TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025086505
公報種別
公開特許公報(A)
公開日
2025-06-09
出願番号
2023200518
出願日
2023-11-28
発明の名称
ミシン
出願人
JUKI株式会社
代理人
個人
,
個人
主分類
D05B
19/16 20060101AFI20250602BHJP(縫製;刺しゅう;タフティング)
要約
【課題】被縫製物の送り量をアクチュエータで調節するミシンにおいて送りレバーの操作性を向上させる。
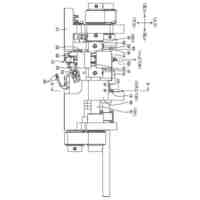
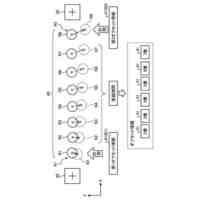
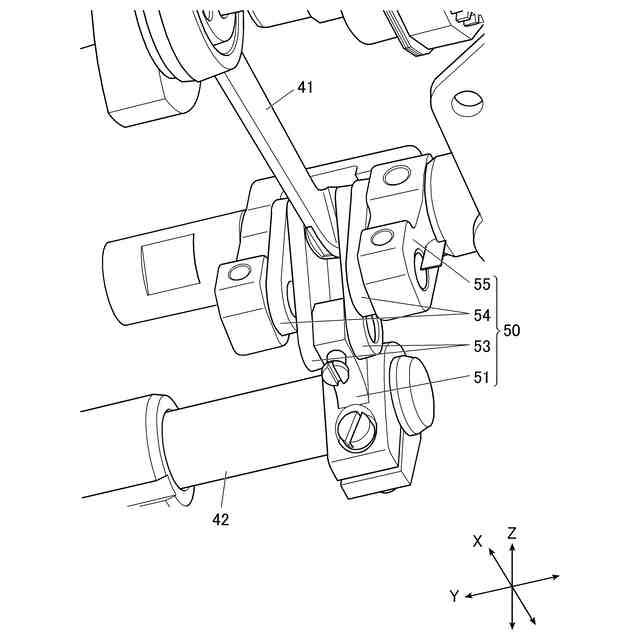
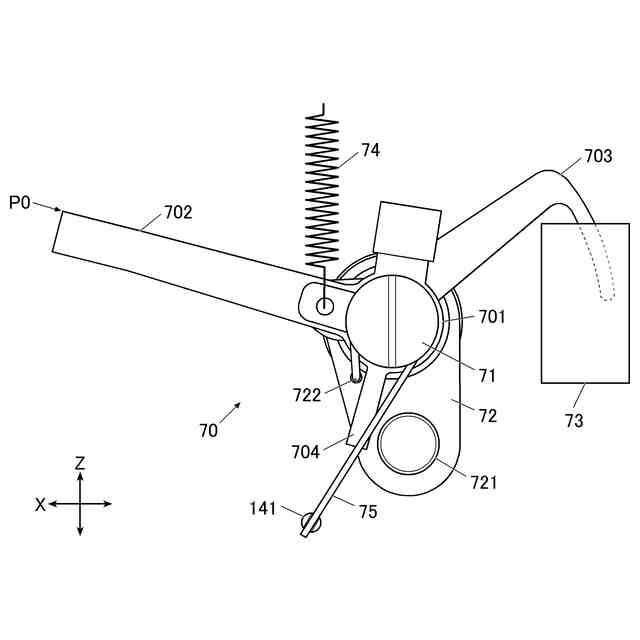
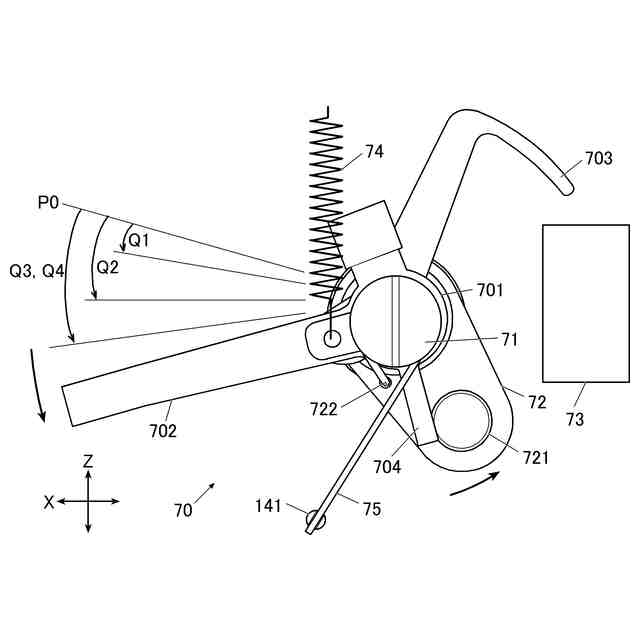
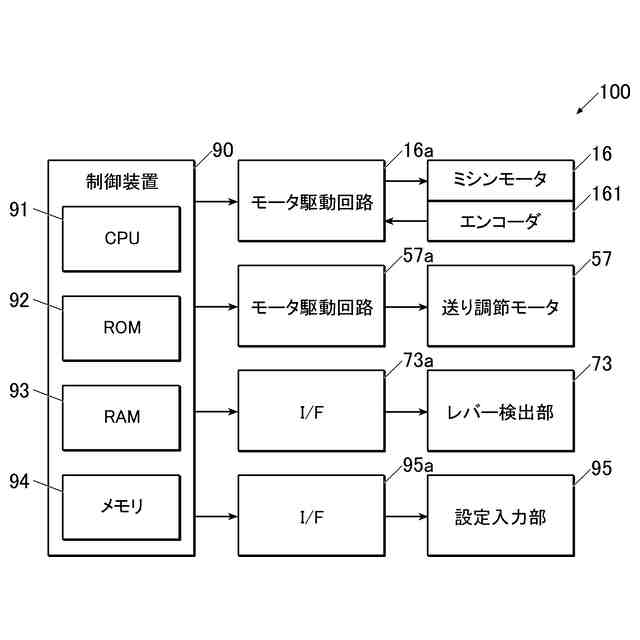
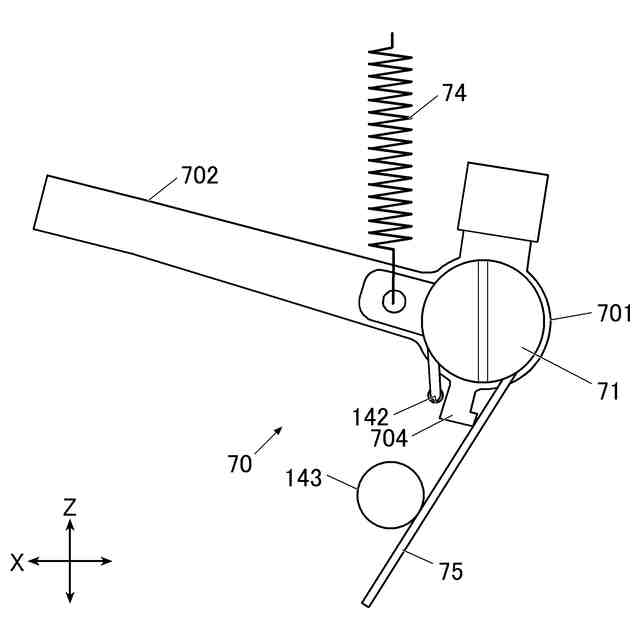
【解決手段】被縫製物の送り量をアクチュエータ57によって変更調節する送り調節機構50と、送り量を設定する設定入力部95と、設定入力部からの送り量の設定値に従って送り調節機構のアクチュエータの動作量を制御する制御装置90とを備え、初期位置P0からの回動操作によって送り量を変更調節するための送りレバー70と、送りレバーを初期位置に復帰させる第一復帰バネ74と、送りレバーの初期位置からの操作量を検出する検出部73とを有し、制御装置は、検出部によって検出される送りレバーの初期位置からの操作量が第一操作量Q1以内である場合には、アクチュエータの動作量を変動させず、第一操作量を超える場合に、当該操作量に応じてアクチュエータの動作量を変動させる。
【選択図】図5
特許請求の範囲
【請求項1】
被縫製物の送り量をアクチュエータによって変更調節する送り調節機構と、
被縫製物の送り量を設定する設定入力部と、
前記設定入力部からの被縫製物の送り量の設定値に従って前記送り調節機構のアクチュエータの動作量を制御する制御装置と、
を備えるミシンにおいて、
初期位置からの回動操作によって被縫製物の送り量を変更調節するための送りレバーと、
前記送りレバーを前記初期位置に復帰させる第一復帰バネと、
前記送りレバーの前記初期位置からの入力操作量を検出する検出部とを有し、
前記制御装置は、
