TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025074501
公報種別
公開特許公報(A)
公開日
2025-05-14
出願番号
2023185347
出願日
2023-10-30
発明の名称
樹脂管およびこの樹脂管とホースとのアッセンブリ品並びにこの樹脂管の製造方法
出願人
横浜ゴム株式会社
代理人
清流国際弁理士法人
,
個人
,
個人
主分類
F16L
9/147 20060101AFI20250507BHJP(機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段)
要約
【課題】ホースが外嵌されて加締められるニップルの耐久性およびシール性の向上と軽量化を可能にした樹脂管、この樹脂管とホースとのアッセンブリ品、この樹脂管の製造方法を提供する。
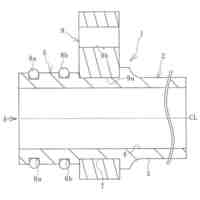
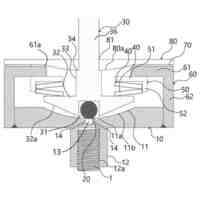
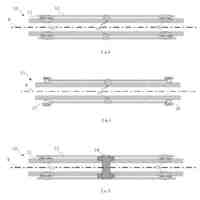
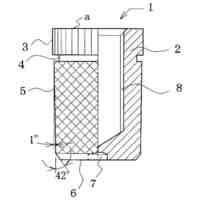
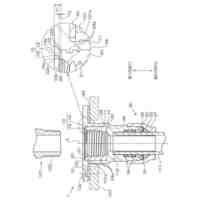
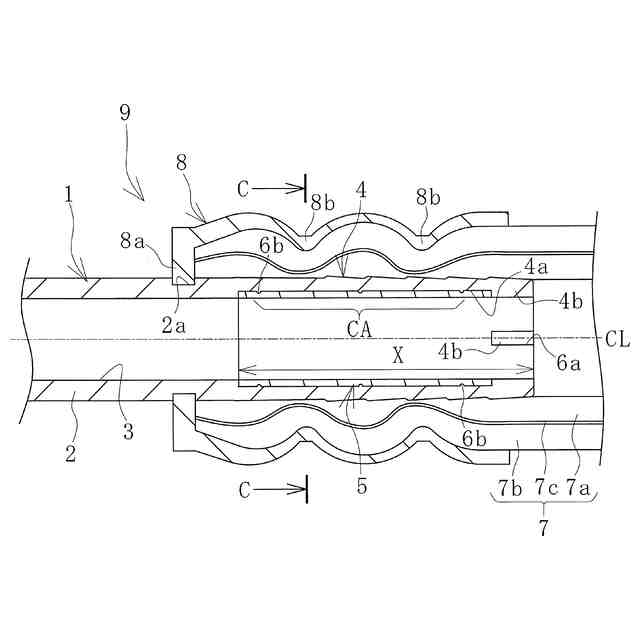
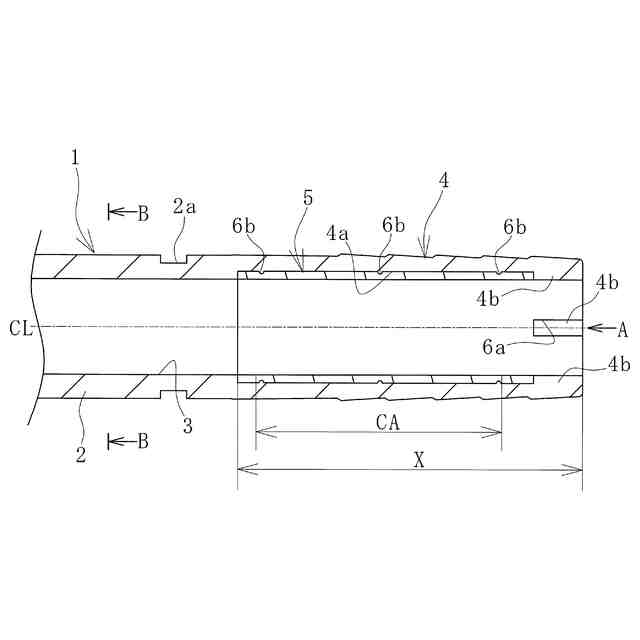
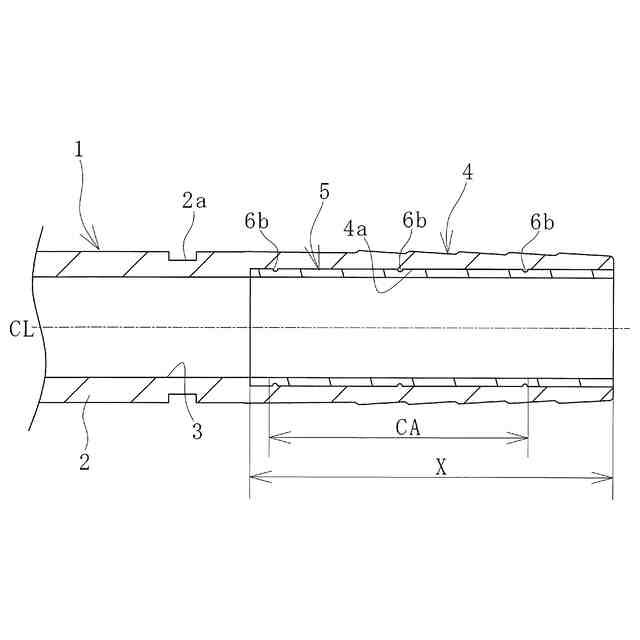
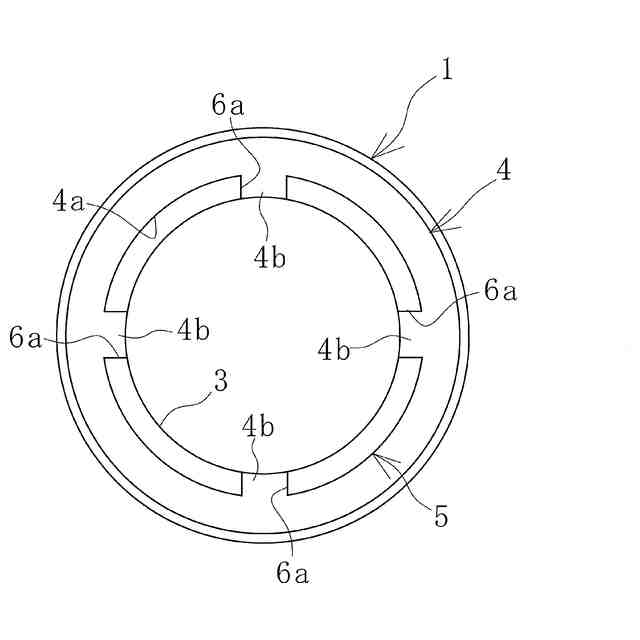
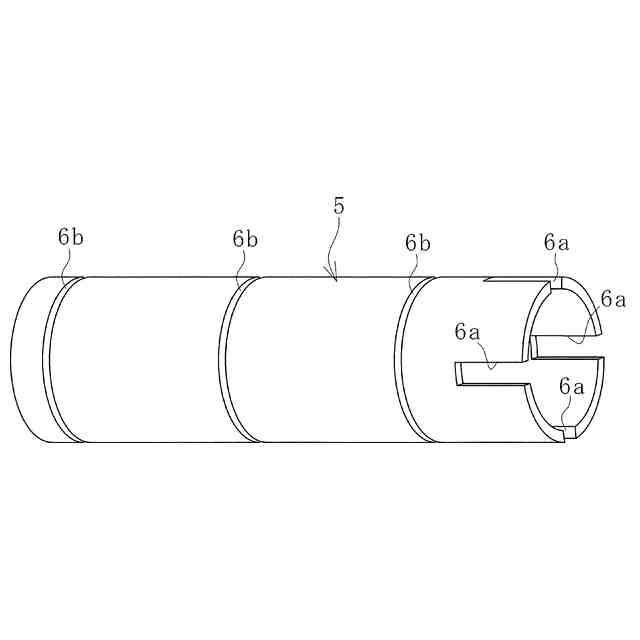
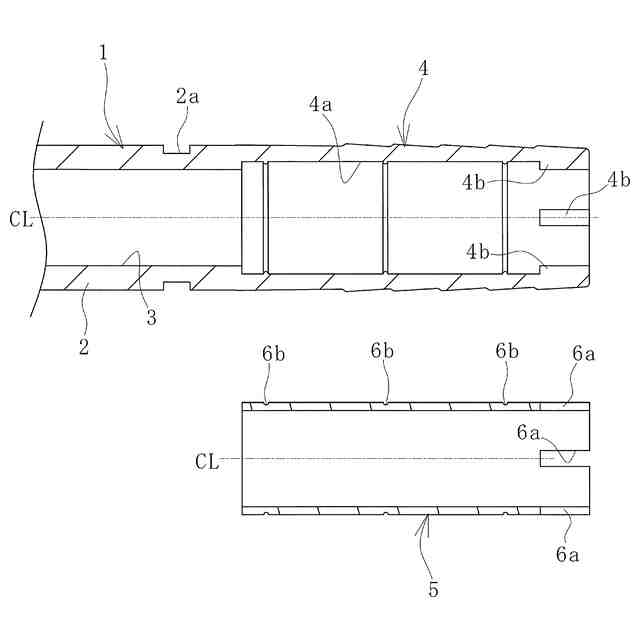
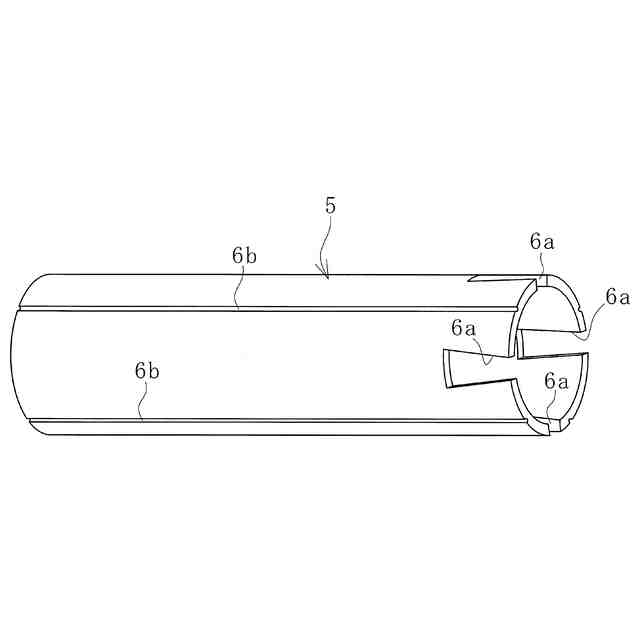
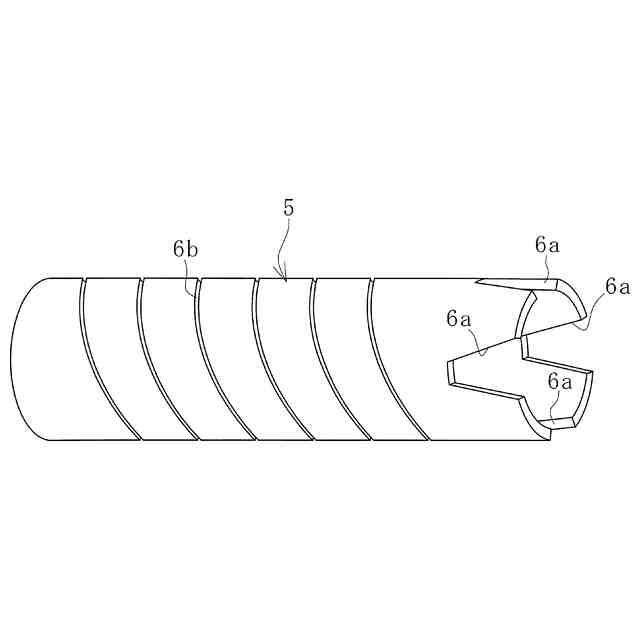
【解決手段】樹脂管1の先端部にある樹脂製のニップル4の長手方向でホース7が加締められる加締め範囲CAの全長を含む所定範囲Xに金属製の芯管5を内嵌し、ニップル4に形成されている嵌合窪み4a、嵌合突起4bと、芯管5に形成されている切欠き部6a、凹部6bによって、ニップル4に対する芯管5の軸方向および周方向の移動を規制してニップル4と芯管5を一体化し、ニップル4にホース7を外嵌した状態でホース金具8を外挿し、このホース金具8を加締めることでニップル4にホース7を固定する。
