TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025059671
公報種別
公開特許公報(A)
公開日
2025-04-10
出願番号
2023169907
出願日
2023-09-29
発明の名称
羽根車
出願人
リンナイ株式会社
代理人
弁理士法人青莪
主分類
F04D
29/28 20060101AFI20250403BHJP(液体用容積形機械;液体または圧縮性流体用ポンプ)
要約
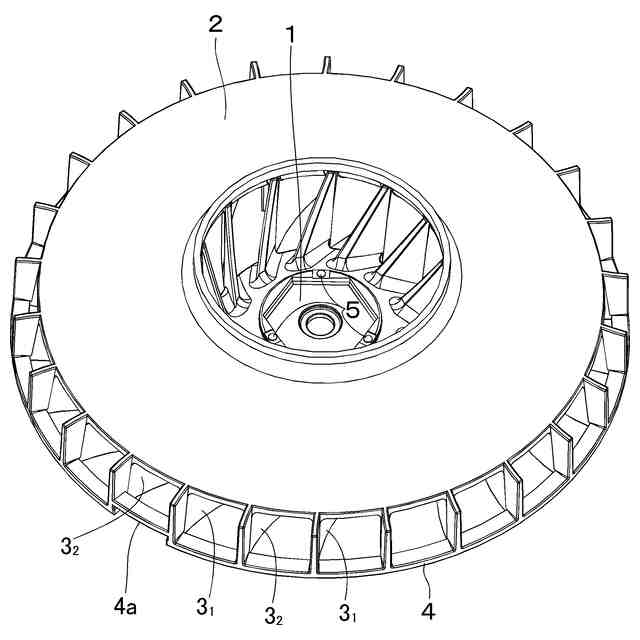
【課題】主板1とシュラウド2と複数の羽根とこれら羽根の径方向外端部間に跨る補強リング4とを一体成形した樹脂製の羽根車であって、羽根として、径方向内端部が主板1に達する長羽根3
1
と主板1に達しない短羽根3
2
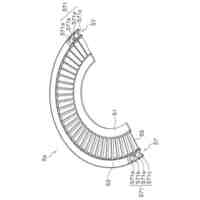
とが周方向に交互に設けられるものにおいて、周方向に隣接する羽根間に位置する補強リング4の周方向複数部分のうち成形時に最後に樹脂が充填される部分である最終充填リング部分4aのウェルドに起因する強度不足を解消できるようにする。
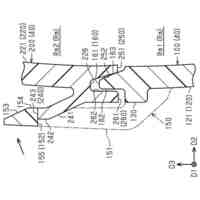
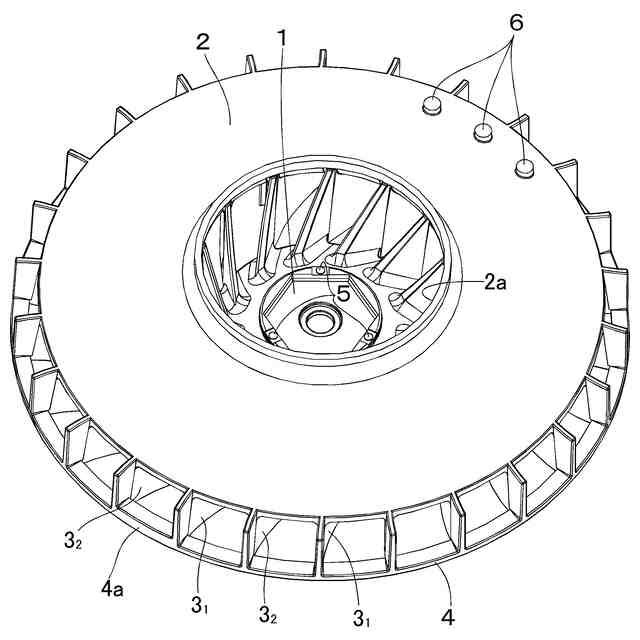
【解決手段】最終充填リング部分4aの肉厚を他のリング部分よりも大きくする。また、最終充填リング部分4aの位置を他のリング部分よりもシュラウド2側にオフセットしてもよい。
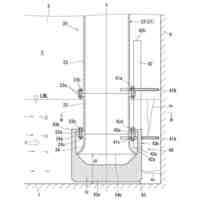
【選択図】図2
特許請求の範囲
【請求項1】
回転軸に連結される主板と、主板から軸方向一方に離れ、内径が主板の外径以上の環状のシュラウドと、シュラウドの軸方向他方を向く側面から軸方向他方に突出するように周方向の間隔を存して複数設けられ、シュラウドの外周縁よりも径方向外方に張出す羽根と、これら羽根の軸方向他方の側縁の径方向外端部間に跨って環状に延在する補強リングとを備え、これら主板とシュラウドと複数の羽根と補強リングとが一体成形された樹脂製の羽根車であって、
羽根として、径方向内端寄りの部分の軸方向他方の側縁が主板の軸方向一方を向く面に接合する長羽根と、径方向内端が主板の外周縁よりも径方向外方に位置する短羽根とが設けられ、
成形時に樹脂を注入するゲートの跡部が主板のみに設けられるものにおいて、
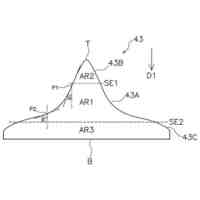
