TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025028095
公報種別
公開特許公報(A)
公開日
2025-02-28
出願番号
2024209893,2021038568
出願日
2024-12-03,2021-03-10
発明の名称
カット刃、及びカット刃の製造方法
出願人
株式会社村田製作所
代理人
個人
主分類
B23D
35/00 20060101AFI20250220BHJP(工作機械;他に分類されない金属加工)
要約
【課題】カット刃の歪みを抑制する。
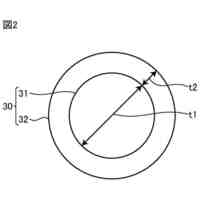
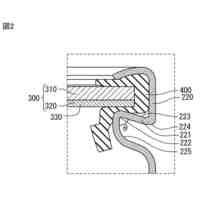
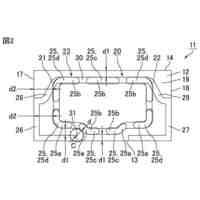
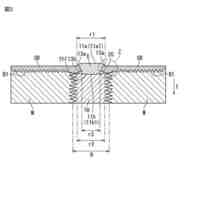
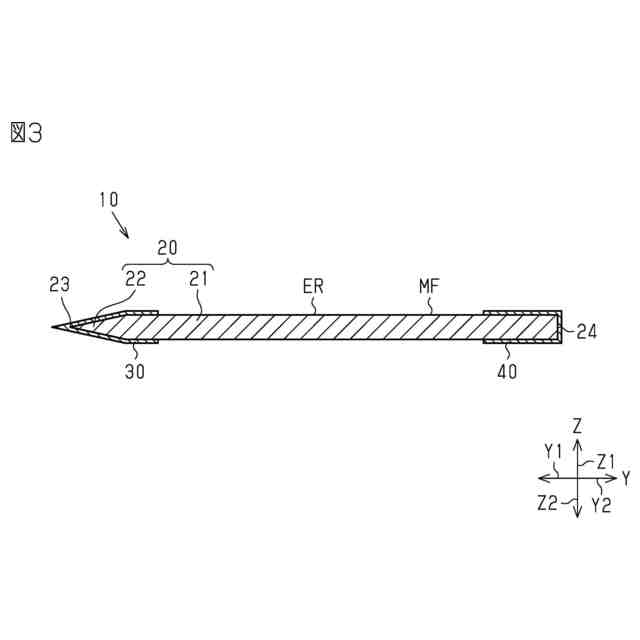
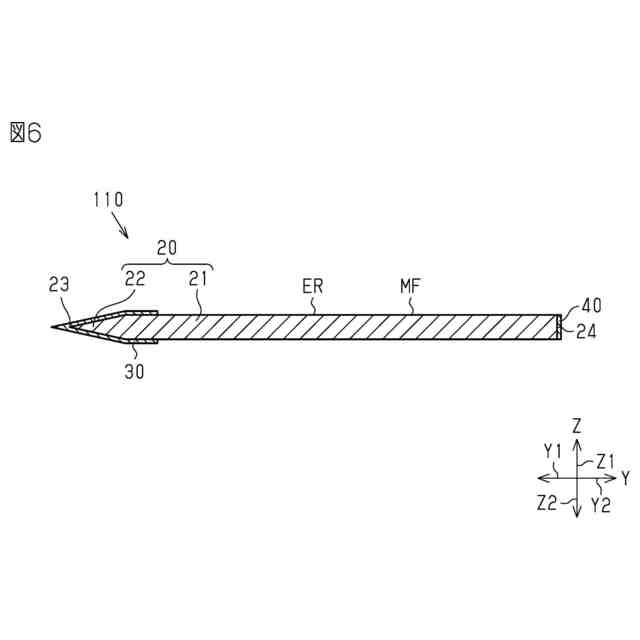
【解決手段】カット刃10は、基材20と、基材20の表面のうち一部分を覆う第1被膜30と、基材20の表面のうちの第1被膜30とは異なる一部分を覆う第2被膜と、を備えている。基材20は、主面MFを有する板状である。基材20は、基材20の端の一部に刃先23を有している。第1被膜30は、刃先23を覆っている。第2被膜40は、主面MFに直交する方向から視て、刃先23とは反対側の端を覆っており、且つ、第1被膜30に対して離れている。
【選択図】図3
特許請求の範囲
【請求項1】
主面を有し、端の一部に刃先を有するとともに前記主面に直交する方向から視て前記刃先とは反対側の端に峰を有する基材と、
前記基材の表面のうちの一部分を覆う第1被膜と、
前記基材の表面のうちの前記第1被膜とは異なる一部分を覆う第2被膜と、を備え、
前記第1被膜は、少なくとも前記刃先を覆っており、
前記第2被膜は、前記基材の表面のうちの前記第1被膜よりも前記峰側の部分を覆っており、
前記第1被膜及び前記第2被膜の間において前記主面が露出した露出部分を有する
カット刃。
続きを表示(約 830 文字)
【請求項2】
前記第1被膜は、材質としてダイヤモンドを含む
請求項1に記載のカット刃。
【請求項3】
前記主面の全体の面積に対する前記露出部分の面積の割合は、50%以上である
請求項1又は2に記載のカット刃。
【請求項4】
前記刃先は、円弧状に延びている
請求項1~3の何れか一項に記載のカット刃。
【請求項5】
前記第2被膜は、前記峰を覆っている
請求項1~4の何れか一項に記載のカット刃。
【請求項6】
主面を有する板状であり、端の一部に刃先を有するとともに前記主面に直交する方向から視て前記刃先とは反対側の端に峰を有する基材を準備する基材準備工程と、