【選択図】図9
特許請求の範囲
【請求項1】
外嵌めされたホースが加締められる筒状のニップルを有する樹脂管において、
前記ニップルの長手方向で前記ホースが加締められる加締め範囲の全長を含む所定範囲に配置されて、前記ニップルに内嵌される金属製の芯管を有し、前記芯管と前記ニップルとが、前記ニップルに対する前記芯管の軸方向および周方向の移動を規制する規制部を有している樹脂管。
続きを表示(約 800 文字)
【請求項2】
前記芯管がその先端部に切欠き部を有し、前記切欠き部が前記ニップルの長手方向で前記加締め範囲外に配置されていて、前記ニップルを形成している樹脂の一部が前記切欠き部に入り込んでいて、前記切欠き部に入り込んでいる前記樹脂と前記切欠き部とが、前記規制部を構成している請求項1に記載の樹脂管。
【請求項3】
前記芯管の外周面に凹凸が形成されていて、前記ニップルを形成している樹脂の一部が前記凹凸の凹部に入り込んでいて、前記凹部に入り込んでいる前記樹脂と前記凹部とが、前記規制部を構成している請求項1または2に記載の樹脂管。
【請求項4】
請求項1に記載の樹脂管と、この樹脂管の前記ニップルに外嵌めされて加締められているホースとのアッセンブリ品において、
前記芯管が、その先端部に切欠き部を有していて、前記切欠き部が前記ニップルの長手方向で前記加締め範囲外に配置されていて、前記ニップルを形成している樹脂の一部が前記切欠き部に入り込んでいて、前記切欠き部に入り込んでいる前記樹脂と前記切欠き部とが、前記規制部を構成している樹脂管とホースのアッセンブリ品。
【請求項5】
請求項1に記載の樹脂管の製造方法において、
モールドに延在する前記樹脂管を形成するためのキャビティの前記ニップルを形成するニップル成形部に前記芯管を配置し、前記モールドを型締めした状態で、前記キャビティの一端部から他端部に向かって溶融樹脂を射出機により射出した後、前記キャビティにアシスト材を注入して前記キャビティから余分な前記溶融樹脂を排出させることにより前記キャビティに残存させた筒状の前記溶融樹脂を硬化させて前記樹脂管を形成し、前記芯管を前記ニップルに対して前記芯管の軸方向および周方向の移動を規制して前記ニップルに内嵌させる樹脂管の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、樹脂管およびこの樹脂管とホースとのアッセンブリ品並びにこの樹脂管の製造方法に関し、さらに詳しくは、ホースが外嵌されて加締められるニップルの変形を抑制して耐久性およびシール性を向上させつつ、軽量化を図ることができる樹脂管およびこの樹脂管とホースとのアッセンブリ品並びにこの樹脂管の製造方法に関するものである。