TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025066066
公報種別
公開特許公報(A)
公開日
2025-04-22
出願番号
2024164709
出願日
2024-09-24
発明の名称
色のグラデーションを有するセラミック部品及びその製造方法
出願人
オメガ・エス アー
代理人
個人
,
個人
,
個人
主分類
C04B
35/488 20060101AFI20250415BHJP(セメント;コンクリート;人造石;セラミックス;耐火物)
要約
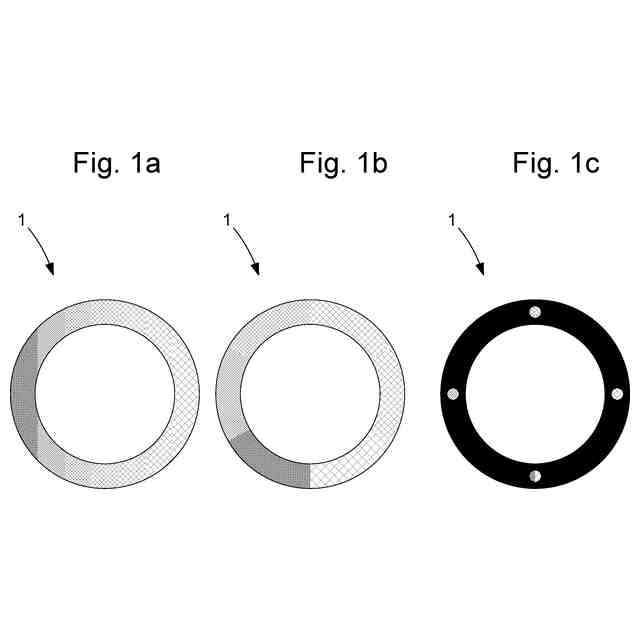
【課題】特に時計のベゼルに関する色のグラデーションを有するセラミック部品の量産可能な製造方法およびセラミック部品を提供する。
【解決手段】本発明は、少なくとも2種類の異なる色のセラミック材料の注入を含み、色のグラデーションを形成する複数の混合材料を作り出すためにセラミック材料が異なる重量比で混合される方法と、一軸加圧成形法を用いて製造する。
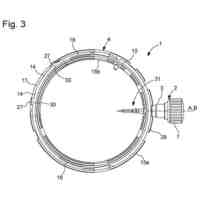
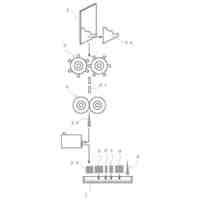
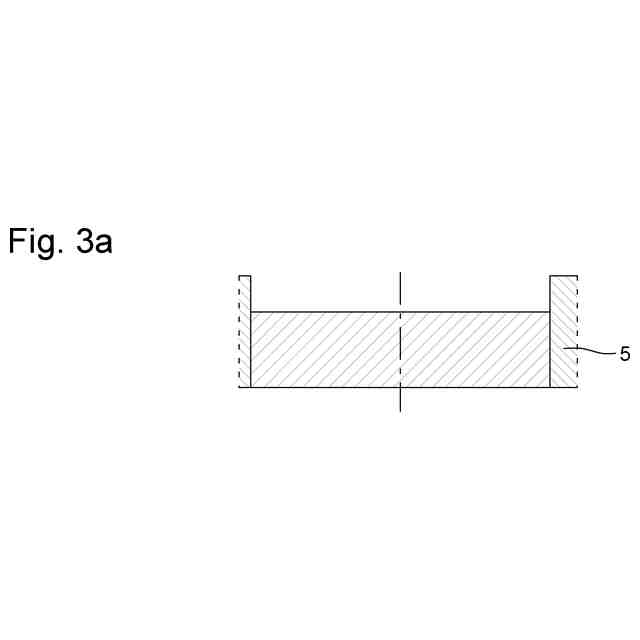
【選択図】図3a
特許請求の範囲
【請求項1】
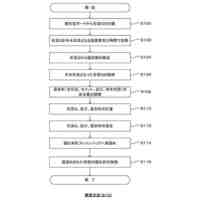
一軸加圧成形により色のグラデーションを有するセラミック部品(1)を製造する方法であって、
・少なくとも第1のセラミック材料(2)及び第2のセラミック材料(3)を準備するステップであって、前記第1のセラミック材料(2)は前記第2のセラミック材料(3)と色が異なるステップと、
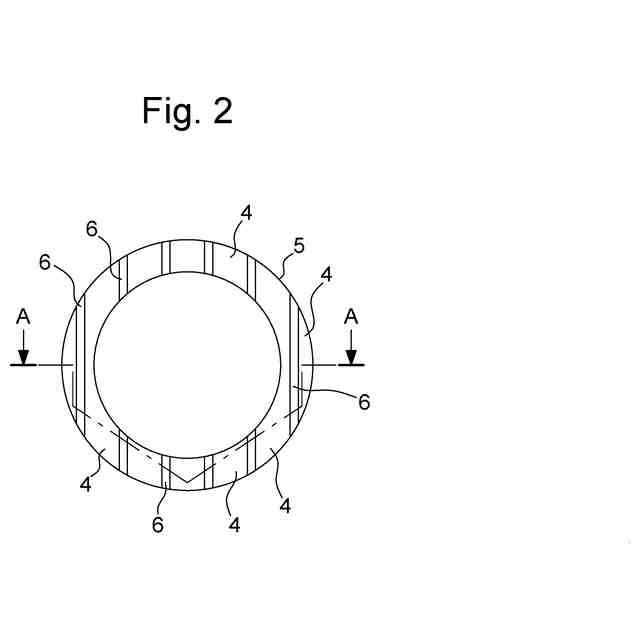
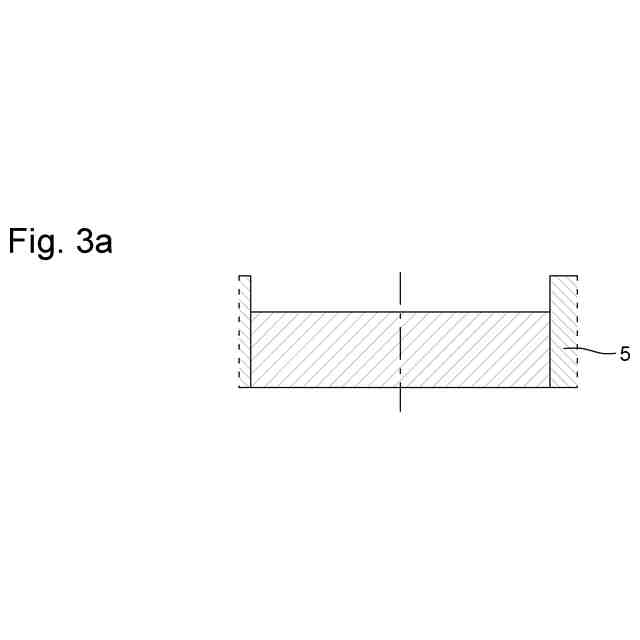
・インプレッション(5)を準備するステップと、
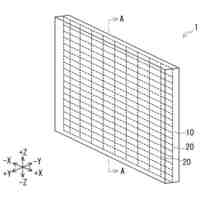
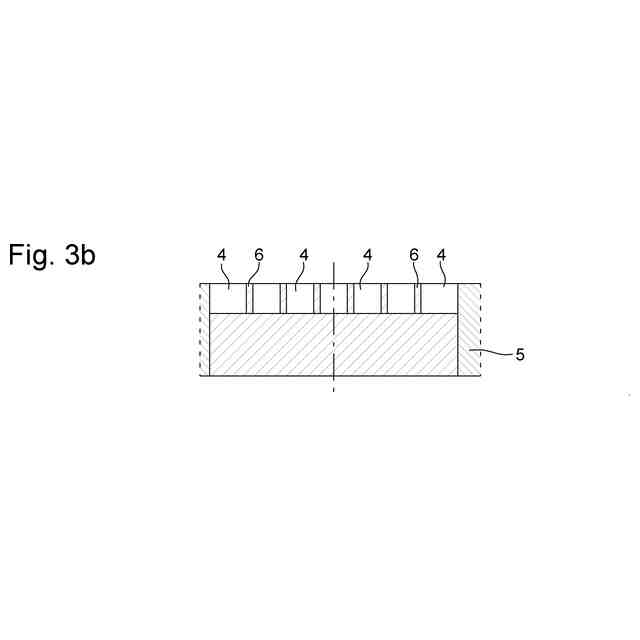
・前記インプレッション内に区画(4)を形成するために前記インプレッション(5)内にグリッド(6)を配置するステップと、
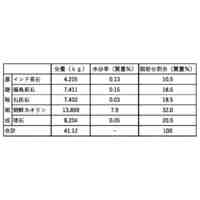
