TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025031247
公報種別
公開特許公報(A)
公開日
2025-03-07
出願番号
2023137341
出願日
2023-08-25
発明の名称
研削焼け深さ推定装置
出願人
株式会社ジェイテクト
代理人
弁理士法人あいち国際特許事務所
主分類
G01N
27/72 20060101AFI20250228BHJP(測定;試験)
要約
【課題】工作物の研削焼け深さを高精度に推定することができる、研削焼け深さ推定装置を提供する。
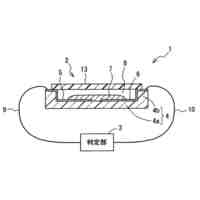
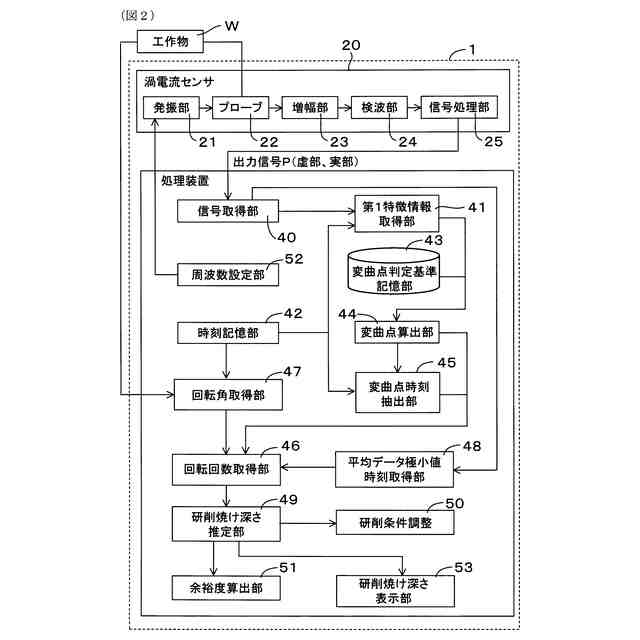
【解決手段】研削焼け深さ推定装置1において、渦電流センサ20は励磁電流により工作物Wに渦電流を誘導して生じる渦電流の磁界に応じた出力信号を出力する。第1特徴情報取得部41は渦電流センサ20による交流の出力信号を直交座標形式の複素平面に表したときの虚軸の値及び実軸の値の少なくとも一方と時刻情報とを紐づけてなる第1特徴情報を取得する。変曲点算出部44は第1特徴情報から複素平面に表された出力信号Pの軌跡の変曲点を算出する。変曲点時刻抽出部45は変曲点の時刻を抽出する。回転回数取得部46は回転回数取得開始時刻から変曲点時刻に至るまでの工作物Wの回転回数を取得する。研削焼け深さ推定部49は回転回数取得部により取得された回転回数と工作物Wの1回転あたりの切り込み量とに基づいて被加工部の研削焼け深さを推定する。
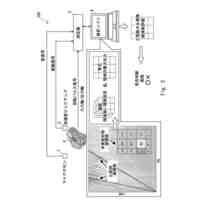
【選択図】図2
特許請求の範囲
【請求項1】
円筒研削盤による研削加工で工作物の表面を研削して最終目標形状に加工される工作物における被加工部の研削焼け深さを推定する研削焼け深さ推定装置であって、
前記工作物の被加工部に対向して配置されて、励磁電流により前記工作物の内部に渦電流を誘導し、前記渦電流により生じる磁界に応じた交流の出力信号を出力する渦電流センサと、
前記渦電流センサにより出力された出力信号を直交座標形式の複素平面に表したときの虚軸の値及び実軸の値の少なくとも一方と前記工作物を研削した時刻である時刻情報とを紐づけてなる第1特徴情報を取得する第1特徴情報取得部と、
前記第1特徴情報から、前記複素平面に表された前記出力信号の軌跡における変曲点を算出する変曲点算出部と、
前記変曲点を呈する時刻を変曲点時刻として抽出する変曲点時刻抽出部と、
回転回数取得開始時刻から前記変曲点時刻に至るまでの前記工作物の回転回数を取得する回転回数取得部と、
前記回転回数取得部により取得された前記回転回数と、前記工作物の1回転あたりの切り込み量とに基づいて、前記被加工部の研削焼け深さを推定する研削焼け深さ推定部と、
を備える、研削焼け深さ推定装置。
続きを表示(約 1,400 文字)
【請求項2】
前記工作物の研削加工は、粗研工程の後に精研工程を行うように構成されており、
前記回転回数取得開始時刻は、粗研工程終了時刻であり、
前記研削焼け深さ推定部は、前記回転回数取得部により取得された前記回転回数と、精研工程における前記工作物の1回転あたりの切り込み量とに基づいて、前記被加工部の研削焼け深さを推定する、請求項1に記載の研削焼け深さ推定装置。
【請求項3】
前記回転回数取得部は、前記渦電流センサの出力信号の極値データに基づいて前記回転回数を取得する、請求項1又は2に記載の研削焼け深さ推定装置。
【請求項4】
前記渦電流センサの出力信号の平均データが極小値となる時刻である平均データ極小値時刻を取得する平均データ極小値時刻取得部を、さらに備え、