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
ニップルに管体を外嵌して固定する種々の構造が知られている(例えば、特許文献1、2参照)。特許文献1では、樹脂製の第一筒部(ニップルに相当)に樹脂製の第一低圧配管が外嵌されて固定される構造が開示されている(段落0020~0023、図2など)。特許文献2では、クイックコネクタの圧入取付部(ニップルに相当)に樹脂チューブが外嵌されて固定される構造が開示されている(段落0013、図1など)。
【0003】
近年、自動車などの車両に使用される配管には、軽量化のため金属管に代えて樹脂管を用いることが種々検討されている。先端部にニップルを有する樹脂管では、ニップルにホースが外嵌されて加締められる。詳述すると、ニップルにホースを外嵌した後、このホース先端部に外挿したホース金具を加締めることで、ニップルにホースが強固に固定される。金属管の金属製のニップルに比して、樹脂管の樹脂製のニップルは剛性が低い。そのため、単純な樹脂管では、ホースを加締めて固定する際に樹脂製のニップルが変形し易く、金属管のニップルに比して耐久性やホースとニップルとの間のシール性が低下するという問題が生じる。それ故、ホースが外嵌されて加締められるニップルの変形を抑制して耐久性およびシール性を向上させつつ、軽量化を図るには改善の余地がある。
【先行技術文献】
【特許文献】
【0004】
特許第6714784号公報
特開2004-263729号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明の目的は、ホースが外嵌されて加締められるニップルの変形を抑制して耐久性およびシール性を向上させつつ、軽量化を図ることができる樹脂管およびこの樹脂管とホースとのアッセンブリ品並びにこの樹脂管の製造方法を提供することにある。
【課題を解決するための手段】
【0006】
上記目的を達成するため本発明の樹脂管は、外嵌めされたホースが加締められる筒状のニップルを有する樹脂管において、前記ニップルの長手方向で前記ホースが加締められる加締め範囲の全長を含む所定範囲に配置されて、前記ニップルに内嵌される金属製の芯管を有し、前記芯管と前記ニップルとが、前記ニップルに対する前記芯管の軸方向および周方向の移動を規制する規制部を有していることを特徴とする。