前記検出部によって検出される前記送りレバーの前記初期位置からの入力操作量が第一操作量以内である場合には、前記アクチュエータの動作量を変動させず、
前記検出部によって検出される前記送りレバーの前記初期位置からの入力操作量が第一操作量を超える場合に、当該入力操作量に応じて前記アクチュエータの動作量を変動させることを特徴とするミシン。
続きを表示(約 1,000 文字)
【請求項2】
前記送りレバーの前記初期位置からの入力操作量が前記第一操作量を超える場合に、前記第一復帰バネと共に前記送りレバーに前記初期位置側への弾性力を付与する第二復帰バネを備えることを特徴とする請求項1に記載のミシン。
【請求項3】
前記制御装置は、前記検出部による前記送りレバーの前記初期位置からの入力操作量の検出値が前記第一操作量を超える場合に、前記入力操作量の増加に伴い前記被縫製物の送り量を低減させるように前記アクチュエータを制御することを特徴とする請求項1又は請求項2に記載のミシン。
【請求項4】
前記制御装置は、前記検出部による前記送りレバーの前記初期位置からの入力操作量の検出値が前記第一操作量より大きな第二操作量に達すると、前記被縫製物の送り量を0にまで低減させると共に、前記第二操作量を超える場合に、前記入力操作量の増加に伴い前記被縫製物の送り量を逆送りで増加させるように前記アクチュエータを制御することを特徴とする請求項3に記載のミシン。
【請求項5】
前記制御装置は、前記検出部による前記送りレバーの前記初期位置からの入力操作量の検出値が前記第二操作量より大きな第三操作量と同一又はそれ以上になると、前記被縫製物の送り量を逆送りの既定の最大値を維持するように前記アクチュエータを制御することを特徴とする請求項4に記載のミシン。
【請求項6】
前記設定入力部からの入力により、前記第一操作量を任意に設定可能とすることを特徴とする請求項3に記載のミシン。
【請求項7】
前記設定入力部からの入力により、前記第二操作量を任意に設定可能とすることを特徴とする請求項4に記載のミシン。
【請求項8】
前記設定入力部からの入力により、前記第三操作量を任意に設定可能とすることを特徴とする請求項5に記載のミシン。
【請求項9】
前記制御装置は、前記検出部による前記送りレバーの前記初期位置からの入力操作量の検出値が前記第一操作量より大きな第四操作量と同一又はそれ以上になると、前記被縫製物の送り量を既定の目標値を維持するように前記アクチュエータを制御することを特徴とする請求項1又は請求項2に記載のミシン。
【請求項10】