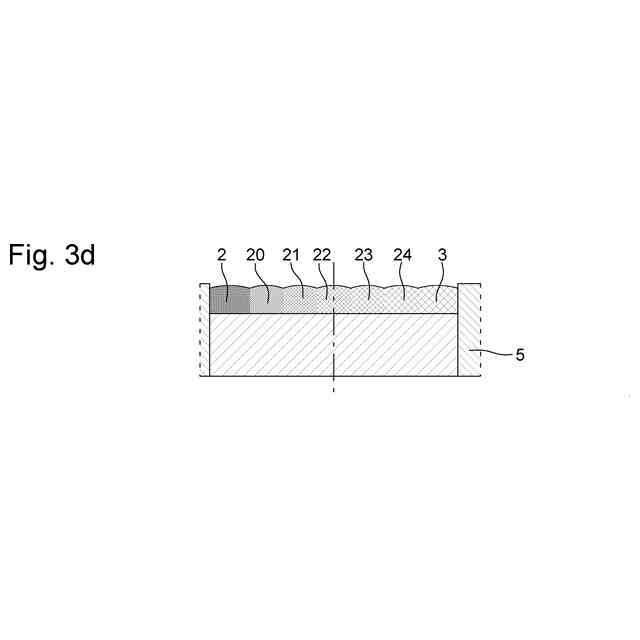
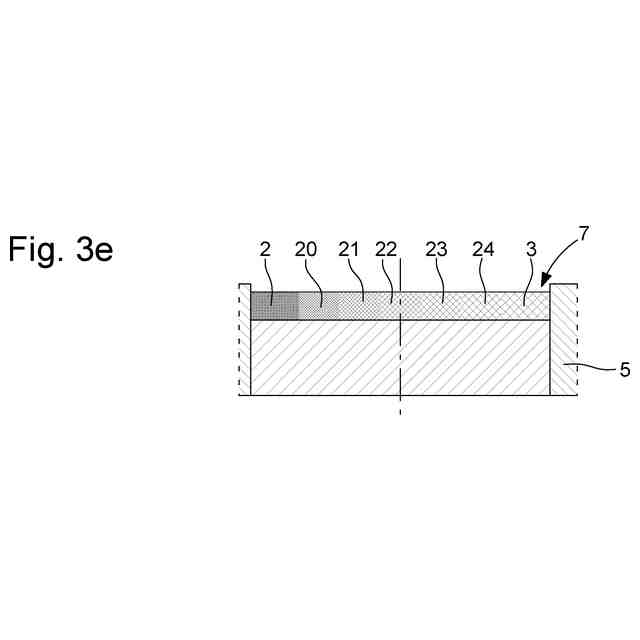
・前記第1のセラミック材料(2)と前記第2のセラミック材料(3)が異なる重量比で混合された複数の混合材料(20、21、22、23、24)を、所望の色のグラデーションを形成するために前記重量比を変えながら準備するステップと、
・前記材料を前記重量比に従って昇順又は降順で前記区画(4)に堆積させるステップと、
・グリーン体(7)を形成するために前記グリッド(6)を除去して前記材料を一軸加圧成形するステップと、
・ブラウン体を形成するために前記グリーン体(7)を脱脂するステップと、
・ブランク部品を形成するために前記ブラウン体を焼結するステップと、
・前記部品(1)を得るために得られた前記ブランク部品を機械加工するステップと
を含む方法。
続きを表示(約 880 文字)
【請求項2】
前記第1のセラミック材料(2)及び前記第2のセラミック材料(3)は、酸化ジルコニウム粉末、酸化アルミニウム粉末、窒化チタン粉末、窒化ケイ素粉末、炭化チタン粉末、炭化クロム粉末、炭化タングステン粉末又はこれらの粉末のうち少なくとも2つの混合物のいずれかを含むことを特徴とする、請求項1に記載の製造方法。
【請求項3】
前記第1のセラミック材料(2)及び前記第2のセラミック材料(3)はそれぞれ、前記第1のセラミック材料(2)及び前記第2のセラミック材料(3)に異なる色を与える異なる顔料を含むことを特徴とする、請求項1に記載の製造方法。
【請求項4】
前記顔料は金属酸化物又はスピネルであることを特徴とする、請求項1に記載の方法。
【請求項5】
前記顔料は、酸化クロム、酸化コバルト、酸化鉄、酸化チタン、酸化マンガン、酸化モリブデン、酸化セリウム、酸化バナジウム、酸化亜鉛、酸化アルミニウム又はこれらの酸化物の混合物から選択されることを特徴とする、請求項4に記載の方法。
【請求項6】
前記顔料は、コバルト/鉄/クロムスピネル又はコバルト/アルミニウムスピネルであることを特徴とする、請求項4に記載の方法。
【請求項7】
前記第1のセラミック粉末(2)及び前記第2のセラミック粉末(3)はそれぞれバインダを含み、前記バインダはX重量%からY重量%の間で存在することを特徴とする、請求項1に記載の方法。
【請求項8】
