TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025025211
公報種別
公開特許公報(A)
公開日
2025-02-21
出願番号
2023129786
出願日
2023-08-09
発明の名称
プリフォーム
出願人
大日本印刷株式会社
,
サントリーホールディングス株式会社
代理人
個人
,
個人
,
個人
主分類
B29C
49/06 20060101AFI20250214BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】軽量、かつ、耐熱特性の良好な加温用プラスチックボトルを成形可能なプリフォームを提供する。
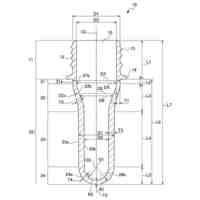
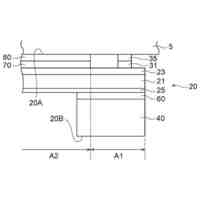
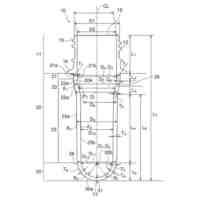
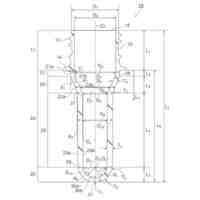
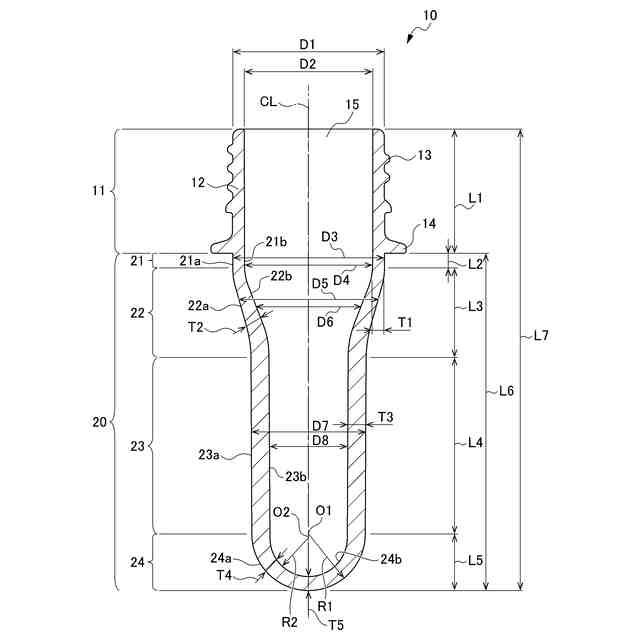
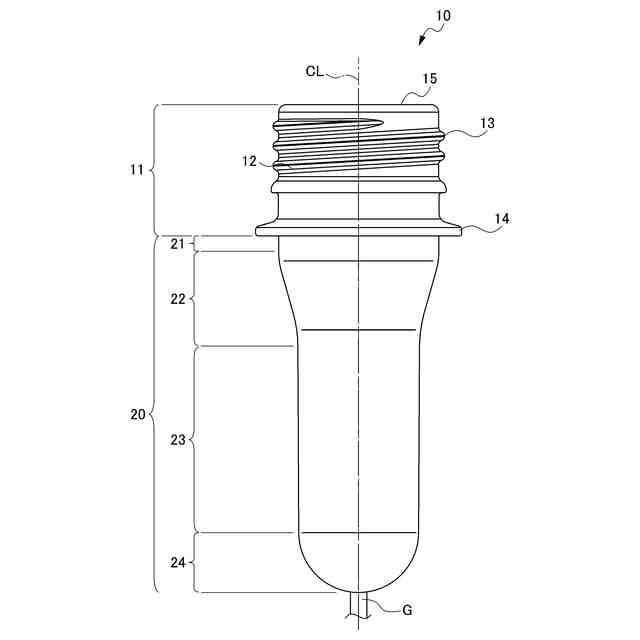
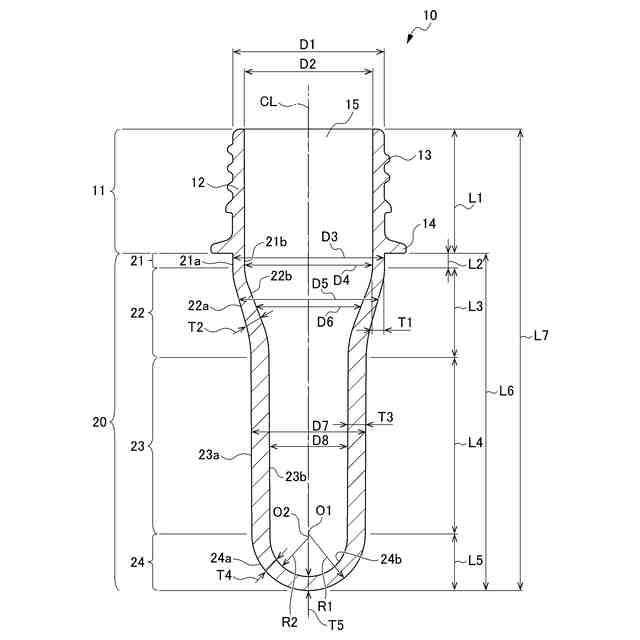
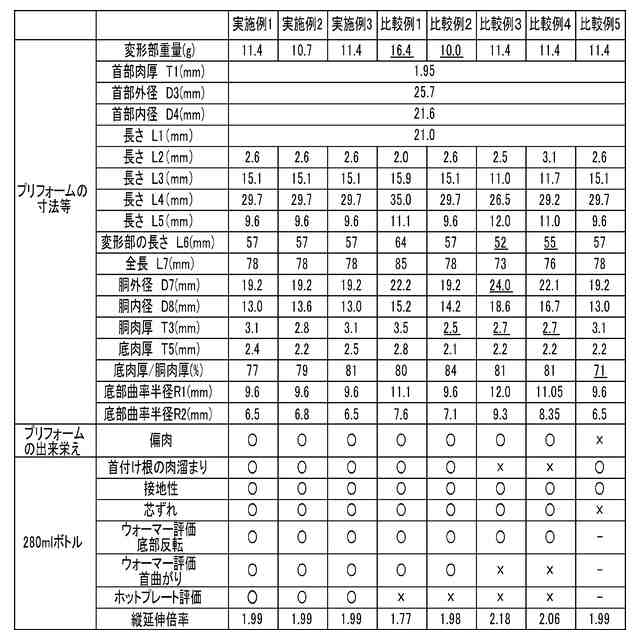
【解決手段】加温用プラスチックボトルは、サポートリング14を有する口部11と、口部11に連結された首部21と、首部21に連結され首部21から離れるにしたがって縮径しながら肉厚が変化する肉厚変化部22と、肉厚変化部22に連結され首部21よりも外径が小さく肉厚が略均一である胴部23と、胴部23の肉厚変化部22とは反対側に設けられた底部24と、を備え、首部21の重量と肉厚変化部22の重量と胴部23の重量と底部24の重量とを合計した重量は、10.0gよりも大きく、16.4g未満であり、胴部23の肉厚である胴肉厚T3は、2.7mmよりも大きく、底部24の肉厚の内で最も厚さの薄い最先端部の厚さを底肉厚T5としたとき、底肉厚T5/胴肉厚T3の値は71%よりも大きい。
【選択図】図2
特許請求の範囲
【請求項1】
加温用プラスチックボトル用のプリフォームにおいて、
サポートリングを有する口部と、
前記口部に連結された首部と、
前記首部に連結され、前記首部から離れるにしたがって縮径しながら肉厚が変化する肉厚変化部と、
前記肉厚変化部に連結され、前記首部よりも外径が小さく肉厚が略均一である胴部と、