前記設定入力部からの入力により、前記第四操作量を任意に設定可能とすることを特徴とする請求項9に記載のミシン。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、アクチュエータによって被縫製物の送り量を調節可能なミシンに関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
押さえ足と送り歯で被縫製物を挟み込んで送りを行う従来のミシンは、被縫製物の縫いピッチ(一針ごとの送り量)をモータ等のアクチュエータにより調節可能とし、操作パネルから設定された任意の縫いピッチで被縫製物の送りを行うことを可能としていた(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特開2019-055108号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
一方、縫製の際には、状況に応じて縫いピッチを一時的に変更したいという要請がある。
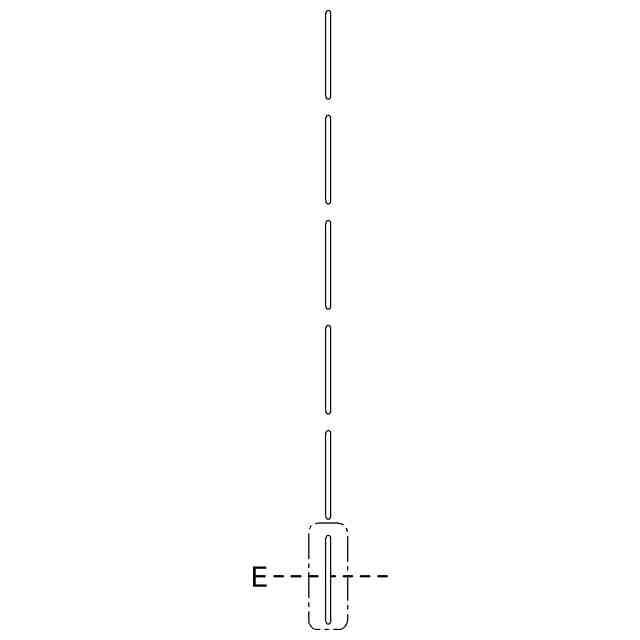
例えば、図9に示すように、縫い終わりの目標位置Eが近くなると、現在の縫いピッチのままで縫製を行うと、最終針で目標位置Eを超えてしまうことが予想される場合、ミシンのオペレータは、最終針だけ、縫いピッチが小さくなるように設定値を変更し、図10のように、目標位置Eで縫いが完了するように調整を行う。
その他にも、縫い開始時や縫い終わり時に返し縫いを行いたいという要請や、縫い終わりの際に非常に小さい縫いピッチで縫製を行ういわゆるコンデンス縫いを行いたいという要請もある。
これらのような一時的な縫いピッチの調整を容易に行うために、従来からミシンには手動操作によって縫いピッチや送り方向を一時的に調節するための送りレバーが設けられていた。
【0005】
この送りレバーは、縫いピッチをモータで調節するミシン(以下、モータ調節式のミシンという)より旧式である手動の調節ダイヤルによって縫いピッチを調節するミシン(以下、機械調節式のミシンという)に搭載されている。
送りレバーは、その利便性からモータ調節式のミシンにも搭載することが望まれている。
機械調節式のミシンの場合、送り調節機構に送りレバーの入力トルクが伝達されるように組み込みを行えばよいが、モータ調節式のミシンの場合には、送り調節機構にモータが接続されているので、送りレバーの入力トルクをそのまま入力するとモータとの干渉を生じるため、送り調節機構に送りレバーをそのまま組み込むことが難しい。
【0006】
このため、モータ調節式のミシンに送りレバーを搭載するためには、送りレバーによる回転操作量をセンサで検出し、検出された回転操作量に応じて被縫製物の縫いピッチが変更調節されるようにモータの制御を行う必要があった。