周方向に隣接する羽根間に位置する補強リングの周方向複数部分のうち成形時に最後に樹脂が充填される部分である最終充填リング部分の軸方向の肉厚が他のリング部分よりも大きいことを特徴とする羽根車。
続きを表示(約 570 文字)
【請求項2】
回転軸に連結される主板と、主板から軸方向一方に離れ、内径が主板の外径以上の環状のシュラウドと、シュラウドの軸方向他方を向く側面から軸方向他方に突出するように周方向の間隔を存して複数設けられ、シュラウドの外周縁よりも径方向外方に張出す羽根と、これら羽根の軸方向他方の側縁の径方向外端部間に跨って環状に延在する補強リングとを備え、これら主板とシュラウドと複数の羽根と補強リングとが一体成形された樹脂製の羽根車であって、
羽根として、径方向内端寄りの部分の軸方向他方の側縁が主板の軸方向一方を向く面に接合する長羽根と、径方向内端が主板の外周縁よりも径方向外方に位置する短羽根とが設けられ、
成形時に樹脂を注入するゲートの跡部が主板のみに設けられるものにおいて、
周方向に隣接する羽根間に位置する補強リングの周方向複数部分のうち成形時に最後に樹脂が充填される部分である最終充填リング部分の位置が他のリング部分よりも軸方向一方にオフセットしていることを特徴とする羽根車。
【請求項3】
請求項1記載の羽根車であって、前記最終充填リング部分に対し周方向反対側に位置する前記シュラウドの部分又は前記羽根の部分に動的バランスを確保するための錘部が一体成形されることを特徴とする羽根車。
発明の詳細な説明
【技術分野】
【0001】
本発明は、遠心型の燃焼ファン等に用いる羽根車に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
従来、この種の羽根車として、特許文献1により、回転軸に連結される主板と、主板から軸方向一方に離れ、内径が主板の外径以上の環状のシュラウドと、シュラウドの軸方向他方を向く側面から軸方向他方に突出するように周方向の間隔を存して複数設けられ、シュラウドの外周縁よりも径方向外方に張出す羽根と、これら羽根の軸方向他方の側縁の径方向外端部間に跨って環状に延在する補強リングとを備え、これら主板とシュラウドと複数の羽根と補強リングとが一体成形された樹脂製のものが知られている。このものでは、全ての羽根の径方向内端寄りの部分の軸方向他方の側縁が主板の軸方向一方を向く面に接合しており、また、成形時に樹脂を注入するゲート部の跡が主板とシュラウドとに設けられている。
【0003】
