TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025085331
公報種別
公開特許公報(A)
公開日
2025-06-05
出願番号
2023199136
出願日
2023-11-24
発明の名称
ロータの製造方法およびロータの製造装置
出願人
トヨタ紡織株式会社
代理人
個人
,
個人
主分類
H02K
15/035 20250101AFI20250529BHJP(電力の発電,変換,配電)
要約
【課題】ロータの生産性の低下を抑えることのできるロータの製造方法およびロータの製造装置を提供する。
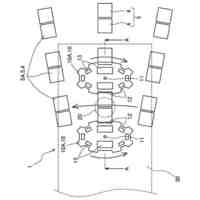
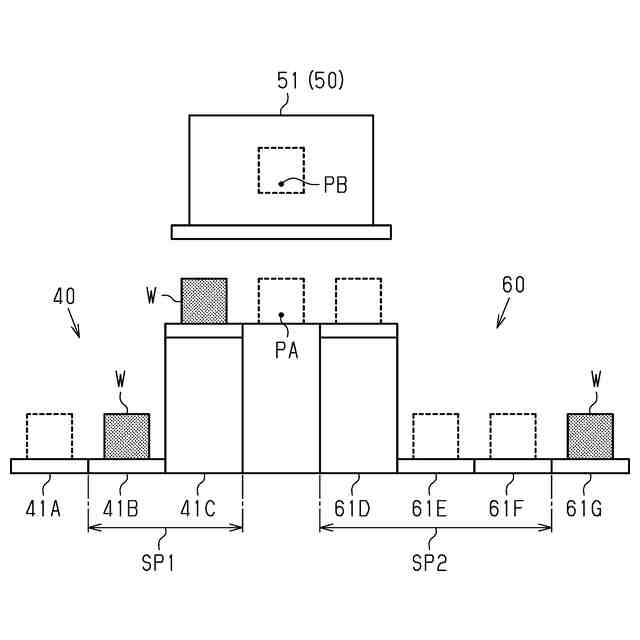
【解決手段】ロータの製造方法およびロータの製造装置は、ロータコアと、磁石と、ロータコアに対して磁石を固定する樹脂材とを備えるロータに適用される。ロータの製造にかかる各工程の正常実行時には、第1搬送装置40の貯留スペースSP1に所定数のワークが溜まった状態になるとともに、第2搬送装置60に所定数以上のワークを溜めるための空きスペースSP2が設定される。前工程および後工程の少なくとも一方の停止時には、第1搬送工程では貯留スペースSP1に溜まっているワークを成形装置50に搬送する。成形工程では搬送したワークに対して成形装置50による樹脂材の成形を実行する。第2搬送工程では成形実行後のワークを空きスペースSP2まで搬送する。
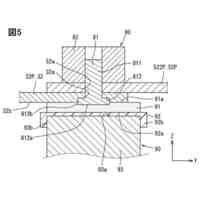
【選択図】図5
特許請求の範囲
【請求項1】
磁石収容孔を有するロータコアと、前記磁石収容孔に収容された磁石と、前記磁石収容孔に充填されて前記ロータコアに対して前記磁石を固定する樹脂材と、を備えるロータの製造方法であって、
前記磁石収容孔に前記磁石が収容された状態のワークを形成する前工程と、
前記前工程の後に、第1搬送装置によって成形機を含む成形装置に前記ワークを搬送する第1搬送工程と、
前記第1搬送工程の後に、前記成形装置によって前記磁石収容孔に前記樹脂材を成形する成形工程と、
前記成形工程の後に、第2搬送装置によって前記ワークを前記成形装置から後工程装置に搬送する第2搬送工程と、
前記第2搬送工程の後に、前記後工程装置によって前記ワークに対して後処理を行う後工程と、を備え、
前記ロータの製造にかかる各工程の正常実行時には、前記第1搬送装置の貯留スペースに所定数の前記ワークが溜まった状態になるとともに、前記第2搬送装置に前記所定数以上の前記ワークを溜めるための空きスペースが設定されるように、前記各工程を実行し、
