TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025087178
公報種別
公開特許公報(A)
公開日
2025-06-10
出願番号
2023201649
出願日
2023-11-29
発明の名称
高Cr継目無鋼管の製造方法および圧延方法
出願人
JFEスチール株式会社
代理人
個人
主分類
B21B
19/04 20060101AFI20250603BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】9%以上かつ17%以下のCrを含有する難加工性の鋼素材であっても、外表面に発生する延性破壊に起因する圧延疵を抑制することができる高Cr継目無鋼管の製造方法および圧延方法を提供する。
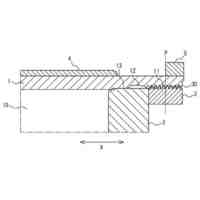
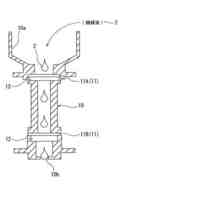
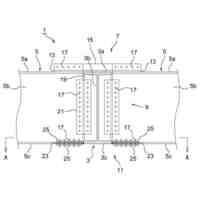
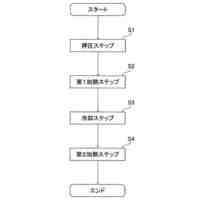
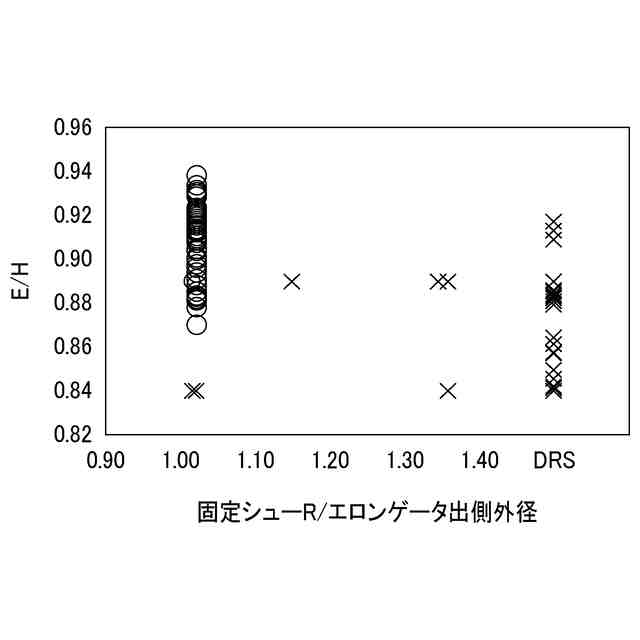
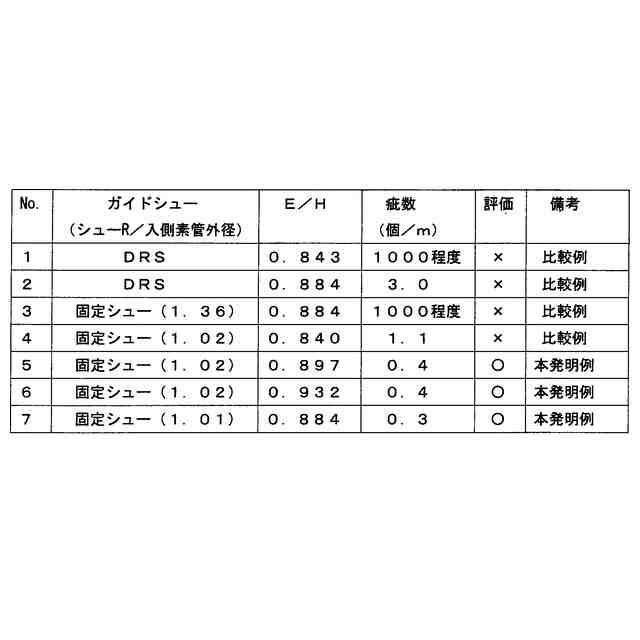
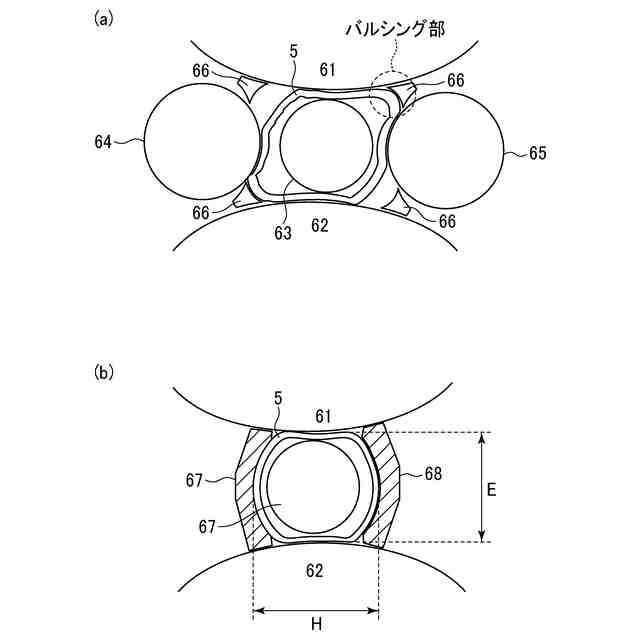
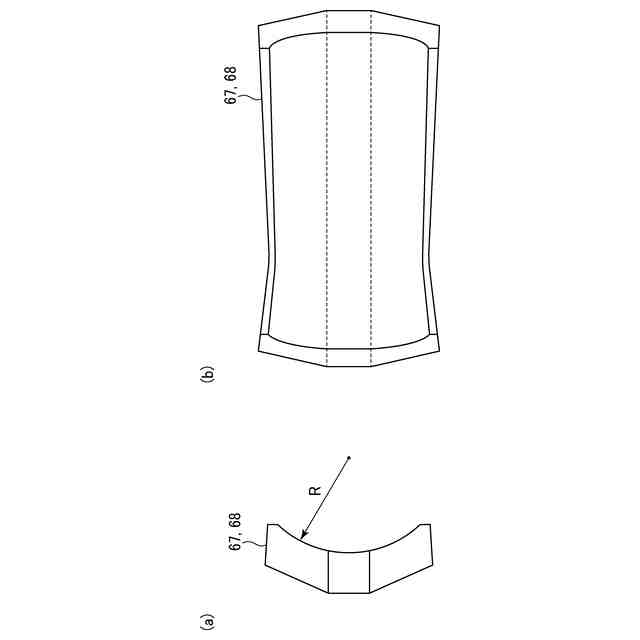
【解決手段】高Cr継目無鋼管の製造方法は、質量%で9%以上かつ17%以下のCrを含有する鋼鋳片を、加熱炉で加熱する工程と、次いで、鋼鋳片をピアサー・ミルで穿孔して素管を形成する工程と、素管を圧延機により管体形状にまで成形圧延する工程とを有する。成形圧延する工程は、圧延機に含まれるエロンゲータにより素管を延伸圧延することを含み、該延伸圧延に際し、エロンゲータの左右のガイドシューとして、その円弧部の曲率半径が出側の素管直径である出側素管寸法以上かつ出側素管寸法×1.022以下の固定シューを適用し、かつ0.87≦(E/H)≦0.94を満たす。ただし、Eは圧延ロール間隔、Hはガイドシュー間隔である。
【選択図】 図5
特許請求の範囲
【請求項1】
質量%で9%以上かつ17%以下のCrを含有する高Cr継目無鋼管の製造方法であって、
質量%で9%以上かつ17%以下のCrを含有する鋼鋳片を、加熱炉で加熱する工程と、
次いで、前記鋼鋳片をピアサー・ミルで穿孔して素管を形成する工程と、