前記回転回数取得部は、前記回転回数取得開始時刻から前記平均データ極小値時刻までの第1区間における前記渦電流センサの出力信号の極大値データに基づいて前記回転回数を取得し、前記平均データ極小値時刻から前記変曲点時刻までの第2区間における前記渦電流センサの出力信号の極小値データに基づいて前記回転回数を取得する、請求項3に記載の研削焼け深さ推定装置。
【請求項5】
前記第1特徴情報取得部は、前記虚軸の値及び前記実軸の値と前記工作物を研削した時刻である時刻情報とを紐づけてなる前記第1特徴情報を取得し、
前記変曲点算出部は、前記第1特徴情報から、前記複素平面に表された前記出力信号の軌跡のベクトルの向きが前記複素平面の虚軸方向において変化する点である第1変曲点と、前記ベクトルの向きが前記複素平面の実軸方向において変化する点である第2変曲点とを算出し、
前記変曲点時刻抽出部は、前記第1変曲点を呈する時刻である第1変曲点時刻と、前記第2変曲点を呈する時刻である第2変曲点時刻とを抽出し、
前記回転回数取得部は、前記回転回数取得開始時刻から、前記第1変曲点時刻及び前記第2変曲点時刻のうち早い方の時刻までの第1区間では前記渦電流センサの出力信号の極大値データに基づいて前記回転回数を取得し、前記第1変曲点時刻及び前記第2変曲点時刻のうち早い方の時刻から遅い方の時刻までの第2区間では前記渦電流センサの出力信号の極小値データに基づいて前記回転回数を取得する、請求項3に記載の研削焼け深さ推定装置。
【請求項6】
前記工作物の回転軸の回転角度を取得する回転角取得部を備え、
前記回転回数取得部は、前記工作物の回転軸の回転角度に基づいて前記回転回数を取得する、請求項1又は2に記載の研削焼け深さ推定装置。
【請求項7】
前記回転回数取得部は、前記回転角取得部により取得された前記回転角度に基づいて、前記回転回数取得開始時刻から前記変曲点時刻に至るまでの前記工作物の1回転ごとの前記渦電流センサの出力信号の極値データを抽出して前記複素平面に表し、前記複素平面上の前記極値データを計数することにより前記回転回数を取得する、請求項6に記載の研削焼け深さ推定装置。
【請求項8】
前記変曲点は、前記複素平面に表される前記渦電流センサにより出力された前記出力信号の軌跡のベクトルの向きが、前記複素平面の虚軸方向及び実軸方向において変化する点である、請求項1又は2に記載の研削焼け深さ推定装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、研削焼け深さ推定装置に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
従来、工作物を研削加工する際、工作物における加工部位の温度が高温になりやすいため、加工条件によっては工作物の表面に研削焼けが生じることがある。研削焼けは工作物の機械的強度を低下させる要因となるおそれがあるため好ましくない。このような研削焼けを検出する方法として、励磁電流により工作物に発生させた渦電流による磁界の変化が研削焼けの有無により異なることを利用して、研削焼けの有無を評価することが行われている。
【0003】
例えば、特許文献1に開示の構成では、渦電流センサを用いて周波数の異なる2種類の励磁電流により生じるそれぞれの渦電流の出力信号を比較することで研削焼けの有無を高精度に検出している。また、特許文献2に開示の構成では、渦電流センサを用いて周波数の異なる2種類の励磁電流により生じるそれぞれの渦電流の出力信号を、工作物に残留する残留磁束密度の成分を除去する補正することで、研削焼けの有無の判定精度を向上させている。また、これらの方法とは別に、研削加工終了後の工作物をナイタールなどの腐食液によりエッチング処理して表面状態を観察することで、工作物表面の研削焼け状態を評価することも行われている。
【先行技術文献】