【0007】
本発明の樹脂管とホースとのアッセンブリ品は、上記の樹脂管と、この樹脂管の前記ニップルに外嵌めされて加締められているホースとのアッセンブリ品において、前記芯管が、その先端部に切欠き部を有していて、前記切欠き部が前記ニップルの長手方向で前記加締め範囲外に配置されていて、前記ニップルを形成している樹脂の一部が前記切欠き部に入り込んでいて、前記切欠き部に入り込んでいる前記樹脂と前記切欠き部とが、前記規制部を構成していることを特徴とする。
【0008】
本発明の樹脂管の製造方法は、上記の樹脂管の製造方法において、モールドに延在する前記樹脂管を形成するためのキャビティの前記ニップルを形成するニップル成形部に前記芯管を配置し、前記モールドを型締めした状態で、前記キャビティの一端部から他端部に向かって溶融樹脂を射出機により射出した後、前記キャビティにアシスト材を注入して前記キャビティから余分な前記溶融樹脂を排出させることにより前記キャビティに残存させた筒状の前記溶融樹脂を硬化させて前記樹脂管を形成し、前記芯管を前記ニップルに対して前記芯管の軸方向および周方向の移動を規制して前記ニップルに内嵌させることを特徴とする。
【発明の効果】
【0009】
本発明の樹脂管によれば、前記ニップルの長手方向で前記ホースが加締められる加締め範囲の全長を含む所定範囲に金属製の芯管が内嵌されているので、この加締め範囲の剛性が向上している。そのため、前記ニップルに前記ホースが加締められても、前記ニップルの変形が抑制されるので前記ニップルの耐久性および前記ホースと前記ニップルとの間のシール性が向上する。前記規制部によって前記ニップルに対する前記芯管の軸方向および周方向の移動が規制されることで、前記芯管が安定して前記ニップルに固定されるので前記ニップルの耐久性およびシール性を向上させるには益々有利にする。そして、樹脂製の前記ニップルの長手方向の前記所定範囲に前記芯管を一体化させた構造なので、前記ニップルの全体を金属製にする場合に比して、軽量化を図ることができる。
【0010】
本発明のアッセンブリ品によれば、前記樹脂管の耐久性向上に伴って、前記ニップルと前記ホースとの強固で安定した連結を確保できるので両者の間の優れたシール性を長期間維持するには有利になる。また、前記樹脂管の軽量化に伴って、アッセンブリ品も軽量化される。そして、本発明の樹脂管の製造方法によって、前記ニップルに前記芯管が内嵌されて一体化した前記樹脂管を製造することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