前記素管を圧延機により管体形状にまで成形圧延する工程と、
を有し、
前記成形圧延する工程は、前記圧延機に含まれるエロンゲータにより前記素管を延伸圧延することを含み、該延伸圧延に際し、前記エロンゲータの左右のガイドシューとして、その円弧部の曲率半径が出側の素管直径である出側素管寸法以上かつ出側素管寸法×1.022以下の固定シューを適用し、かつ下記(1)を満たす、高Cr継目無鋼管の製造方法。
0.87≦(E/H)≦0.94 (1)
ただし、E:圧延ロール間隔、H:ガイドシュー間隔である。
続きを表示(約 560 文字)
【請求項2】
前記エロンゲータにより前記素管を延伸圧延する際に、拡管率を1.10%以下とする、請求項1に記載の高Cr継目無鋼管の製造方法。
【請求項3】
前記加熱する工程の際の加熱温度をAC
4
変態点-60℃以上1350℃以下とする、請求項1または請求項2に記載の高Cr継目無鋼管の製造方法。
【請求項4】
質量%で9%以上かつ17%以下のCrを含有する高Cr継目無鋼管の圧延方法であって、質量%で9%以上かつ17%以下のCrを含有する鋼鋳片を、加熱炉で加熱後、前記鋼鋳片をピアサー・ミルで穿孔し、引き続きエロンゲータで延伸圧延するに際し、
前記エロンゲータの左右のガイドシューとして、その円弧部の曲率半径が出側の素管直径である出側素管寸法以上かつ出側素管寸法×1.022以下の固定シューを適用し、かつ下記(1)を満たすように延伸圧延する、高Cr継目無鋼管の圧延方法。
0.87≦(E/H)≦0.94 (1)
ただし、E:圧延ロール間隔、H:ガイドシュー間隔である。
【請求項5】
前記エロンゲータにより前記素管を延伸圧延する際に、拡管率を1.10%以下とする、請求項4に記載の高Cr継目無鋼管の圧延方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、高Cr継目無鋼管の製造方法および圧延方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
油井管等に多用される継目無鋼管は、ビレットと称される鋼鋳片を素材にして製造される。具体的には、素材である鋼鋳片(例えば、丸ビレット)を加熱炉で加熱してから、ピアサー・ミル(傾斜圧延機)で該素材にプラグを押し当て穿孔して、素管を形成する。そして、引続き、該素管の孔に、同様にプラグを挿入して、拡管、延伸、磨管を行うエロンゲータ、プラグ・ミル、リーラーまたはマンドレル・ミルからなる圧延機で管体形状にまで成形圧延する。さらに、得られた管体は、再加熱炉を経てサイジング・ミルという多段の絞り圧延機により外径と肉厚を所定寸法まで絞り込まれ、製品とされる。