前記前工程および前記後工程の少なくとも一方の停止時には、前記第1搬送工程では前記貯留スペースに溜まっている前記ワークを前記成形装置に搬送し、前記成形工程では前記搬送した前記ワークに対して前記成形装置による前記樹脂材の成形を実行し、前記第2搬送工程では成形実行後の前記ワークを前記空きスペースまで搬送する、
ロータの製造方法。
続きを表示(約 1,100 文字)
【請求項2】
前記空きスペースとして、前記所定数に「1」を加算した数の前記ワークが溜まるスペースが設定される、
請求項1に記載のロータの製造方法。
【請求項3】
前記空きスペースとしては、前記所定数の前記ワークが溜まるスペースが設定される、
請求項1に記載のロータの製造方法。
【請求項4】
前記各工程の正常実行時における前記第1搬送工程では、前記所定数に「1」を加算した数の前記ワークが前記第1搬送装置に溜まったことを条件に、前記第1搬送装置の前記貯留スペースに溜まっている前記ワークの前記成形装置への搬送を実行する、
請求項1~3のいずれか一項に記載のロータの製造方法。
【請求項5】
前記成形工程では、熱可塑性の樹脂材料によって前記樹脂材を成形する、
請求項1~3のいずれか一項に記載のロータの製造方法。
【請求項6】
磁石収容孔を有するロータコアと、前記磁石収容孔に収容された磁石と、前記磁石収容孔に充填されて前記ロータコアに対して前記磁石を固定する樹脂材と、を備えるロータを製造する製造装置であって、
前記磁石収容孔に前記磁石が収容された状態のワークを形成する前工程装置と、
成形機を含むとともに同成形機によって前記ワークにおける前記磁石収容孔に前記樹脂材を成形する成形装置と、
前記樹脂材が成形された前記ワークに対して後処理を行う後工程装置と、
前記前工程装置から前記成形装置に前記ワークを搬送する第1搬送装置と、
前記成形装置から前記後工程装置に前記ワークを搬送する第2搬送装置と、
前記製造装置を構成する各装置の作動を制御する制御部と、を有し、
前記制御部は、
前記各装置の正常作動時には、前記第1搬送装置に所定数の前記ワークが溜まった状態になるとともに、前記第2搬送装置に前記所定数以上の前記ワークを溜めるための空きスペースが設定されるように、前記各装置の作動制御を実行するものであり、且つ、
前記前工程装置および前記後工程装置の少なくとも一方の作動停止時には、前記第1搬送装置に溜まっている前記ワークを前記成形装置に搬送し、且つ、該搬送した前記ワークに対して前記成形装置による前記樹脂材の成形を実行し、且つ、成形実行後の前記ワークを前記第2搬送装置の前記空きスペースに排出するように、前記成形装置および前記第1搬送装置および前記第2搬送装置の作動制御を実行するものである、
ロータの製造装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ロータの製造方法およびロータの製造装置に関するものである。
続きを表示(約 3,000 文字)
【背景技術】