【特許文献】
【0004】
特開2011-106932号公報
特開2018-189603号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1及び2に開示の構成やエッチングによる評価では、研削加工終了後の研削焼け状態を評価するものであるが、研削焼けの深さを高精度に推定することはできない。
【0006】
本発明は、工作物の研削焼け深さを高精度に推定することができる、研削焼け深さ推定装置を提供しようとするものである。
【課題を解決するための手段】
【0007】
本発明の一態様は、円筒研削盤による研削加工で工作物の表面を研削して最終目標形状に加工される工作物における被加工部の研削焼け深さを推定する研削焼け深さ推定装置であって、
前記工作物の被加工部に対向して配置されて、励磁電流により前記工作物の内部に渦電流を誘導し、前記渦電流により生じる磁界に応じた交流の出力信号を出力する渦電流センサと、
前記渦電流センサにより出力された出力信号を直交座標形式の複素平面に表したときの虚軸の値及び実軸の値の少なくとも一方と前記工作物を研削した時刻である時刻情報とを紐づけてなる第1特徴情報を取得する第1特徴情報取得部と、
前記第1特徴情報から、前記複素平面に表された前記出力信号の軌跡における変曲点を算出する変曲点算出部と、
前記変曲点を呈する時刻を変曲点時刻として抽出する変曲点時刻抽出部と、
回転回数取得開始時刻から前記変曲点時刻に至るまでの前記工作物の回転回数を取得する回転回数取得部と、
前記回転回数取得部により取得された前記回転回数と、前記工作物の1回転あたりの切り込み量とに基づいて、前記被加工部の研削焼け深さを推定する研削焼け深さ推定部と、
を備える、研削焼け深さ推定装置にある。
【発明の効果】
【0008】
上記態様によれば、励磁電流により加工中の工作物の内部に生じた渦電流を渦電流センサにより検出し、渦電流センサにより出力された出力信号を直交座標形式の複素平面に表したときの虚軸の値及び実軸の値の少なくとも一方と時刻情報とが紐づけられた第1特徴情報を取得する。そして、第1特徴情報から、上記複素平面に表された上記出力信号の軌跡における変曲点を算出し、変曲点を呈する時刻を変曲点時刻として抽出する。本願発明者らは、当該変曲点時刻は、研削加工により工作物に生じた研削焼けを示す加工変質層(軟化層ともいう)がその後の研削加工で除去された時刻に相当することを新たに見出した。したがって、変曲点時刻までに切り込まれた深さを取得することで、研削焼け深さを推定することができる。そして、研削焼けの発生後に変曲点時刻までに切り込まれた深さは円筒研削盤における工作物の回転回数と1回転あたりの切り込み量との積により算出することで、定寸装置のデータを用いる必要もない。このように、複素平面に表示された渦電流センサの出力信号の軌跡における変曲点の時刻と工作物の回転回数と切り込み量とを用いることにより、高精度に研削焼け深さを推定することができる。
【0009】
以上のごとく、上記態様によれば、工作物の研削焼け深さを高精度に推定することができる、研削焼け深さ推定装置を提供することができる。
【図面の簡単な説明】
【0010】
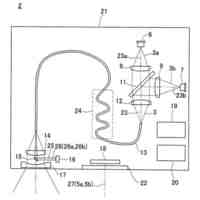
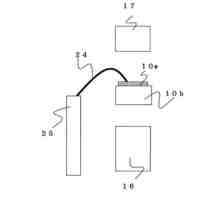
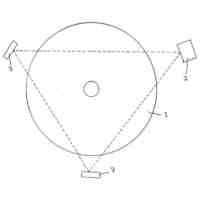
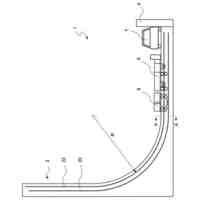
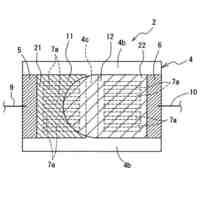
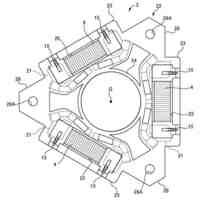