横浜ゴム株式会社
タイヤ
10日前
横浜ゴム株式会社
ゴム組成物
5日前
横浜ゴム株式会社
空気入りタイヤ
9日前
横浜ゴム株式会社
空気入りタイヤ
23日前
横浜ゴム株式会社
空気入りタイヤ
3日前
横浜ゴム株式会社
収容体付きタイヤ
9日前
横浜ゴム株式会社
機能部品付きタイヤ
9日前
横浜ゴム株式会社
機能部品付きタイヤ
9日前
横浜ゴム株式会社
機能部品付きタイヤ
9日前
横浜ゴム株式会社
機能部品付きタイヤ
9日前
横浜ゴム株式会社
シール材付き樹脂管
24日前
横浜ゴム株式会社
機能部品付きタイヤ
9日前
横浜ゴム株式会社
機能部品付きタイヤ
9日前
横浜ゴム株式会社
ゴム組成物の製造方法
19日前
横浜ゴム株式会社
ゴム組成物およびタイヤ
11日前
横浜ゴム株式会社
タイヤ用ゴム組成物およびタイヤ
11日前
横浜ゴム株式会社
変性ジエン系重合体及びゴム組成物
19日前
横浜ゴム株式会社
対象物の遠隔管理システムおよび方法
18日前
横浜ゴム株式会社
ボビンでの金属線材自動結束装置および方法
20日前
横浜ゴム株式会社
タイヤベルトコート用ゴム組成物およびタイヤ
11日前
横浜ゴム株式会社
重荷重タイヤトレッド用ゴム組成物およびタイヤ
11日前
横浜ゴム株式会社
重荷重タイヤトレッド用ゴム組成物およびタイヤ
11日前
横浜ゴム株式会社
重荷重タイヤトレッド用ゴム組成物およびタイヤ
11日前
横浜ゴム株式会社
タイヤ音モデル作成方法、タイヤシミュレーション方法およびタイヤ音モデル作成装置
10日前
横浜ゴム株式会社
タイヤ音モデル作成方法、タイヤシミュレーション方法およびタイヤ音モデル作成装置
10日前
横浜ゴム株式会社
タイヤ音モデル作成方法、タイヤシミュレーション方法およびタイヤ音モデル作成装置
10日前
個人
流路体
4か月前
個人
ホース保持具
1か月前
個人
クラッチ装置
4か月前
個人
免震留具
6か月前
個人
トーションバー
2か月前
個人
固着具と成形品部材
4か月前
個人
ボルトナットセット
2か月前
個人
回転式配管用支持具
3か月前
株式会社不二工機
電磁弁
24日前
株式会社オンダ製作所
継手
4か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