前記焼結するステップは、1,200℃から1,800℃の間の温度で15分間から20時間行われることを特徴とする、請求項1に記載の方法。
【請求項9】
前記焼結するステップは、酸化又は還元環境で行われることを特徴とする、請求項1に記載の方法。
【請求項10】
セラミック部品(1)であって、それは色のグラデーションを有することを特徴とするセラミック部品(1)。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明はセラミック部品に関する。より詳細には、本発明は、時計部品を装飾するために色の連続的な変化を形成する異なる色の複数のセラミック材料の一軸加圧成形によって作られるベゼルなどの時計部品に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
セラミック又はサーメット製の時計部品は、一般に、材料の注入とその後の焼結を含む方法によって得られる。これらの部品は、多くの場合、部品の残りの部分とは異なる色のベゼル上のインデックスや数字などの装飾を特徴とする。装飾要素は、一般に、焼結されたブランク部品にろう付け又は接着される。ブランク部品と装飾要素との間のこの機械的な組み立ては、コストがかかり、実施が複雑になる可能性がある。
【0003】
この機械的な組み立ての代替案は、機械加工後に装飾を形成することを意図した色を有する異なる色の複数の材料を注入することによって、ブランク部品を製造することである。しかしながら、異なる色のセラミック又はサーメット製の部品を製造することは複雑なプロセスである。実際、焼結中に最大30%の大幅な収縮が観察される。収縮率は、材料の選択や注入される材料の量など、いくつかの要因によって決まる。バイインジェクション法又はより一般的なマルチインジェクション法では、焼結中に収縮差が生じ、様々な材料の接合部での分離やある色から別の色への顔料の拡散が生じる可能性がある。
【0004】
この欠点を改善するために、特許文献1は、グリーン体を形成し、焼結前にこのグリーン体の一部を、顔料として機能する金属を含む溶液に含浸させることを提案している。しかしながら、この方法の欠点は、着色部分全体にわたって均一な色を得るのが難しいことである。
また、特許文献2には、色の連続的な変化を有するセラミック材料を得て歯科補綴物を形成する方法が記載されている。しかしながら、このような方法は、一般に時間がかかりかつ要求の厳しい、静水圧プレス成形を使用する。さらに、このような方法は、大量生産のために工業的に適用することができない。