【0002】
回転電機は筒状のステータと、ステータの内部において回転するロータとを備えている。特許文献1には、磁石埋込型の回転電機に用いられるロータが開示されている。このロータは、磁石収容孔を有するロータコアと、磁石収容孔に収容された磁石と、磁石収容孔に充填されてロータコアに対して磁石を固定する樹脂材とを備えている。
【0003】
ロータの製造に際しては、以下に記載する一連の工程が繰り返し実行される。先ず、前工程において、ロータコアの磁石収容孔に磁石が収容される。その後の成形工程において、成形機によって磁石収容孔に樹脂材が成形される。その後の後工程において、治具を取り外す処理などの後処理が実行される。こうした工程を経て、ロータは製造される。
【先行技術文献】
【特許文献】
【0004】
特開2016-119766号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ここで、ロータの製造に際しては、異常が発生する等して、前工程で利用される前工程装置や後工程で利用される後工程装置が停止する場合がある。この場合、樹脂材を成形する前のワークを成形機に投入することができなくなったり、樹脂材を成形した後のワークを成形機から排出することができなくなったりする。そのため、このとき成形機が正常に作動する状態であっても、同成形機を作動させることができなくなってしまう。この場合には、成形機の稼動率の低下を招いてしまうため、ロータの生産性の低下を招いてしまう。
【課題を解決するための手段】
【0006】
上記課題を解決するためのロータの製造方法は、磁石収容孔を有するロータコアと、前記磁石収容孔に収容された磁石と、前記磁石収容孔に充填されて前記ロータコアに対して前記磁石を固定する樹脂材と、を備えるロータの製造方法であって、前記磁石収容孔に前記磁石が収容された状態のワークを形成する前工程と、前記前工程の後に、第1搬送装置によって成形機を含む成形装置に前記ワークを搬送する第1搬送工程と、前記第1搬送工程の後に、前記成形装置によって前記磁石収容孔に前記樹脂材を成形する成形工程と、前記成形工程の後に、第2搬送装置によって前記ワークを前記成形装置から後工程装置に搬送する第2搬送工程と、前記第2搬送工程の後に、前記後工程装置によって前記ワークに対して後処理を行う後工程と、を備え、前記ロータの製造にかかる各工程の正常実行時には、前記第1搬送装置の貯留スペースに所定数の前記ワークが溜まった状態になるとともに、前記第2搬送装置に前記所定数以上の前記ワークを溜めるための空きスペースが設定されるように、前記各工程を実行し、前記前工程および前記後工程の少なくとも一方の停止時には、前記第1搬送工程では前記貯留スペースに溜まっている前記ワークを前記成形装置に搬送し、前記成形工程では前記搬送した前記ワークに対して前記成形装置による前記樹脂材の成形を実行し、前記第2搬送工程では成形実行後の前記ワークを前記空きスペースまで搬送する。
