TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025072253
公報種別
公開特許公報(A)
公開日
2025-05-09
出願番号
2023182865
出願日
2023-10-24
発明の名称
エナメル線の銅回収方法
出願人
株式会社プロテリアル
代理人
弁理士法人平田国際特許事務所
主分類
H02G
1/12 20060101AFI20250430BHJP(電力の発電,変換,配電)
要約
【課題】環境負荷を低減でき、純度の高い銅を低い処理コストで回収可能なエナメル線の銅回収方法を提供する。
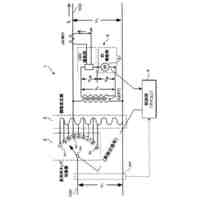
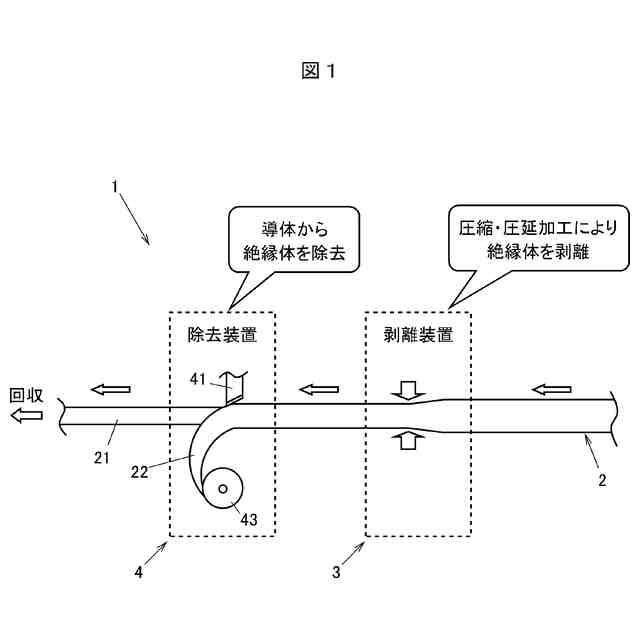
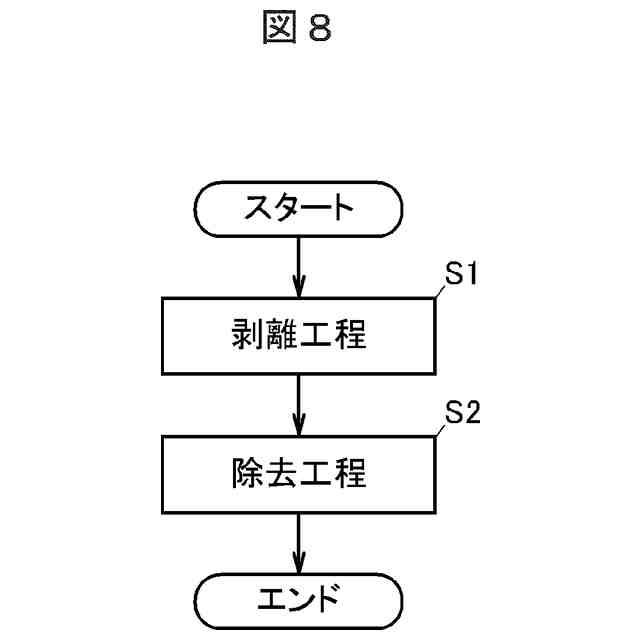
【解決手段】エナメル線の銅回収方法は、銅または銅合金からなる導体21の周囲に絶縁体22を有するエナメル線2から絶縁体22を除去して、導体21を構成する銅または銅合金を回収する方法であって、エナメル線2に圧縮加工または圧延加工を施し、導体21から絶縁体22を剥離させる剥離工程と、導体21から剥離した絶縁体22を剥がして除去する除去工程と、を備えた。
【選択図】図1
特許請求の範囲
【請求項1】
銅または銅合金からなる導体の周囲に絶縁体を有するエナメル線から前記絶縁体を除去して、前記導体を構成する銅または銅合金を回収する方法であって、
前記エナメル線に圧縮加工または圧延加工を施し、前記導体から前記絶縁体を剥離させる剥離工程と、
前記導体から剥離した前記絶縁体を剥がして除去する除去工程と、を備えた、
エナメル線の銅回収方法。
続きを表示(約 350 文字)
【請求項2】
前記エナメル線が平角線であり、
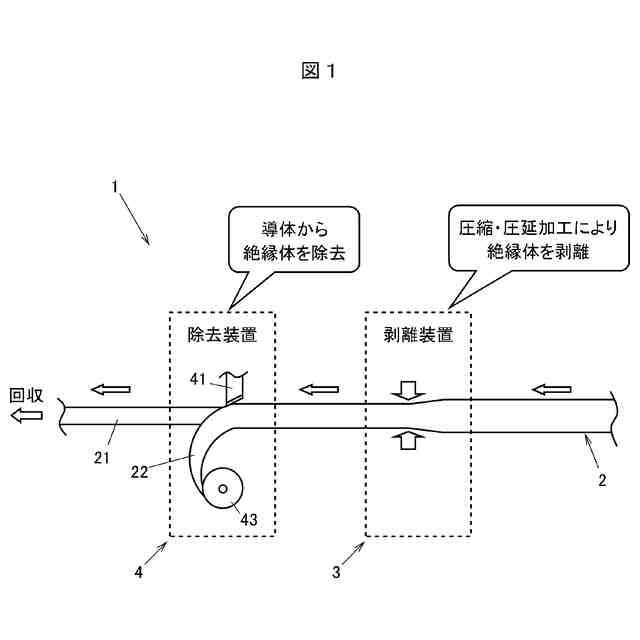
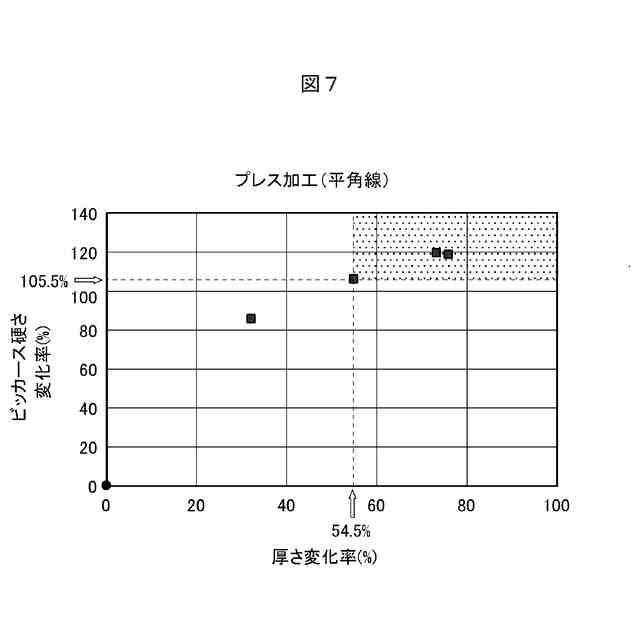
前記剥離工程では、前記エナメル線の短軸方向にプレスするように前記圧縮加工を行い、前記圧縮加工では、前記短軸方向の厚さ変化率が54.5%以上となるように加工を行う、
請求項1に記載のエナメル線の銅回収方法。
【請求項3】
前記剥離工程では、ビッカース硬さの変化率が105.5%以上となるように前記圧縮加工を行う、
請求項1に記載のエナメル線の銅回収方法。
【請求項4】