前記基材の表面のうちの一部分にコーティングする被膜形成工程と、
を備え、
前記被膜形成工程では、少なくとも前記刃先を覆う第1被膜と、前記基材の表面のうちの前記第1被膜よりも前記峰側の部分を覆う第2被膜と、前記第1被膜及び前記第2被膜の間において前記主面が露出した露出部分と、を形成する
カット刃の製造方法。
【請求項7】
前記被膜形成工程では、
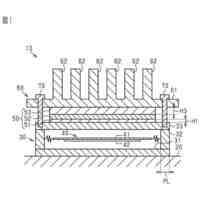
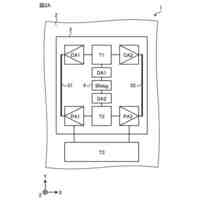
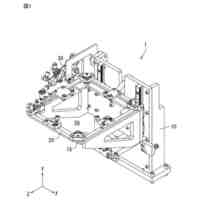
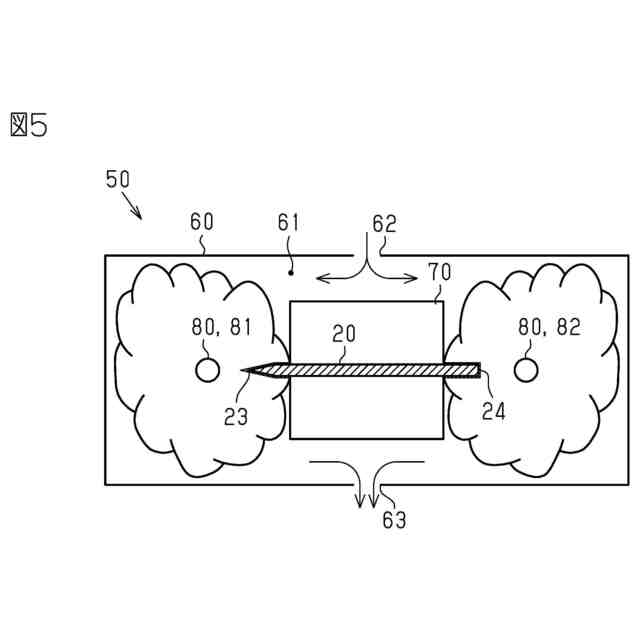
反応ガスが流入されるチャンバと、前記基材を前記チャンバ内において保持する保持具と、前記チャンバ内の前記基材を加熱する熱源と、を備える製膜装置を用い、
少なくとも前記刃先及び前記保持具が接触する箇所よりも前記峰側の部分が露出するように前記保持具で前記基材を保持した状態で、同一の前記チャンバ内でコーティングすることにより、前記第1被膜と前記第2被膜とを同時に製膜する
請求項6に記載のカット刃の製造方法。
【請求項8】
前記被膜形成工程では、前記保持具から視て、前記刃先側と前記刃先とは反対側それぞれに熱源を配置する
請求項7に記載のカット刃の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、カット刃、及びカット刃の製造方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
特許文献1に記載のカット刃は、刃先を有する基材を備えている。基材は、主面を有する板状である。主面に直交する方向から視たときに、基材は、長方形状である。刃先は、主面に直交する方向から視たときに、長方形の1辺の範囲に設けられている。
【先行技術文献】
【特許文献】
【0003】
特開2020-185648号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に記載のようなカット刃において、切断する材料や、基材の材質によっては、基材のみでは硬度が不足する場合がある。そこで、カット刃の刃先の表面の硬度を向上させるために、ダイヤモンドを含む被膜を、刃先に設ける場合がある。しかしながら、被膜の材質であるダイヤモンドと基材の材質とでは、熱膨張係数が異なる。そのため、被膜が製膜されるときの基材の熱膨張量と被膜の熱膨張量との違いが、被膜製膜後のカット刃において、刃先の応力として残存する。カット刃の特定の箇所に応力が残存していると、カット刃の歪み等の原因となる。
【課題を解決するための手段】
【0005】