【0007】
上記製造方法によれば、各工程の正常実行時においては、各工程を繰り返し実行することにより、成形機を間欠的に継続して稼働させることができる。しかも、前工程や後工程が停止した場合であっても、第1搬送工程、成形工程、および第2搬送工程を実行することができるのであれば、第1搬送装置の貯留スペースに溜められているワークと、第2搬送装置に設定されている空きスペースとを利用することで、成形機による樹脂材の成形を継続して実行することができる。上記製造方法によれば、前工程や後工程が停止した場合であれ、これに起因する成形機の稼動率の低下を抑えることができるため、ロータの生産性の低下を抑えることができる。
【0008】
前記課題を解決するためのロータの製造装置は、磁石収容孔を有するロータコアと、磁石収容孔に収容された磁石と、前記磁石収容孔に充填されて前記ロータコアに対して前記磁石を固定する樹脂材と、を備えるロータを製造する製造装置であって、前記磁石収容孔に前記磁石が収容された状態のワークを形成する前工程装置と、成形機を含むとともに同成形機によって前記ワークにおける前記磁石収容孔に前記樹脂材を成形する成形装置と、前記樹脂材が成形された前記ワークに対して後処理を行う後工程装置と、前記前工程装置から前記成形装置に前記ワークを搬送する第1搬送装置と、前記成形装置から前記後工程装置に前記ワークを搬送する第2搬送装置と、前記製造装置を構成する各装置の作動を制御する制御部と、を有し、前記制御部は、前記各装置の正常作動時には、前記第1搬送装置に所定数の前記ワークが溜まった状態になるとともに、前記第2搬送装置に前記所定数以上の前記ワークを溜めるための空きスペースが設定されるように、前記各装置の作動制御を実行するものであり、且つ、前記前工程装置および前記後工程装置の少なくとも一方の作動停止時には、前記第1搬送装置に溜まっている前記ワークを前記成形装置に搬送し、且つ、該搬送した前記ワークに対して前記成形装置による前記樹脂材の成形を実行し、且つ、成形実行後の前記ワークを前記第2搬送装置の前記空きスペースに排出するように、前記成形装置および前記第1搬送装置および前記第2搬送装置の作動制御を実行するものである。
【0009】
上記構成によれば、各装置の正常作動時においては、各装置の作動制御を繰り返し実行することにより、成形機を間欠的に継続して稼働させることができる。しかも、前工程装置や後工程装置が停止した場合であっても、第1搬送装置、成形装置、および第2搬送装置を作動させることができるのであれば、第1搬送装置の貯留スペースに溜められているワークと、第2搬送装置に設定されている空きスペースとを利用することで、成形機による樹脂材の成形を継続して実行することができる。上記構成によれば、前工程装置や後工程装置が停止した場合であれ、これに起因する成形機の稼動率の低下を抑えることができるため、ロータの生産性の低下を抑えることができる。