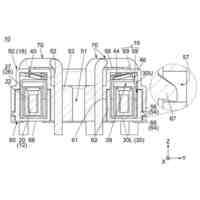
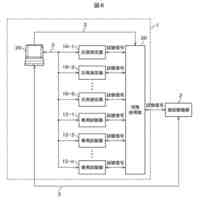
実施形態1における、研削焼け深さ推定装置を含む研削加工システムの構成を示す概念図。
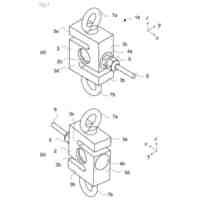
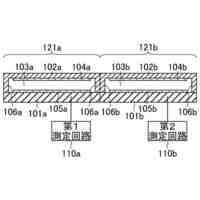
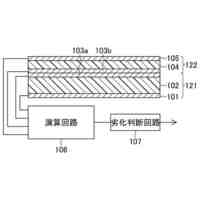
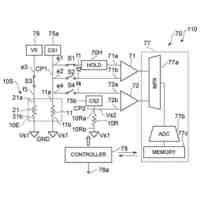
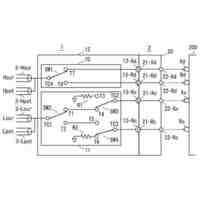
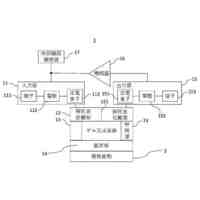
実施形態1における、研削焼け深さ推定装置の構成を示す機能ブロック図。
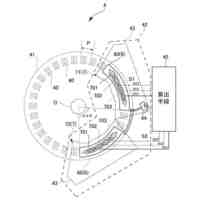
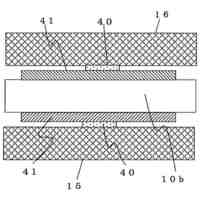
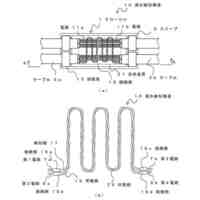
実施形態1における、渦電流センサにおける同期検波の概要を説明する図。
実施形態1における、(a)第1の変曲点判定基準となる渦電流センサの出力信号と時間の関係を示す図、(b)第1の変曲点判定基準となる渦電流センサの出力信号を複素平面に表した図。
実施形態1における、研削加工のフロー図。
実施形態1における、工作物半径の時間変化を示す図。
実施形態1における、第1の研削焼け状態推定処理のフロー図。
実施形態1における、変曲点が描かれない場合の渦電流センサの出力信号を複素平面に表した図。
実施形態1における、第2の研削焼け状態推定処理のフロー図。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社大真空
センサ
9日前
株式会社大真空
センサ
1か月前
ユニパルス株式会社
ロードセル
1か月前
東レ株式会社
液体展開用シート
24日前
株式会社ミツトヨ
エンコーダ
3日前
アズビル株式会社
圧力センサ
2日前
株式会社トプコン
植物センサ
20日前
アズビル株式会社
湿度センサ
17日前
日本FC企画株式会社
特性試験装置
5日前
日本碍子株式会社
ガスセンサ
2日前
キヤノン電子株式会社
サーボ加速度計
24日前
株式会社ミツトヨ
変位測定装置
16日前
キヤノン電子株式会社
サーボ加速度計
24日前
キヤノン電子株式会社
サーボ加速度計
24日前
株式会社小野測器
回転計測装置
16日前
株式会社東芝
センサ
2日前
株式会社東芝
センサ
16日前
株式会社クボタ
作業車両
23日前
アズビル株式会社
検査用プローブ
10日前
エスペック株式会社
環境試験装置
2日前
個人
レーザージャイロ応用重力場計測装置
4日前
トヨタ自動車株式会社
異音解析方法
16日前
株式会社ノーリツ
温度センサ取付具
3日前
株式会社ノーリツ
温度センサ取付具
3日前
積水ハウス株式会社
測定治具
2日前
トヨタ自動車株式会社
画像検査装置
1か月前
古河電気工業株式会社
漏水検知構造
3日前
トヨタ自動車株式会社
NVH解析装置
16日前
日鉄テクノロジー株式会社
衝突試験装置
6日前
株式会社大真空
センサ及びその製造方法
1か月前
キヤノン株式会社
撮像装置
16日前
ヒロセ電機株式会社
磁気センサ装置
9日前
株式会社トーキン
電流センサ
23日前
三菱電機株式会社
振動センサ
20日前
公立大学法人大阪
蛍光X線分析装置
1か月前
株式会社国際電気
試験装置
2日前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