上記従来例のものでは、成形時に、羽根用のキャビティ部分に主板用のキャビティ部分とシュラウド用のキャビティ部分とから樹脂が流入して、羽根にウェルドが発生することがある。そこで、羽根として、径方向内端寄りの部分の軸方向他方の側縁が主板の軸方向一方を向く面に接合する長羽根と、径方向内端が主板の外周縁よりも径方向外方に位置する短羽根とを設け、更に、成形時に樹脂を注入するゲートの跡部を主板のみに設けることが考えられる。これによれば、成形時に、主板用のキャビティから長羽根用のキャビティとシュラウド用のキャビティと短羽根用のキャビティとに順に樹脂が流入して、長羽根及び短羽根にウェルドが発生することを抑制できる。
【0004】
但し、周方向に隣接する羽根間に位置する補強リングの部分には、成形時に、このリング部分用のキャビティに周方向に隣接する一方の羽根用のキャビティと他方の羽根用のキャビティとから樹脂が流入するため、ウェルドが発生する。ここで、周方向に隣接する羽根間に位置する補強リングの周方向複数部分の全てに同時に樹脂が充填されるわけではなく、何れかのリング部分が成形時に最後に樹脂が充填される最終充填リング部分となる。そして、最終充填リング部分では、ウェルドによる欠陥の改善に役立つ樹脂の保圧時間が短くなって、強度不足を生じてしまう。
【先行技術文献】
【特許文献】
【0005】
特開2018-91199号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、以上の点に鑑み、最終充填リング部分の強度不足を解消できるようにした羽根車を提供することをその課題としている。
【課題を解決するための手段】
【0007】
回転軸に連結される主板と、主板から軸方向一方に離れ、内径が主板の外径以上の環状のシュラウドと、シュラウドの軸方向他方を向く側面から軸方向他方に突出するように周方向の間隔を存して複数設けられ、シュラウドの外周縁よりも径方向外方に張出す羽根と、これら羽根の軸方向他方の側縁の径方向外端部間に跨って環状に延在する補強リングとを備え、これら主板とシュラウドと複数の羽根と補強リングとが一体成形された樹脂製の羽根車であって、羽根として、径方向内端寄りの部分の軸方向他方の側縁が主板の軸方向一方を向く面に接合する長羽根と、径方向内端が主板の外周縁よりも径方向外方に位置する短羽根とが設けられ、成形時に樹脂を注入するゲートの跡部が主板のみに設けられるものにおいて、上記課題を解決するために、本願の第1発明は、周方向に隣接する羽根間に位置する補強リングの周方向複数部分のうち成形時に最後に樹脂が充填される部分である最終充填リング部分の軸方向の肉厚が他のリング部分よりも大きいことを特徴とし、また、本願の第2発明は、周方向に隣接する羽根間に位置する補強リングの周方向複数部分のうち成形時に最後に樹脂が充填される部分である最終充填リング部分の位置が他のリング部分よりも軸方向一方にオフセットしていることを特徴とする。