【0007】
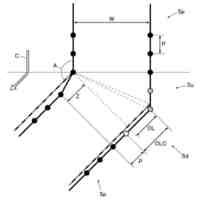
図11は、送りレバーの動作状態を示した正面図である。送りレバーは、二点鎖線上図で示した位置が操作しない場合の初期位置P0であり、当該初期位置P0から下方に押し下げて縫いピッチの変更調節を行う。
機械調節式のミシンに組み込まれた送りレバーの場合、送りレバーからのトルクを伝達する部材同士の間にあそびが設けられており、二点鎖線上図で示した初期位置P0から二点鎖線下図で示した第一位置P1までの間があそびによる空走期間となる。そして、第一位置P1から実線で示した第二位置P2までの実入力区間は、送りレバーからのトルクを伝達する部材同士が当接して送り調節機構にトルクを入力し、縫いピッチの変更調節を行うことが可能になっている。
なお、送りレバーの空走区間は、送りレバーを軽い力で操作することができるが、実入力区間では、人力によって送り調節機構の部材を動かすので、空走区間よりも力を入れて送りレバーを操作する必要がある。
【0008】
一方、モータ調節式のミシンに送りレバーを搭載した場合には、機械的なあそびが存在しないので、送りレバーの空走区間が存在せず、送りレバーを初期位置P0から押し下げるとすぐに縫いピッチの変動が生じる。
縫いピッチの調節のように微細な操作が要求される場合、従来の機械調節式のミシンの送りレバーのようなあそびによる空走区間が縫いピッチの変動が発生する前の予報的な効果があるため、オペレータにとっては操作を行い易く、調節作業を良好に行うことが可能となる場合がある。特に、縫いピッチの変更操作をタイミング良く行おうとする場合には、その効果がより顕著となる。
また、機械調節式のミシンの送りレバーは、空走区間と実入力区間とで送りレバーを入力する反発力が切り替わるので、送りレバーが実入力区間に入ることを感触によって把握できるため、調節作業をさらに良好に行うことが可能であった。
【0009】
本発明は、アクチュエータによって被縫製物の送り量を調節可能なミシンにおいて送りレバーの操作性の向上を図ることをその目的とする。
【課題を解決するための手段】
【0010】
本発明は、ミシンにおいて、
被縫製物の送り量をアクチュエータによって変更調節する送り調節機構と、
被縫製物の送り量を設定する設定入力部と、
前記設定入力部からの被縫製物の送り量の設定値に従って前記送り調節機構のアクチュエータの動作量を制御する制御装置と、
を備えるミシンにおいて、
初期位置からの回動操作によって被縫製物の送り量を変更調節するための送りレバーと、
前記送りレバーを前記初期位置に復帰させる第一復帰バネと、
