TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024148913
公報種別
公開特許公報(A)
公開日
2024-10-18
出願番号
2023062493
出願日
2023-04-07
発明の名称
吸着器、および、吸着器の製造方法
出願人
株式会社豊田中央研究所
,
トヨタ自動車株式会社
代理人
個人
,
個人
主分類
B01D
53/04 20060101AFI20241010BHJP(物理的または化学的方法または装置一般)
要約
【課題】 吸着器において、吸着性能を向上させる技術を提供する。
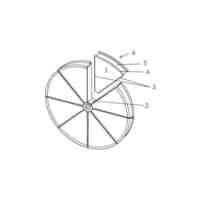
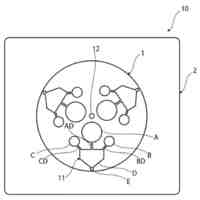
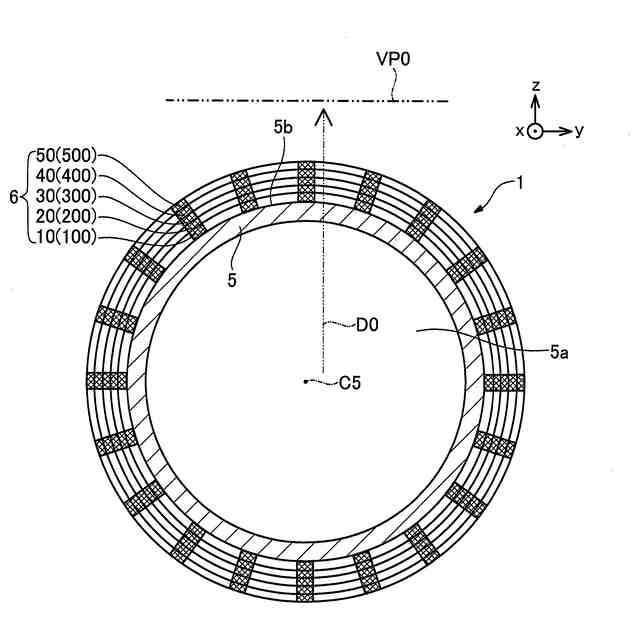
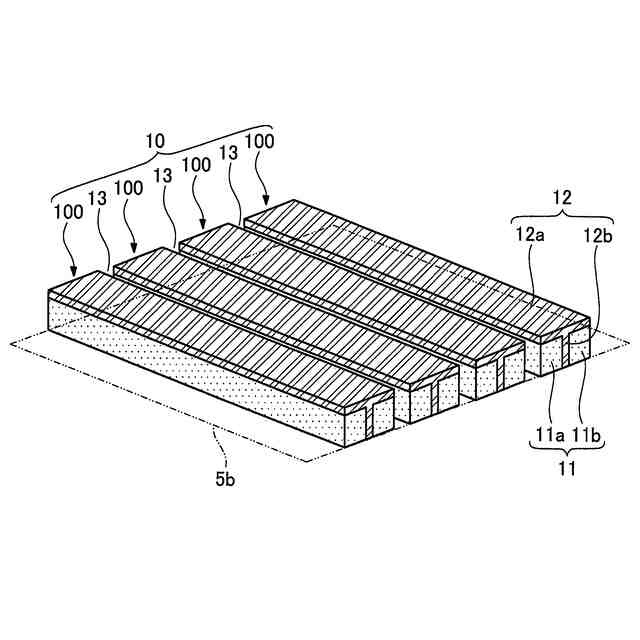
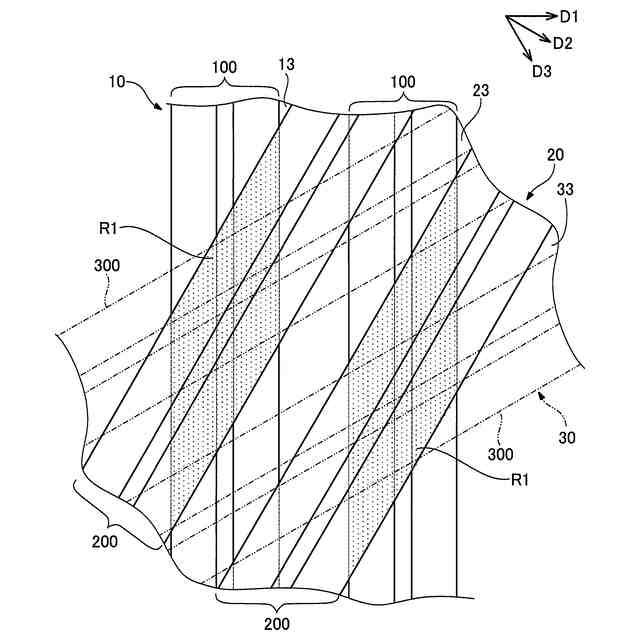
【解決手段】 吸着器は、筒状に形成され、内側に熱媒体が流れる流路を有する伝熱管と、伝熱管の外周に形成され、第1の方向に並ぶ複数の第1流路と、複数の第1流路の間に位置する複数の第1吸着部材とを含む第1吸着層と、第1吸着層の外周に形成され、第2の方向に並ぶ複数の第2流路と、複数の第2流路の間に位置する複数の第2吸着部材とを含む第2吸着層と、第2吸着層の外周に形成され、第3の方向に並ぶ複数の第3流路と、複数の第3流路の間に位置する複数の第3吸着部材とを含む第3吸着層と、を備え、第1吸着部材と第2吸着部材と第3吸着部材は、伝熱管の中心軸と直交する方向から見たときに、第1吸着部材と第2吸着部材とが重なっている第1領域と、第2吸着部材と第3吸着部材とが重なっている第2領域とが、少なくとも一部において重なっている。
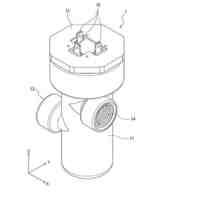
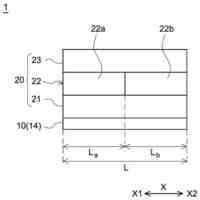
【選択図】 図2
特許請求の範囲
【請求項1】
吸着器であって、
筒状に形成され、内側に熱媒体が流れる流路を有する伝熱管と、
前記伝熱管の外周に形成され、第1の方向に並ぶ複数の第1流路と、前記複数の第1流路の間に位置する複数の第1吸着部材とを含む第1吸着層と、
