TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025063589
公報種別
公開特許公報(A)
公開日
2025-04-16
出願番号
2023172930
出願日
2023-10-04
発明の名称
バイポーラ電池の製造方法
出願人
トヨタ自動車株式会社
,
株式会社豊田自動織機
代理人
個人
,
個人
,
個人
主分類
H01M
50/103 20210101AFI20250409BHJP(基本的電気素子)
要約
【課題】凸部の形成を抑制可能なバイポーラ電池の製造方法を提供することである。
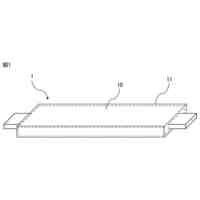
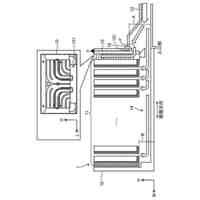
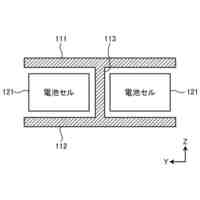
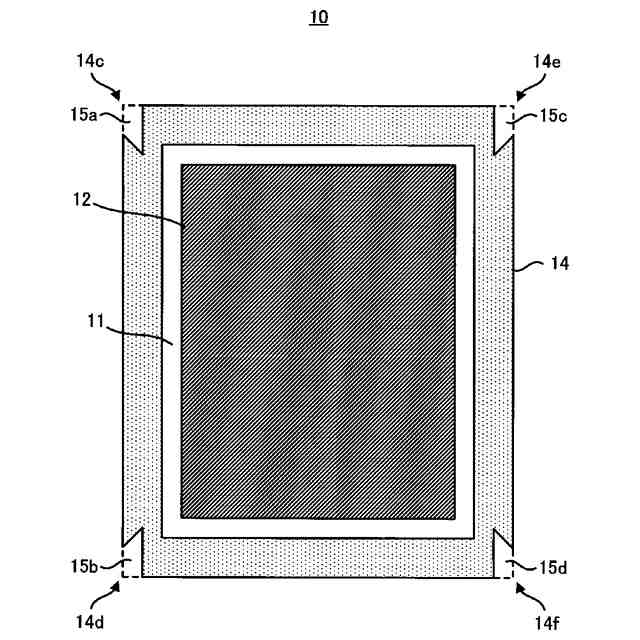
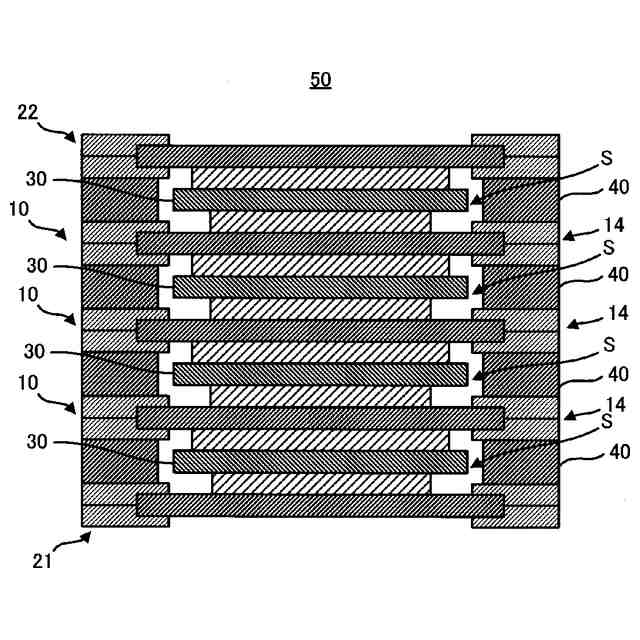
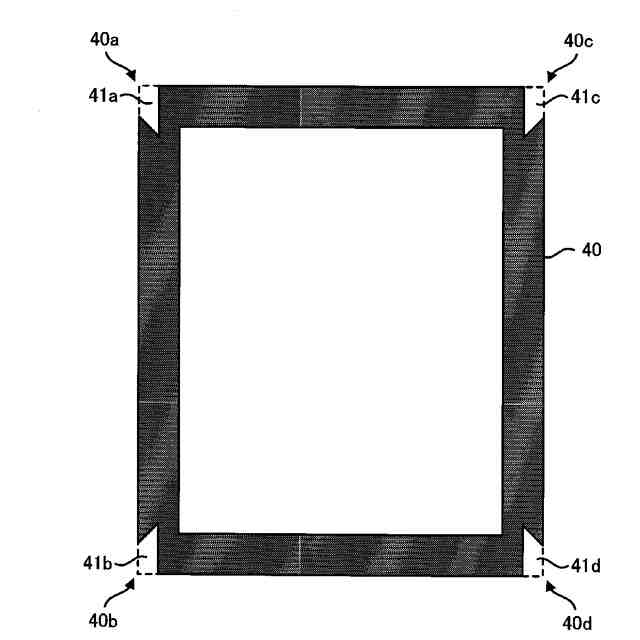
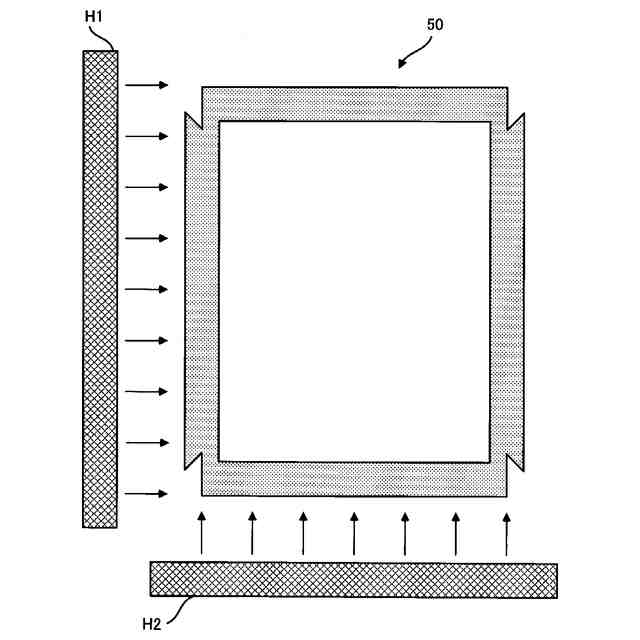
【解決手段】矩形の集電体の周囲にシール部材が配置され、かつ、集電体の第1面に正極層が、第2面に負極層が配置されたバイポーラ電極体を作製する作製工程と、セパレータを介してバイポーラ電極体を複数積層するとともに、積層方向に隣接するバイポーラ電極体のシール部材の間にそれぞれスペーサを配置することでバイポーラ電極積層体を得る積層工程と、積層方向に並ぶシール部材及びスペーサを積層方向に拘束しながら溶着し、バイポーラ電極積層体の側面全周を封止する枠状部材を形成する溶着工程と、を備え、シール部材及びスペーサのうち少なくとも一方は積層方向視においてバイポーラ電極積層体の内側に向かう切り欠きを有し、切り欠きは積層方向視においてバイポーラ電極積層体の角部に位置する、バイポーラ電池の製造方法である。
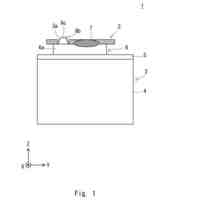
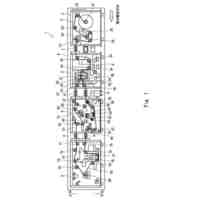
【選択図】図1
特許請求の範囲
【請求項1】