前記胴部の前記肉厚変化部とは反対側に設けられた底部と、
を備え、
前記首部の重量と前記肉厚変化部の重量と前記胴部の重量と前記底部の重量とを合計した重量は、10.0gよりも大きく、16.4g未満であり、
前記胴部の肉厚である胴肉厚は、2.7mmよりも大きく、
前記底部の肉厚の内で最も厚さの薄い最先端部の厚さを底肉厚としたとき、底肉厚/胴肉厚の値が71%よりも大きい、プリフォーム。
続きを表示(約 250 文字)
【請求項2】
請求項1に記載のプリフォームにおいて、
前記底部の先端から前記首部と前記口部との境界部までの長さは、55mmより大きい、プリフォーム。
【請求項3】
請求項1又は請求項2に記載のプリフォームにおいて、
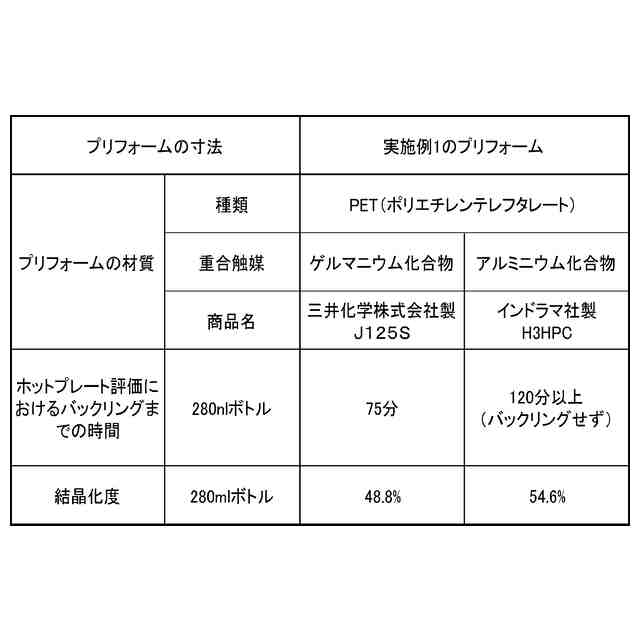
ポリエチレンテレフタレート樹脂により形成されている、プリフォーム。
【請求項4】
請求項3に記載のプリフォームにおいて、
前記ポリエチレンテレフタレート樹脂の重合触媒として、アルミニウム化合物を含む、プリフォーム。
発明の詳細な説明
【技術分野】
【0001】
本開示は、加温用のブロー成形プラスチックボトル用のプリフォームに関するものである。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
従来から、射出成形等により作製した樹脂製のプリフォームを二軸延伸ブロー成形し、プラスチックボトルを作製することが行われている。また、環境への配慮のためプラスチックボトルに使用されるプラスチック材料の使用量を減らし、プラスチックボトルを軽量化することが望まれている。
【0003】
また、冬季等には店頭でボトルウォーマーと呼ばれる加温装置によってプラスチックボトルに充填された飲料を加温して販売されることも行われている。
【先行技術文献】
【特許文献】
【0004】
特開2005-75421号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
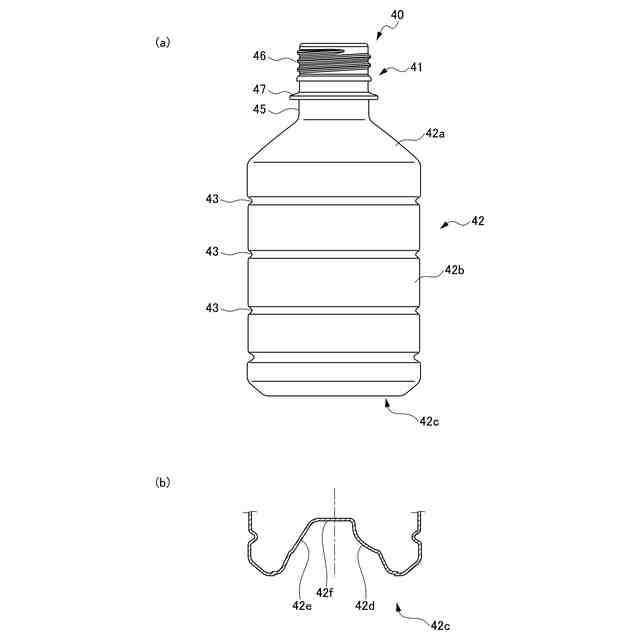
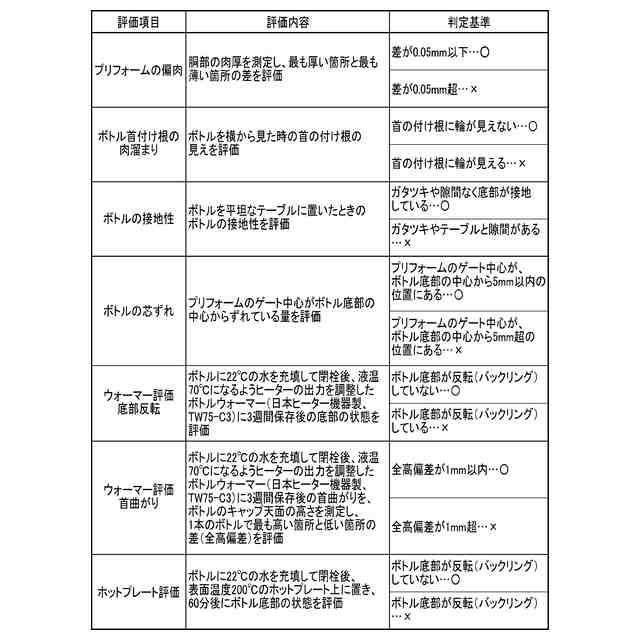