【図面の簡単な説明】
【0010】
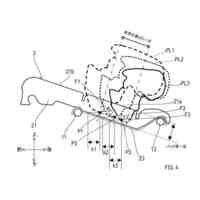
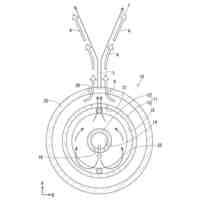
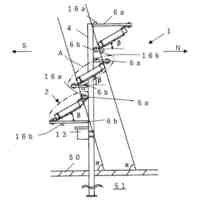
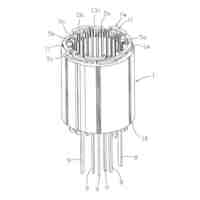
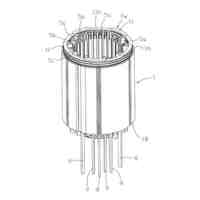
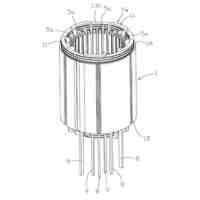
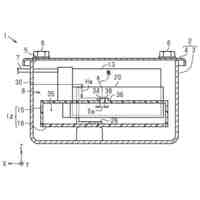
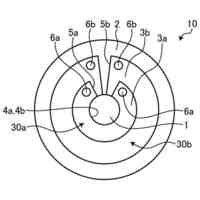
一実施形態のロータの製造方法によって製造されるロータの平面図である。
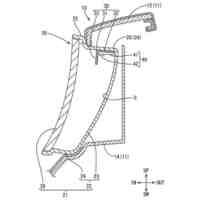
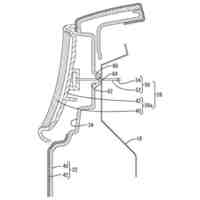
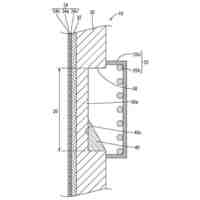
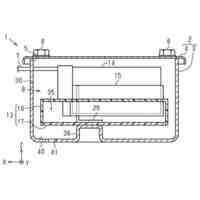
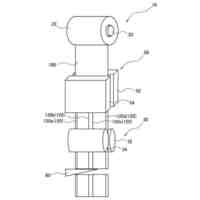
同ロータの側断面図である。
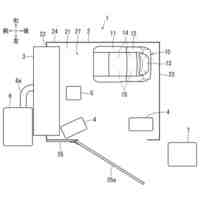
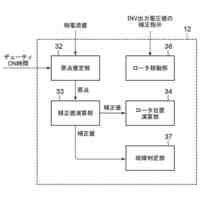
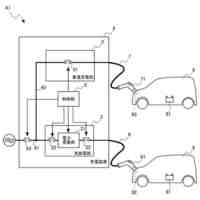
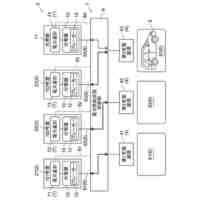
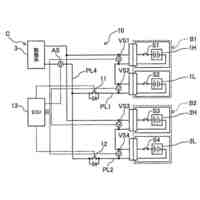
同ロータの製造装置の概略構成を示す略図である。
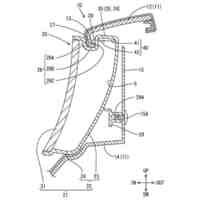
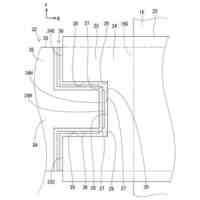
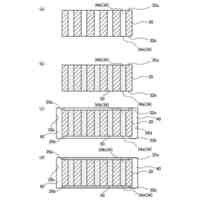
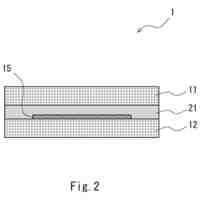
前工程で形成されるワークを示す側断面図である。
各装置の正常作動時における製造装置の作動状態を示す略図である。
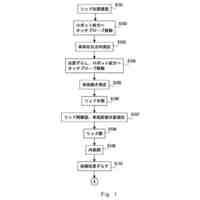
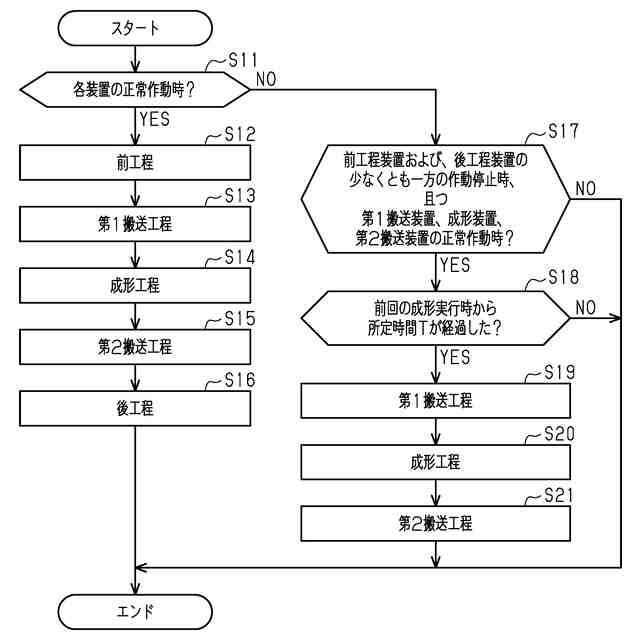
作動制御処理の実行手順を示すフローチャートである。