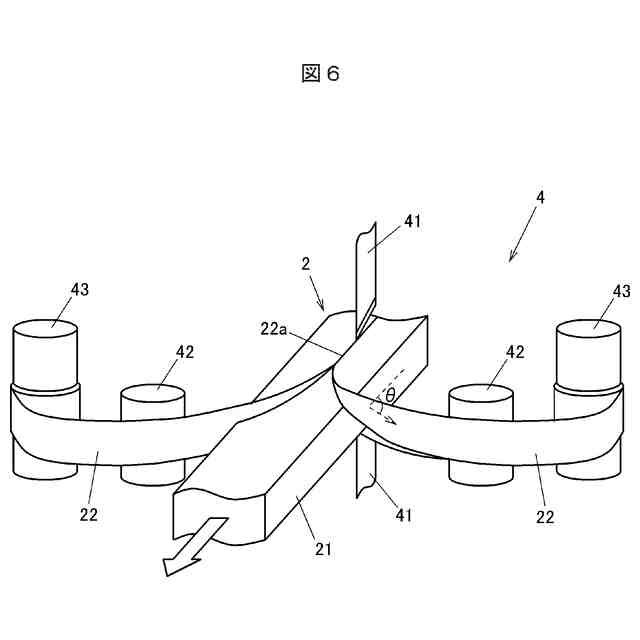
前記除去工程では、前記剥離工程後の前記絶縁体に、長手方向に沿って連続的に刃で切れ目を入れ、前記切れ目で分割された前記絶縁体を連続的に剥ぎ取ることで、前記絶縁体を除去する、
請求項1に記載のエナメル線の銅回収方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、エナメル線の銅回収方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
導体の周囲にエナメル塗料を塗布乾燥させて絶縁体を形成したエナメル線が知られている。エナメル線では、導体と絶縁体との密着性が高いため、エナメル線の廃棄時に、導体から絶縁体を除去して銅を回収しにくいことが知られている。
【0003】
特許文献1では、エナメル線の絶縁体を加熱し炭化させた後に機械的な外力を加えることで、絶縁体を除去する方法が開示されている。また、特許文献2では、エナメル線をアルカリ溶液に浸漬して絶縁体を加水分解させることで、絶縁体を除去する方法が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2011-174175号公報
特開平10-25523号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしなら、特許文献1に記載の方法では、絶縁体を炭化させるために500℃以上といった高温に加熱する必要があり、膨大な熱エネルギーが必要であるため、処理コストが高くなってしまうという課題がある。また、加熱時に導体が酸化したり、炭化物と導体とが一体化したりして、回収できる銅の純度が低下するおそれがある。
【0006】
特許文献2に記載の方法では、高濃度のアルカリ溶液が必要となるため、薬剤のコストがかかると共に廃液処理が必要であり、環境負荷が大きく処理コストが高くなってしまうという課題がある。また、絶縁体を加水分解するためには加熱が必要となるために、処理コストがより高くなる。
【0007】
そこで、本発明は、環境負荷を低減でき、純度の高い銅を低い処理コストで回収可能なエナメル線の銅回収方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明は、上記課題を解決することを目的として、銅または銅合金からなる導体の周囲に絶縁体を有するエナメル線から前記絶縁体を除去して、前記導体を構成する銅または銅合金を回収する方法であって、前記エナメル線に圧縮加工または圧延加工を施し、前記導体から前記絶縁体を剥離させる剥離工程と、前記導体から剥離した前記絶縁体を剥がして除去する除去工程と、を備えた、エナメル線の銅回収方法を提供する。