バイポーラ電極体が複数積層されたバイポーラ電極積層体と前記バイポーラ電極積層体の側面全周を封止する枠状部材とを備えたバイポーラ電池の製造方法であって、
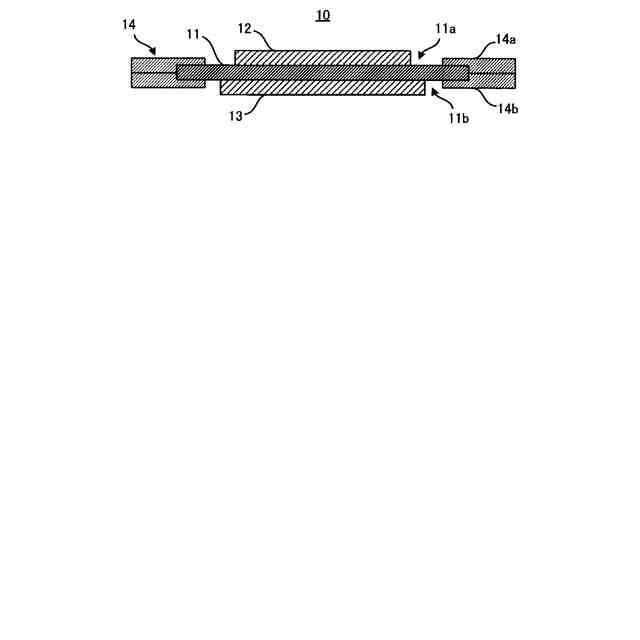
矩形の集電体の周囲にシール部材が配置され、かつ、前記集電体の第1面に正極層が、第2面に負極層が配置されたバイポーラ電極体を作製する作製工程と、
セパレータを介して前記バイポーラ電極体を複数積層するとともに、積層方向に隣接する前記バイポーラ電極体の前記シール部材の間にそれぞれスペーサを配置することで前記バイポーラ電極積層体を得る積層工程と、
積層方向に並ぶ前記シール部材及び前記スペーサを積層方向に拘束しながら溶着し、前記バイポーラ電極積層体の側面全周を封止する前記枠状部材を形成する溶着工程と、を備え、
前記シール部材及び前記スペーサのうち少なくとも一方は積層方向視において前記バイポーラ電極積層体の内側に向かう切り欠きを有し、
前記切り欠きは積層方向視において前記バイポーラ電極積層体の角部に位置する、
バイポーラ電池の製造方法。
続きを表示(約 340 文字)
【請求項2】
前記シール部材及び前記スペーサの両方が切り欠きを有している、請求項1に記載の製造方法。
【請求項3】
前記溶着工程は、積層方向に並ぶ前記シール部材及び前記スペーサを拘束荷重1MPa以上5MPa以下で拘束しつつ、前記バイポーラ電極積層体の側面をIRヒータで加熱することで実施される、請求項1又は2に記載の製造方法。
【請求項4】
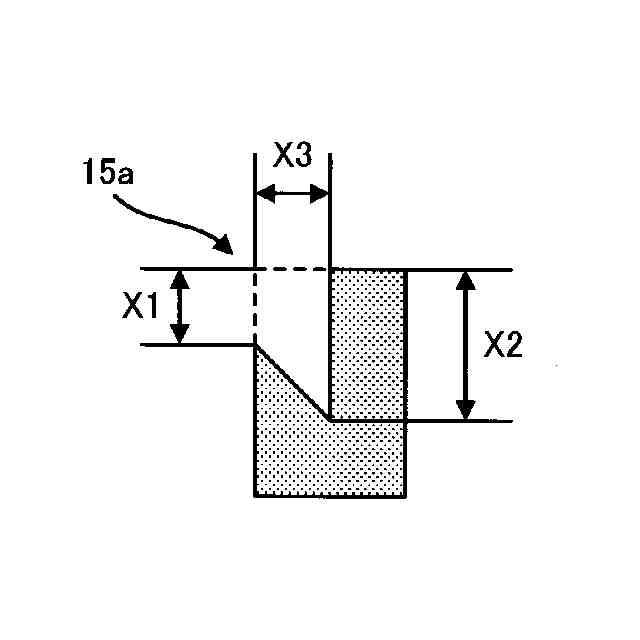
前記切り欠きの形状が台形であり、前記台形が有する角のうち1つがシール部材又はスペーサの角部と一致する、請求項1又は2に記載の製造方法。
【請求項5】
前記切り欠きの面積が10mm
2
以上100mm
2
以下である、請求項1又は2に記載の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本願はバイポーラ電池の製造方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
特許文献1、2には、バイポーラ電極体が複数積層されたバイポーラ電極積層体とバイポーラ電極積層体の側面全周を封止する枠状部材とを備えたバイポーラ電池が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2019-102127号公報