【0008】
第1発明によれば、最終充填リング部分の肉厚を大きくすることにより、最終充填リング部分の強度不足を解消できる。また、第2発明によれば、最終充填リング部分の位置を軸方向一方、即ち、シュラウド側にオフセットすることにより、シュラウド側から短羽根を介して最終充填リング部分に樹脂が比較的早く充填されるようになる。そのため、最終充填リング部分における樹脂の保圧時間を確保して、最終充填リング部分の強度不足を解消できる。
【0009】
尚、第1発明によれば、最終充填リング部分の肉厚を大きくすることで、羽根車の動的バランスがくずれる。そこで、最終充填リング部分に対し周方向反対側に位置するシュラウドの部分又は羽根の部分に動的バランスを確保するための錘部を一体成形することが望ましい。これによれば、部品点数を増加することなく、動的バランスを確保することができる。
【図面の簡単な説明】
【0010】
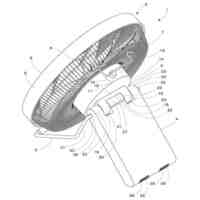
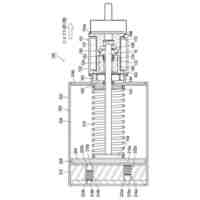
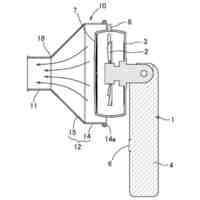
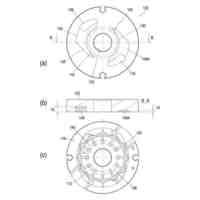
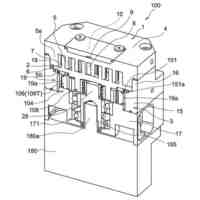
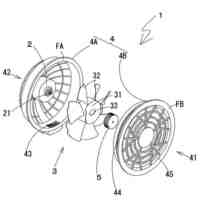
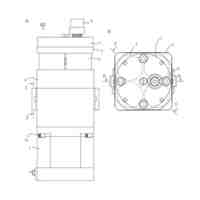
本発明の第1実施形態の羽根車の斜視図。
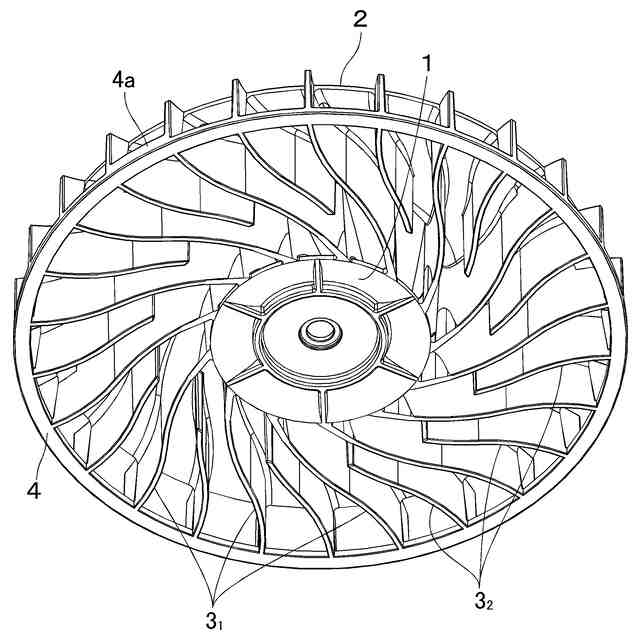
第1実施形態の羽根車の図1とは異なる方向から見た斜視図。
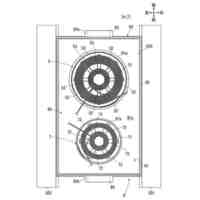
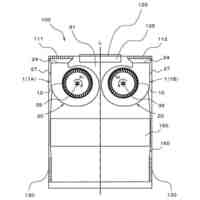
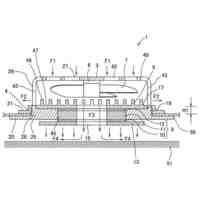
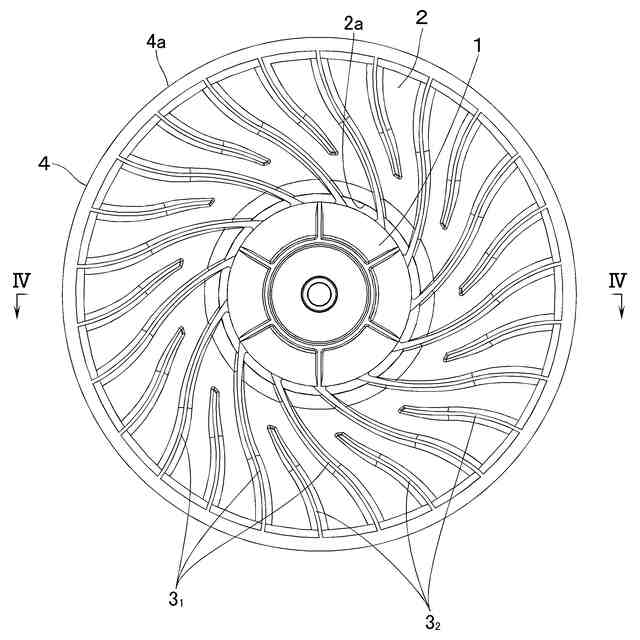
第1実施形態の羽根車の主板側から見た下面図。
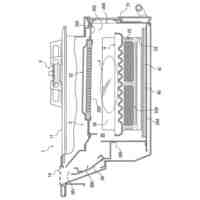
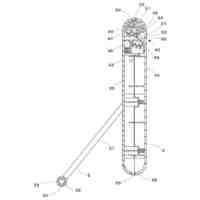
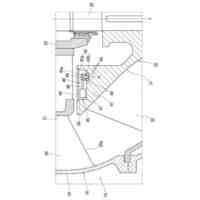
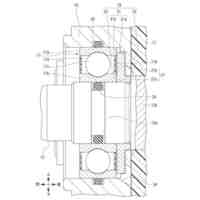