上記課題を解決するため、本開示の一態様は、主面を有し、端の一部に刃先を有するとともに前記主面に直交する方向から視て前記刃先とは反対側の端に峰を有する基材と、前記基材の表面のうちの一部分を覆う第1被膜と、前記基材の表面のうちの前記第1被膜とは異なる一部分を覆う第2被膜と、を備え、前記第1被膜は、少なくとも前記刃先を覆っており、前記第2被膜は、前記基材の表面のうちの前記第1被膜よりも前記峰側の部分を覆っており、前記第1被膜及び前記第2被膜の間において前記主面が露出した露出部分を有するカット刃である。
【0006】
上記課題を解決するため、本開示の一態様は、主面を有する板状であり、端の一部に刃先を有するとともに前記主面に直交する方向から視て前記刃先とは反対側の端に峰を有する基材を準備する基材準備工程と、前記基材の表面のうちの一部分にコーティングする被膜形成工程と、を備え、前記被膜形成工程では、少なくとも前記刃先を覆う第1被膜と、前記基材の表面のうちの前記第1被膜よりも前記峰側の部分を覆う第2被膜と、前記第1被膜及び前記第2被膜の間において前記主面が露出した露出部分と、を形成するカット刃の製造方法である。
【発明の効果】
【0007】
カット刃の歪みを抑制できる。
【図面の簡単な説明】
【0008】
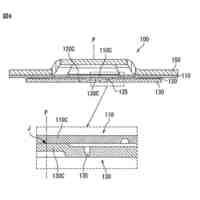
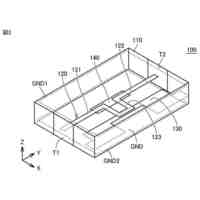
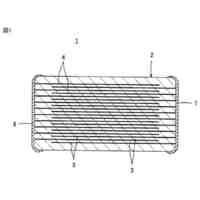
カット刃の斜視図。
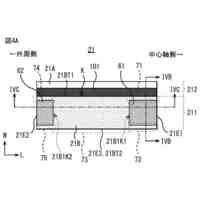
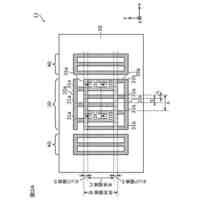
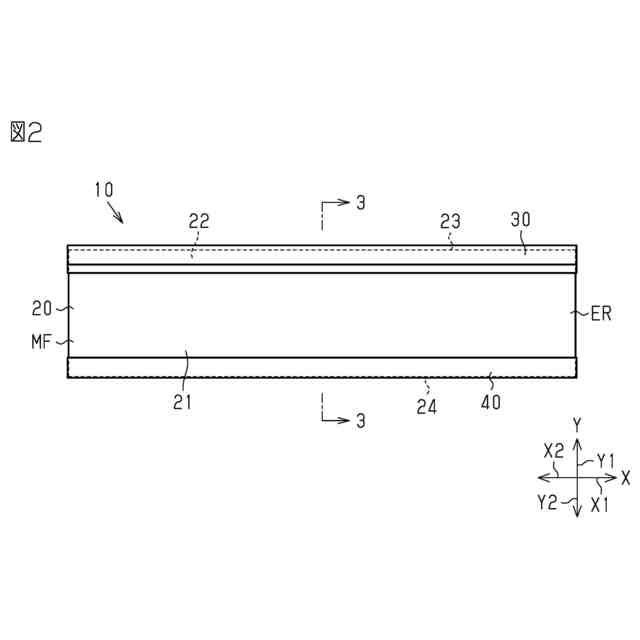
カット刃の平面図。
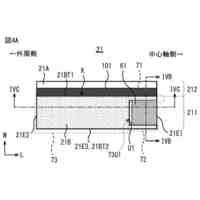
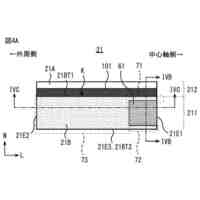
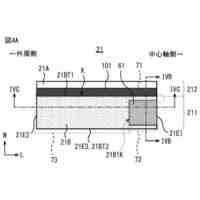
図2における3-3線に沿うカット刃の断面図。
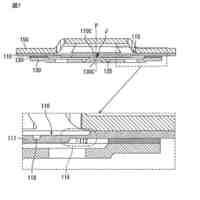
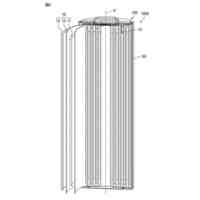
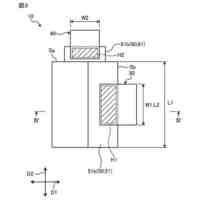
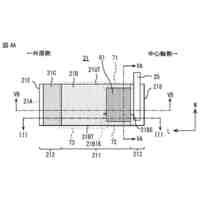
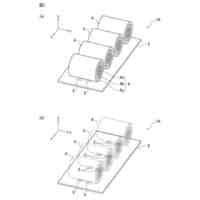
カット刃の製造方法を説明する説明図。
カット刃の製造方法を説明する説明図。
変更例のカット刃の断面図。
【発明を実施するための形態】
【0009】
