法
5日前
日亜化学工業株式会社
発光装置、及び発光装置の製造方法
5日前
トヨタ自動車株式会社
電池モジュール
4日前
株式会社ディスコ
ウエーハの加工方法
5日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