しかし、プラスチックボトルを軽量化するために、従来のプリフォームの厚みを単純に薄くした場合、ブロー成形により作製されたプラスチックボトルの耐熱特性が劣化することが懸念される。例えば、ブロー成型時に適切に樹脂が延伸されていないと、加温によって樹脂が白化(結晶化)するおそれがある。また、耐熱特性の低いプラスチックボトルに充填された飲料をボトルウォーマーによって加温すると、内圧の上昇によって底部の形状が外方にむけて飛び出すように変形する反転(バックリング)と呼ばれる現象が発生するおそれがある。また、加温による変形は、底部に限らず、例えば、プラスチックボトルの口部の付け根付近においても生じるおそれがあった。
【0006】
本開示の課題は、軽量、かつ、耐熱特性の良好な加温用プラスチックボトルを成形可能なプリフォームを提供することである。
【課題を解決するための手段】
【0007】
本開示は、以下のような解決手段により、前記課題を解決する。なお、理解を容易にするために、本開示の実施形態に対応する符号を付して説明するが、これに限定されるものではない。
【0008】
第1の開示は、加温用プラスチックボトル(40、50)用のプリフォーム(10)において、サポートリング(14)を有する口部(11)と、前記口部(11)に連結された首部(21)と、前記首部(21)に連結され、前記首部(21)から離れるにしたがって縮径しながら肉厚が変化する肉厚変化部(22)と、前記肉厚変化部(22)に連結され、前記首部(21)よりも外径が小さく肉厚が略均一である胴部(23)と、前記胴部(23)の前記肉厚変化部(22)とは反対側に設けられた底部(24)と、を備え、前記首部(21)の重量と前記肉厚変化部(22)の重量と前記胴部(23)の重量と前記底部(24)の重量とを合計した重量は、10.0gよりも大きく、16.4g未満であり、前記胴部(23)の肉厚である胴肉厚(T3)は、2.7mmよりも大きく、前記底部(24)の肉厚の内で最も厚さの薄い最先端部の厚さを底肉厚(T5)としたとき、底肉厚(T5)/胴肉厚(T3)の値が71%よりも大きい、プリフォーム(10)である。
【0009】
第2の開示は、第1の開示に記載のプリフォーム(10)において、前記底部(24)の先端から前記首部(21)と前記口部(11)との境界部までの長さは、55mmより大きい、プリフォーム(10)である。
【0010】
第3の開示は、第1の開示又は第2の開示に記載のプリフォーム(10)において、ポリエチレンテレフタレート樹脂により形成されている、プリフォーム(10)である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
大日本印刷株式会社
植物育成装置
2日前
大日本印刷株式会社
植物育成装置
2日前
大日本印刷株式会社
プリフォーム
2日前
大日本印刷株式会社
蓋材付き紙製容器
6日前
大日本印刷株式会社
積層体および包装袋
2日前