【発明の効果】
【0009】
本発明によれば、環境負荷を低減でき、純度の高い銅を低い処理コストで回収可能なエナメル線の銅回収方法を提供できる。
【図面の簡単な説明】
【0010】
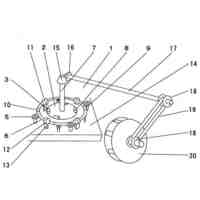
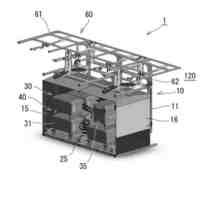
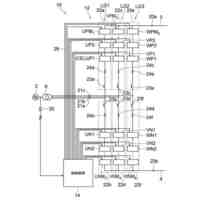
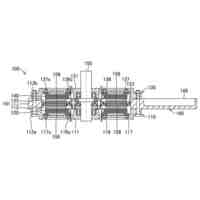
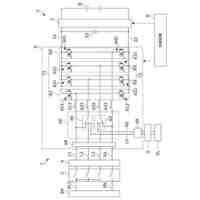
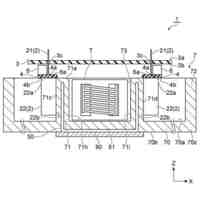
本発明の一実施の形態に係るエナメル線の銅回収方法に用いるエナメル線の銅回収装置の概略構成図である。
(a),(b)は、圧縮加工を説明する図である。
圧縮加工後のエナメル線の一例を示す写真であり、(a)は1回プレスした後、(b)は2回プレスした後、(c)は(b)に刃で切れ目を入れたときの写真である。
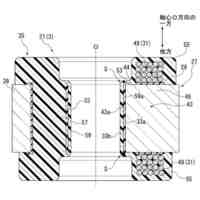
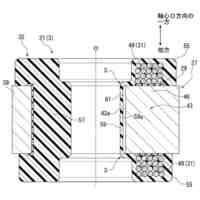
(a)は圧縮加工前のエナメル線の断面を示す写真であり、(b)は圧縮加工後のエナメル線の断面を示す写真である。
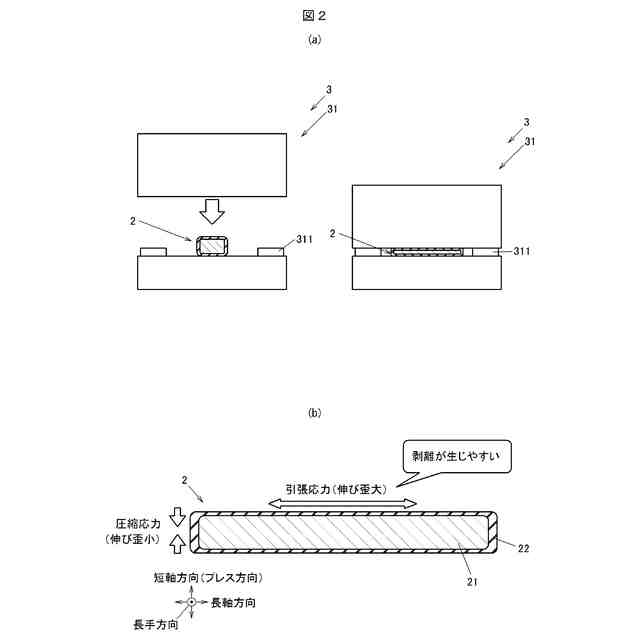
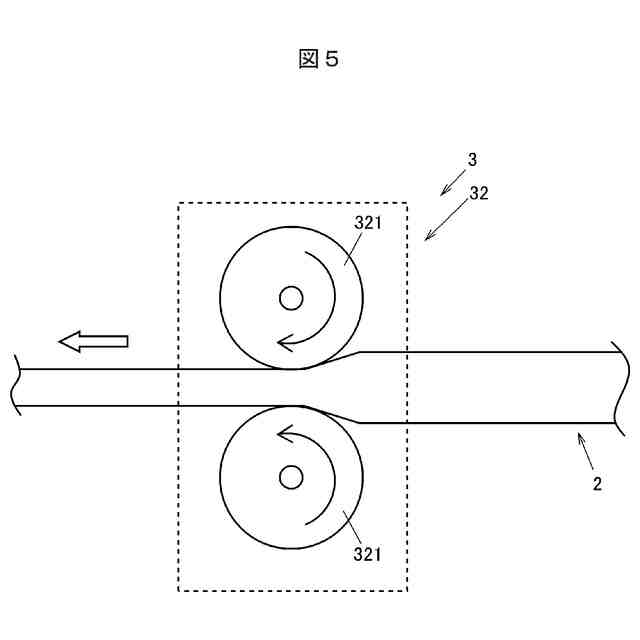
圧延加工を説明する図である。
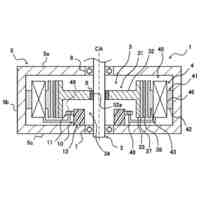
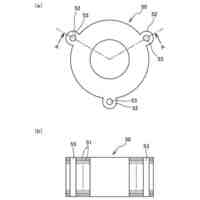
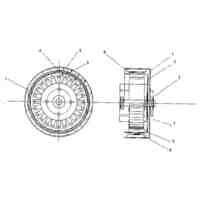
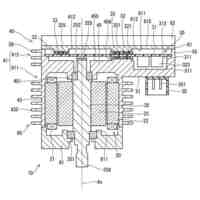
除去装置の一例を示す斜視図である。
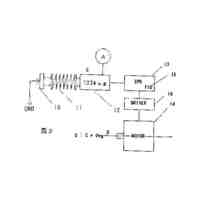