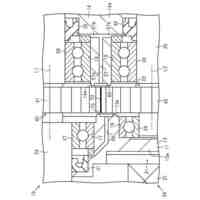
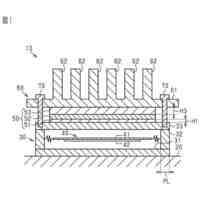
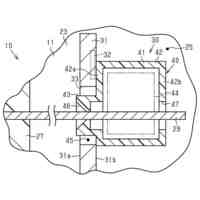
図3のIV-IVで切断した断面図。
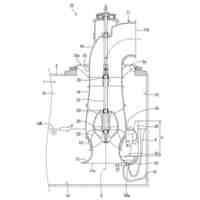
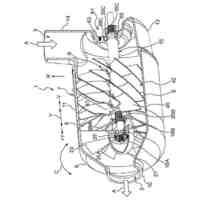
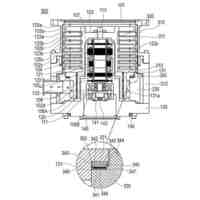
本発明の第2実施形態の羽根車の斜視図。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
リンナイ株式会社
加熱調理装置
2日前
リンナイ株式会社
グリル及び加熱調理器
今日
リンナイ株式会社
衣類乾燥機監視システム及び衣類乾燥機
2日前
個人
圧縮機
5か月前
個人
海流製造装置。
14日前
ダイニチ工業株式会社
空調装置
3か月前
株式会社ツインバード
送風装置
12日前
株式会社ツインバード
送風装置
12日前
カヤバ株式会社
電動ポンプ
1か月前
株式会社不二越
蓄圧装置
2か月前
ビッグボーン株式会社
送風装置
1か月前
株式会社ノーリツ
ロータリ圧縮機
28日前
シャープ株式会社
送風装置
5か月前
株式会社酉島製作所
ポンプ
4か月前
シャープ株式会社
送風装置
5か月前
株式会社酉島製作所
ポンプ
5か月前
シャープ株式会社
送風装置
5か月前
株式会社ニクニ
液封式ポンプ装置
3か月前
個人
携帯型扇風機用の送風ノズル
4か月前
株式会社酉島製作所
ポンプ
3か月前
株式会社不二越
油圧ユニット
4か月前
株式会社ノーリツ
ロータリー圧縮機
3か月前
株式会社不二越
ベーンポンプ
2か月前
株式会社坂製作所
スクロール圧縮機
3か月前
小倉クラッチ株式会社
ルーツブロア
2か月前
個人
連結式螺旋翼体及び流体移送装置
4か月前
株式会社島津製作所
真空ポンプ
12日前
株式会社豊田自動織機
流体機械
26日前
株式会社チロル
送風機、送風機付衣服
1か月前
株式会社島津製作所
真空ポンプ
1か月前
株式会社村田製作所
圧電ポンプ
5か月前
株式会社コスメック
ピストン型ポンプ
3か月前
株式会社アイシン
ポンプケース
5日前
エドワーズ株式会社
真空ポンプ
6日前
株式会社豊田自動織機
遠心圧縮機
3か月前
株式会社豊田自動織機
電動圧縮機
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