特開2023-46589号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
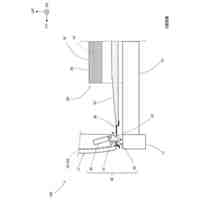
特許文献1、2に開示の電池では、集電体が矩形の金属箔によって構成されており、樹脂で構成される矩形枠状の枠状部材が、この集電体の周縁に設けられている。このような電池では、積層方向に積層された複数のシール部材及びスペーサの外縁部を溶着して枠状部材を形成する溶着工程を有する。しかしながら、溶着工程において、シール部材及びスペーサが加熱により膨張・流動した結果、矩形枠状の枠状部材の角部に樹脂が集まり、凸部が形成される問題がある。封止部材に凸部が形成された電池は外形規格から外れるものであり望ましくない。
【0005】
そこで、本開示の主な目的は、上記実情を鑑み、凸部の形成を抑制可能なバイポーラ電池の製造方法を提供することである。
【課題を解決するための手段】
【0006】
本開示は少なくとも以下の態様を提供する。
【0007】
第1態様は、バイポーラ電極体が複数積層されたバイポーラ電極積層体とバイポーラ電極積層体の側面全周を封止する枠状部材とを備えたバイポーラ電池の製造方法であって、矩形の集電体の周囲にシール部材が配置され、かつ、集電体の第1面に正極層が、第2面に負極層が配置されたバイポーラ電極体を作製する作製工程と、セパレータを介してバイポーラ電極体を複数積層するとともに、積層方向に隣接するバイポーラ電極体のシール部材の間にそれぞれスペーサを配置することでバイポーラ電極積層体を得る積層工程と、積層方向に並ぶシール部材及びスペーサを積層方向に拘束しながら溶着し、バイポーラ電極積層体の側面全周を封止する枠状部材を形成する溶着工程と、を備え、シール部材及びスペーサのうち少なくとも一方は積層方向視においてバイポーラ電極積層体の内側に向かう切り欠きを有し、切り欠きは積層方向視においてバイポーラ電極積層体の角部に位置する、バイポーラ電池の製造方法である。
【0008】
第2態様は、シール部材及びスペーサの両方が切り欠きを有している、第1態様に記載の製造方法である。
【0009】
第3態様は、溶着工程が積層方向に並ぶシール部材及びスペーサを拘束荷重1MPa以上5MPa以下で拘束しつつ、バイポーラ電極積層体の側面をIRヒータで加熱することで実施される、第1態様又は第2態様に記載の製造方法である。