圧縮加工(プレス加工)の加工条件の検討結果を示す図である。
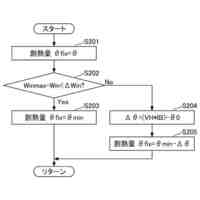
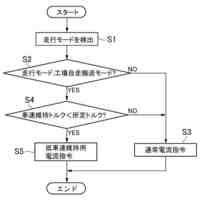
本発明の一実施の形態に係るエナメル線の銅回収方法のフロー図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
発電機
12日前
ニデック株式会社
モータ
8日前
富士電機株式会社
半導体装置
16日前
株式会社アイドゥス企画
負荷追従電動モータ
2日前
株式会社ダイヘン
電圧調整装置
8日前
ダイハツ工業株式会社
モータ製造装置
1日前
株式会社アイシン
回転電機用ステータ製造方法
3日前
トヨタ紡織株式会社
磁石挿入装置
8日前
株式会社アイドゥス企画
磁力トルクコンバータ
2日前
株式会社アイシン
回転電機用ステータ製造方法
3日前
株式会社ゲットクリーンエナジー
発電機
9日前
株式会社ダイヘン
無線給電システム
8日前
GX株式会社
可搬式太陽光発電用電源装置
16日前
トヨタ自動車株式会社
充電制御装置
16日前
株式会社TMEIC
電力変換装置
1日前
株式会社豊田自動織機
回転電機
8日前
株式会社TMEIC
電力変換装置
16日前
株式会社キャップ
アキシャルギャップモータ
12日前
トヨタバッテリー株式会社
二次電池システム
8日前
株式会社豊田自動織機
回転電機
8日前
株式会社デンソー
電力変換装置
9日前
三相電機株式会社
キャンドポンプ
1日前
株式会社日立産機システム
回転電機
16日前
トヨタ自動車株式会社
モータの制御装置
16日前
トヨタ自動車株式会社
回転電機のステータ
2日前
日産自動車株式会社
インバータ内蔵モータ
2日前
本田技研工業株式会社
電源システム
1日前
セイコーエプソン株式会社
回路装置
1日前
本田技研工業株式会社
電源システム
1日前
トヨタ自動車株式会社
モータ制御方法
9日前
キヤノン株式会社
電源装置及び画像形成装置
8日前
パナソニックIPマネジメント株式会社
充放電装置
8日前
株式会社豊田自動織機
電力変換器
12日前
サンデン株式会社
モータ及びそれを備えた電動圧縮機
16日前
豊田合成株式会社
無線給電システム及び作動体
1日前
株式会社デンソー
駆動装置
9日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