前記送りレバーの前記初期位置からの入力操作量を検出する検出部とを有し、
前記制御装置は、
前記検出部によって検出される前記送りレバーの前記初期位置からの入力操作量が第一操作量以内である場合には、前記アクチュエータの動作量を変動させず、
前記検出部によって検出される前記送りレバーの前記初期位置からの入力操作量が第一操作量を超える場合に、当該入力操作量に応じて前記アクチュエータの動作量を変動させることを特徴とする。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
JUKI株式会社
ミシン
26日前
JUKI株式会社
ミシン
1か月前
JUKI株式会社
ミシン
1か月前
JUKI株式会社
ミシン
3か月前
JUKI株式会社
ゴム繋ぎ装置
1か月前
JUKI株式会社
ミシンの布押え
1か月前
JUKI株式会社
差動送りミシン
1か月前
JUKI株式会社
取得装置及び二本針ミシン
1か月前
JUKI株式会社
部品実装装置及びオフセット情報取得方法
1か月前
JUKI株式会社
3次元計測装置、部品実装装置、及び3次元計測方法
1か月前
JUKI株式会社
3次元計測装置、部品実装装置、及び3次元計測方法
1か月前
JUKI株式会社
3次元計測装置、部品実装装置、及び3次元計測方法
1か月前
JUKI株式会社
検査装置、サービス提供方法及び検査プログラムの提供方法
3か月前
個人
下糸連続供給装置
28日前
株式会社バルダン
ミシン
1か月前
JUKI株式会社
ミシン
26日前
ブラザー工業株式会社
ミシン
1か月前
ブラザー工業株式会社
ボビン
1か月前
ブラザー工業株式会社
ミシン
1か月前
個人
ニードルパンチ針を使用した仮留め器具
1か月前
ブラザー工業株式会社
縫製装置
1か月前
個人
縫製方法
3か月前
JUKI株式会社
ミシンの布押え
1か月前
ブラザー工業株式会社
糸巻回装置
1か月前
ブラザー工業株式会社
糸巻回装置
1か月前
株式会社PEGASUS
偏平縫いミシンの送り装置
1か月前
ブラザー工業株式会社
ミシンフレーム
4か月前
株式会社PEGASUS
偏平縫いミシンの押え装置
1か月前
JUKI株式会社
ミシン
1か月前
KLASS株式会社
畳縫着装置
2か月前
JUKI株式会社
ミシン
3か月前
JUKI株式会社
ミシン
1か月前
JUKI株式会社
取得装置及び二本針ミシン
1か月前
星鋭縫じん機股ふん有限公司
ミシン
3か月前
ブラザー工業株式会社
ミシン及びミシン制御方法
2か月前
JUKI株式会社
ゴム繋ぎ装置
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