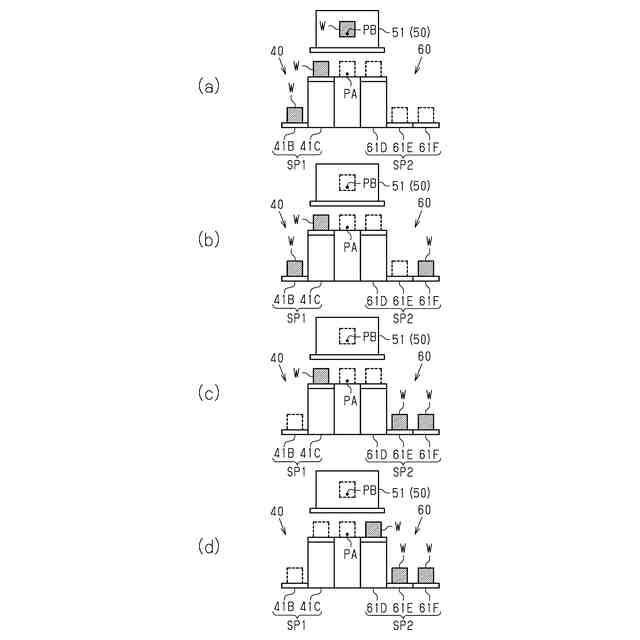
(a)~(d)は、成形装置の内部にワークが存在する状態で前工程装置および後工程装置の作動が停止した場合における製造装置の作動状態を示す略図である。
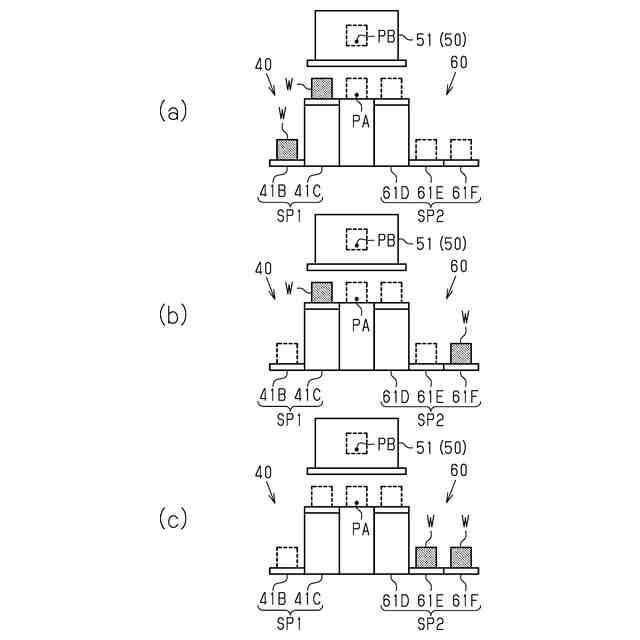
(a)~(c)は、成形装置の内部にワークが存在しない状態で前工程装置および後工程装置の作動が停止した場合における製造装置の作動状態を示す略図である。
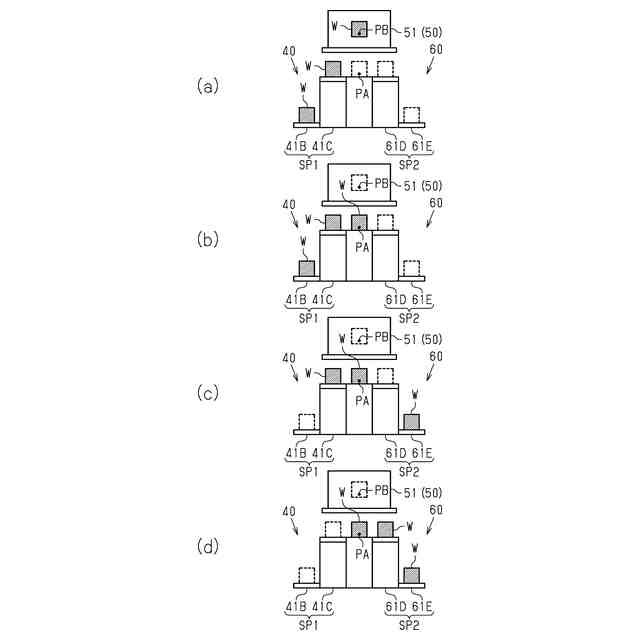
(a)~(d)は、他の実施形態において前工程装置および後工程装置の作動が停止した場合における製造装置の作動状態を示す略図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ紡織株式会社
乗物用シート
5日前
トヨタ紡織株式会社
乗物用照明装置
5日前
トヨタ紡織株式会社
乗物用照明装置
5日前
トヨタ紡織株式会社
燃料電池スタック
8日前
トヨタ紡織株式会社
モータコアの製造方法
5日前
トヨタ紡織株式会社
乗物用内装材の取付構造
5日前
トヨタ紡織株式会社
乗物内装品の異音抑制構造
8日前
トヨタ紡織株式会社
ノズルヘッド及び電界紡糸装置
1日前
トヨタ紡織株式会社
二次電池及び二次電池の製造方法
1日前
トヨタ紡織株式会社
車両用シートの温調性能体感装置
5日前
トヨタ紡織株式会社
光透過意匠材および照明付き装飾品
5日前
個人
恒久電源開発の装置
12日前
個人
太陽光発電システム
21日前
キヤノン株式会社
電源装置
5日前
株式会社竹中工務店
避雷設備
5日前
トヨタ自動車株式会社
充電装置
14日前
ダイハツ工業株式会社
溶接装置
12日前
北勢工業株式会社
保護管
19日前
サンデン株式会社
モータ制御装置
12日前
愛知電機株式会社
ステータおよびモータ
12日前
愛知電機株式会社
ステータおよびモータ
12日前
ダイハツ工業株式会社
ロータ構造
19日前
株式会社デンソー
電気装置
21日前
愛知電機株式会社
ステータおよびモータ
12日前
株式会社ダイヘン
充電装置
19日前
株式会社エスイー
上載物の支持装置
5日前
住友電装株式会社
電気接続箱
19日前
住友電装株式会社
電気接続箱
19日前
因幡電機産業株式会社
充電システム
12日前
個人
バネとクラッチを用いた波浪発電装置
21日前
AGC株式会社
太陽電池モジュール
5日前
矢崎総業株式会社
電池切替装置
14日前
株式会社ダイヘン
電力システム
19日前
ダイハツ工業株式会社
絶縁紙成型装置
8日前
キヤノン株式会社
画像形成装置
19日前
三菱電機株式会社
回転子および電動機
5日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