<カット刃及びカット刃の製造方法の一実施形態>
以下、カット刃及びカット刃の製造方法の一実施形態について説明する。なお、図面は理解を容易にするため構成要素を拡大して示している場合がある。構成要素の寸法比率は実際のものと、又は別の図中のものと異なる場合がある。
【0010】
(カット刃)
図1に示すように、カット刃10は、基材20を備えている。基材20は、主面MFを有する板状である。図2に示すように、主面MFに直交する方向から視たときに、基材20は、長方形状である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社村田製作所
電池
16日前
株式会社村田製作所
電池
15日前
株式会社村田製作所
電池
15日前
株式会社村田製作所
電池
15日前
株式会社村田製作所
二次電池
16日前
株式会社村田製作所
二次電池
16日前
株式会社村田製作所
二次電池
16日前
株式会社村田製作所
二次電池
16日前
株式会社村田製作所
圧電ポンプ
1日前
株式会社村田製作所
インダクタ
11日前
株式会社村田製作所
電力増幅装置
18日前
株式会社村田製作所
位置調整装置
15日前
株式会社村田製作所
動き検知装置
15日前
株式会社村田製作所
ドハティ増幅回路
21日前
株式会社村田製作所
電子部品の製造装置
18日前
株式会社村田製作所
電池および電池パック
15日前
株式会社村田製作所
電源装置及びプログラム
17日前
株式会社村田製作所
二次電池および電池パック
17日前
株式会社村田製作所
二次電池および電池パック
15日前
株式会社村田製作所
二次電池および電池パック
17日前
株式会社村田製作所
二次電池および電池パック
17日前
株式会社村田製作所
二次電池および電池パック
17日前
株式会社村田製作所
積層セラミックコンデンサ
17日前
株式会社村田製作所
二次電池および電池パック
17日前
株式会社村田製作所
マイクロレンズアレーアンテナ
15日前
株式会社村田製作所
弾性波装置およびマルチプレクサ
15日前
株式会社村田製作所
積層インダクタおよびその製造方法
17日前
株式会社村田製作所
固体電池
15日前
株式会社村田製作所
端末装置、管理装置、システム、制御方法、及びプログラム
1日前
株式会社村田製作所
フィルタ装置およびそれを備えたアンテナモジュール、ならびに通信装置
1日前
株式会社村田製作所
積層セラミックコンデンサ
14日前
株式会社村田製作所
服用デバイス、服用デバイスの情報取得システム及び服用デバイスの製造方法
15日前
個人
スラッジ除去装置
2か月前
株式会社不二越
ドリル
11日前
日東精工株式会社
ねじ締め機
15日前
日東精工株式会社
ねじ締め装置
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