大日本印刷株式会社
箱型搬送物反転装置
9日前
大日本印刷株式会社
積層体および包装袋
2日前
大日本印刷株式会社
シミュレーション方法
6日前
大日本印刷株式会社
遮熱積層体および着色部材
2日前
大日本印刷株式会社
包装袋およびその製造方法
2日前
大日本印刷株式会社
化粧部材およびその製造方法
10日前
大日本印刷株式会社
2軸延伸ポリエチレンフィルム
9日前
大日本印刷株式会社
フィルムヒータ、センサシステム
10日前
大日本印刷株式会社
情報記録体及び情報記録体の製造方法
6日前
大日本印刷株式会社
プリフォーム及びプラスチックボトルの製造方法
2日前
大日本印刷株式会社
加飾積層体、転写シート、加飾部材、及び移動体
2日前
大日本印刷株式会社
延伸基材、バリア性基材、積層体および包装容器
9日前
大日本印刷株式会社
延伸基材、バリア性基材、積層体および包装容器
9日前
大日本印刷株式会社
延伸基材、バリア性基材、積層体および包装容器
9日前
大日本印刷株式会社
プリフォーム及びプラスチックボトルの製造方法
2日前
大日本印刷株式会社
延伸基材、バリア性基材、積層体および包装容器
9日前
大日本印刷株式会社
延伸基材、バリア性基材、積層体および包装容器
9日前
大日本印刷株式会社
除去済シート製造システム及び除去済シート製造方法
6日前
大日本印刷株式会社
情報処理方法、コンピュータプログラム及び情報処理装置
2日前
大日本印刷株式会社
被覆金属線、ステータ、電動機、及びステータの製造方法
9日前
大日本印刷株式会社
コンテンツ表示システム、情報端末、情報処理装置及びプログラム
9日前
大日本印刷株式会社
コイルユニット、送電装置、受電装置、電力伝送システム及び移動体
2日前
大日本印刷株式会社
コイルユニット、送電装置、受電装置、電力伝送システム及び移動体
2日前
大日本印刷株式会社
電子情報記憶媒体、ICチップ、署名検証処理方法、及びプログラム
3日前
大日本印刷株式会社
電池用包装材料及び電池
9日前
大日本印刷株式会社
蓄電デバイス、蓋ユニット
4日前
大日本印刷株式会社
蓄電デバイス及びその製造方法
9日前
大日本印刷株式会社
導光板、面光源装置、表示装置
4日前
大日本印刷株式会社
電子情報記憶媒体、ICチップ、ICカード、公開鍵管理方法、及びプログラム
10日前
大日本印刷株式会社
内容物充填システム及び殺菌方法
9日前
大日本印刷株式会社
紙製容器、蓋材付き紙製容器およびブランク材
9日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