【先行技術文献】
【特許文献】
【0005】
欧州特許出願公開第2746243号明細書
欧州特許出願公開第2965713号明細書
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、色のグラデーションを有するセラミック部品を得るための新しい一軸加圧成形法を提供することにより、上記の欠点を改善することを目的とする。
【課題を解決するための手段】
【0007】
この目的のため、本発明は、色のグラデーションを有するセラミック部品を製造する方法に関する。
【0008】
より具体的には、本発明による一軸加圧成形により部品を製造する方法は、
・少なくとも第1のセラミック材料及び第2のセラミック材料を準備するステップであって、第1のセラミック材料は第2のセラミック材料と色が異なるステップと、
・インプレッションを有するプレス工具を準備するステップと、
・インプレッション内に区画を形成するためにインプレッション内にグリッドを配置するステップと、
・第1のセラミック材料と第2のセラミック材料が異なる重量比で混合された複数の混合材料を、所望の色の連続的な変化を形成するために重量比を変えながら準備するステップと、
・材料を重量比に従って昇順又は降順で区画内に堆積させるステップと、
・グリーン体を形成するためにグリッドを除去して材料を一軸加圧成形するステップと、
・ブラウン体を得るためにグリーン体を脱脂(脱バインダ)するステップと、
・ブランク部品を形成するためにブラウン体を焼結するステップと、
・部品を得るためにブランク部品を仕上げるステップと
を含む。
【0009】
本発明はまた、この製造方法から得られるセラミック部品に関する。
【0010】
本発明の他の有利な変形例によれば、
・第1のセラミック材料及び第2のセラミック材料は、酸化ジルコニウム粉末、酸化アルミニウム粉末、窒化チタン粉末、窒化ケイ素粉末、炭化チタン粉末、炭化クロム粉末、炭化タングステン粉末又はこれらの粉末のうち少なくとも2つの混合物のいずれかを含む。
・第1のセラミック材料及び第2のセラミック材料はそれぞれ、第1のセラミック材料及び第2のセラミック材料に異なる色を与える異なる顔料を含む。
・顔料は金属酸化物又はスピネルである。
・顔料は、酸化クロム、酸化コバルト、酸化鉄、酸化チタン、酸化マンガン、酸化モリブデン、酸化セリウム、酸化バナジウム、酸化亜鉛、酸化アルミニウム又はこれらの酸化物の混合物から選択される。