【0010】
第4態様は、切り欠きの形状が台形であり、台形が有する角のうち1つがシール部材又はスペーサの角部と一致する、第1態様~第3態様のいずれか1つに記載の製造方法である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ自動車株式会社
車両
3日前
トヨタ自動車株式会社
車両
3日前
トヨタ自動車株式会社
車両
3日前
トヨタ自動車株式会社
自動車
3日前
トヨタ自動車株式会社
制御装置
3日前
トヨタ自動車株式会社
電池パック
3日前
トヨタ自動車株式会社
全固体電池
3日前
トヨタ自動車株式会社
運行管理装置
3日前
トヨタ自動車株式会社
情報処理装置
3日前
トヨタ自動車株式会社
情報処理装置
3日前
トヨタ自動車株式会社
情報処理装置
3日前
トヨタ自動車株式会社
情報処理装置
3日前
トヨタ自動車株式会社
情報処理装置
3日前
トヨタ自動車株式会社
充電制御装置
3日前
トヨタ自動車株式会社
情報処理装置
3日前
トヨタ自動車株式会社
音声制御装置
3日前
トヨタ自動車株式会社
情報処理装置
3日前
トヨタ自動車株式会社
ラミネート電池
3日前
トヨタ自動車株式会社
電池モジュール
3日前
トヨタ自動車株式会社
車両の制御装置
3日前
トヨタ自動車株式会社
電池モジュール
3日前
トヨタ自動車株式会社
資源の回収方法
3日前
トヨタ自動車株式会社
モータの制御装置
3日前
トヨタ自動車株式会社
電動車両の制御装置
3日前
トヨタ自動車株式会社
電池パック用ケース
3日前
トヨタ自動車株式会社
電池パックの製造方法
3日前
トヨタ自動車株式会社
車両のヒータ制御装置
3日前
トヨタ自動車株式会社
撮像装置及びプログラム
3日前
トヨタ自動車株式会社
車両用ブレーキシステム
3日前
トヨタ自動車株式会社
車椅子用リフト搭載車両
3日前
トヨタ自動車株式会社
車両のブレーキシステム
3日前
株式会社デンソー
演算装置
3日前
トヨタ自動車株式会社
箔材製造装置及び箔材製造方法
3日前
トヨタ自動車株式会社
蓄電装置および蓄電装置の製造方法
3日前
三建産業株式会社
回転式熱処理炉
3日前
三建産業株式会社
回転式熱処理炉
3日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