【0003】
継目無鋼管の素材として一般鋼に比べて熱間加工性が劣る高Cr素材を用いる場合には、圧延疵の問題に対応するため、種々の技術が提案されている。
【0004】
特許文献1には、9質量%以上のCrを含有する鋼管素材を(Ac
4
変態点+10℃)以上の温度に加熱し、傾斜圧延方式による圧延で穿孔し、延伸して所定寸法の継目無鋼管とすることで、圧延疵を多発させることなく、高Cr継目無鋼管を製造できる技術が提案されている。
【0005】
また、特許文献2には、高合金継目無鋼管を製造するにあたり、高合金鋼の穿孔圧延工程における圧延疵を抑制することができる技術が提案されている。
【0006】
特許文献3には、2相ステンレス鋼からなる継目無鋼管を絞り圧延する際に、外径加工度Rd(%)と減肉量ΔT(mm)とを所定の式に規定する範囲で製造することで、サイザーやストレッチレディーサー等の絞り圧延機に起因する内面疵を抑制する製造技術が提案されている。
【0007】
特許文献4には、穿孔圧延用工具表面の少なくとも一部に、潤滑剤全量に対する質量%で、Li含有化合物をLi
2
O
3
換算で0.01%以上20%未満を含有してなる塑性の潤滑剤をコーティングし、該工具で穿孔圧延することにより、内面品質が優れた継目無鋼管を製造する技術が提案されている。
【0008】
特許文献5には、穿孔圧延用工具の中心軸上に延び、穿孔せれるビレットの中心部を通す貫通孔を有するプラグで穿孔圧延することにより、内面品質が優れた継目無鋼管を製造する技術が提案されている。
【0009】
特許文献6は圧延疵に関するものではなく、高Cr術継目無鋼管をエロンゲータで拡管する際の真円度不良を抑制に関するものであるが、高Cr術継目無鋼管を製造する際の一般的な工程が記載されている。
【先行技術文献】
【特許文献】
【0010】
特開2005-14031号公報
特開2009-241075号公報
特開2005-14032号公報
特開2016-107338号公報
国際公開第2013/065780号
特開2019-25508号公報
【発明の概要】
【発明が解決しようとする課題】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
JFEスチール株式会社
高圧水素容器
23日前
JFEスチール株式会社
異物の評価方法
4日前
JFEスチール株式会社
大梁・小梁接合構造
1日前