・顔料は、コバルト/鉄/クロムスピネル又はコバルト/アルミニウムスピネルである。
・第1のセラミック粉末及び第2のセラミック粉末はそれぞれバインダを含む。
・焼結するステップは、1,200℃から1,800℃の間の温度で30分間から20時間行われる。
・焼結するステップは、酸化又は還元環境で行われる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
オメガ・エス アー
時計の複数の機能を操作するための装置
3か月前
個人
構築素材又は原材
3か月前
株式会社トクヤマ
水硬性組成物
1か月前
株式会社トクヤマ
水硬性組成物
2か月前
株式会社トクヤマ
窒化ケイ素基板
2か月前
東ソー株式会社
焼結体の製造方法
2か月前
東ソー株式会社
焼結体の製造方法
2か月前
花王株式会社
吹付工法
2か月前
花王株式会社
空洞充填材
2か月前
有限会社林製作所
無機質成形体
14日前
株式会社田中建設
製造プラント
3か月前
花王株式会社
水硬性組成物
3か月前
花王株式会社
水硬性組成物
3か月前
東ソー株式会社
焼結体のリサイクル方法
4か月前
株式会社田中建設
固化材の製造方法
4か月前
デンカ株式会社
コンクリート用組成物
4か月前
株式会社トクヤマ
窒化ケイ素基板の製造方法
1か月前
株式会社竹中工務店
コンクリート部材
4か月前
愛媛県
釉薬組成物
5日前
デンカ株式会社
コンクリート用組成物
4か月前
花王株式会社
吹付用水硬性組成物
2か月前
花王株式会社
水硬性組成物用添加剤
1か月前
花王株式会社
粘土含有石膏スラリー
2か月前
デンカ株式会社
グラウト材料
7日前
花王株式会社
水硬性粉体の製造方法
2か月前
花王株式会社
水硬性組成物用添加剤
1か月前
花王株式会社
水硬性組成物用混和剤
2か月前
花王株式会社
水硬性組成物用分散剤
2か月前
三井住友建設株式会社
水硬性硬化体
3か月前
デンカ株式会社
接地抵抗低減剤
2か月前
太平洋セメント株式会社
固化材
1か月前
大光炉材株式会社
パッチング用耐火物
2か月前
個人
漆喰材の製造方法、および、漆喰材
4か月前
黒崎播磨株式会社
断熱材
1か月前
東ソー株式会社
焼結体、粉末、成形体、及び、仮焼体
4か月前
花王株式会社
水硬性組成物用被膜養生剤
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