JFEスチール株式会社
大梁・小梁接合構造
1日前
JFEスチール株式会社
大梁・小梁接合構造
1日前
JFEスチール株式会社
熱延鋼板の製造方法
3日前
JFEスチール株式会社
高炉の原料装入方法
7日前
JFEスチール株式会社
鋼材の通電加熱方法
8日前
JFEスチール株式会社
管台及び、管台の交換方法
23日前
JFEスチール株式会社
品質不良診断装置および品質不良診断方法
10日前
JFEスチール株式会社
構造物用クラッド鋼板、その製造方法および構造物
3日前
JFEスチール株式会社
検出装置、検出システム、検出方法、及びモデル生成装置
1日前
JFEスチール株式会社
検出装置、検出システム、検出方法、及びモデル生成装置
1日前
JFEスチール株式会社
フィルム型太陽光発電装置の取付構造、フィルム型太陽光発電装置付き外装材、構造物
23日前
JFEスチール株式会社
定形耐火物、定形耐火物の製造方法、定形耐火物の施工方法、および、竪型炉のライニング構造
16日前
JFEスチール株式会社
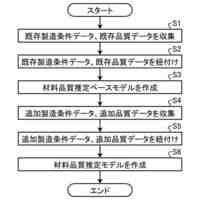
材料品質推定モデルの作成方法、材料品質推定方法、材料品質推定モデルの作成装置、材料品質推定装置および材料品質推定モデルの作成システム
10日前
個人
ヘッダー加工機
1か月前
日東精工株式会社
中空軸部品の製造方法
1か月前
日伸工業株式会社
プレス加工装置
1か月前
株式会社不二越
NC転造盤
22日前
東栄工業株式会社
ダブルデッキヘミング金型
1か月前
トヨタ紡織株式会社
プレス金型
1か月前
工機ホールディングス株式会社
ニブラ
2か月前
トヨタ自動車株式会社
打ち抜き加工方法
2か月前
株式会社アマダ
曲げ加工機
1か月前
株式会社吉野機械製作所
プレス機械
1か月前
浙江飛剣工貿有限公司
二重片口の製造方法
1か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
1か月前
ユニオンツール株式会社
転造ダイスセット
1か月前
JFEスチール株式会社
熱延鋼板の製造方法
3日前
株式会社アマダ
プレスブレーキ
3日前
株式会社TMEIC
誘導加熱装置
1か月前
株式会社TMEIC
制御システム
1か月前
日産自動車株式会社
金属板の曲げ加工方法
2か月前
トヨタ紡織株式会社
パンチ及びプレス金型
2か月前
三協オイルレス工業株式会社
リフタユニット
29日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