前記第1吸着層の外周に形成され、第2の方向に並ぶ複数の第2流路と、前記複数の第2流路の間に位置する複数の第2吸着部材とを含む第2吸着層と、
前記第2吸着層の外周に形成され、第3の方向に並ぶ複数の第3流路と、前記複数の第3流路の間に位置する複数の第3吸着部材とを含む第3吸着層と、を備え、
前記第1吸着部材と前記第2吸着部材と前記第3吸着部材は、前記伝熱管の中心軸と直交する方向から見たときに、前記第1吸着部材と前記第2吸着部材とが重なっている第1領域と、前記第2吸着部材と前記第3吸着部材とが重なっている第2領域とが、少なくとも一部において重なっている、
吸着器。
続きを表示(約 1,200 文字)
【請求項2】
請求項1に記載の吸着器であって、
前記第1吸着層に含まれる前記第1吸着部材の数と、前記第2吸着層に含まれる前記第2吸着部材の数と、前記第3吸着層に含まれる前記第3吸着部材の数とは、同じであり、
前記第1吸着部材と前記第2吸着部材と前記第3吸着部材とは、前記伝熱管の中心軸と直交する方向から見たときに、前記伝熱管の中心軸に対する傾きが等しい、
吸着器。
【請求項3】
請求項1に記載の吸着器であって、
前記第1吸着層に含まれる前記第1吸着部材の数と、前記第2吸着層に含まれる前記第2吸着部材の数と、前記第3吸着層に含まれる前記第3吸着部材の数とは、同じであり、
前記複数の第1吸着部材のピッチと、前記複数の第2吸着部材のピッチと、前記複数の第3吸着部材のピッチとは、同じであり、
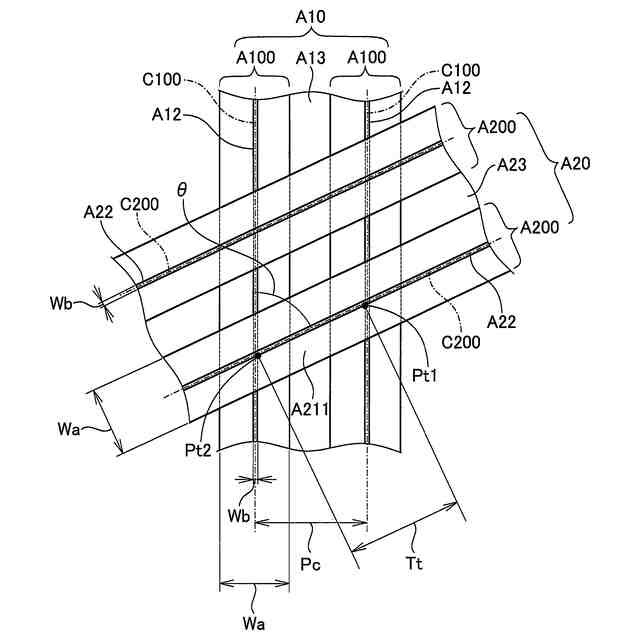
前記第1吸着部材と前記第2吸着部材と前記第3吸着部材は、前記伝熱管の中心軸と直交する方向から見たときに、前記第1吸着部材と前記第2吸着部材とがなす角度と、前記第1吸着部材と前記第3吸着部材とがなす角度と、が異なっている、
吸着器。
【請求項4】
請求項3に記載の吸着器であって、
前記第1吸着部材と前記第2吸着部材とがなす角度は、前記第1吸着部材と前記第3吸着部材とがなす角度よりも大きい、
吸着器。
【請求項5】
請求項3または請求項4に記載の吸着器であって、
前記第1吸着部材と前記第2吸着部材と前記第3吸着部材とのそれぞれは、気体を吸着する吸着部と、前記吸着部よりも熱伝導率が大きい熱伝導部と、を有している、
吸着器。
【請求項6】
請求項5に記載の吸着器であって、
前記第1吸着部材と前記第2吸着部材とがなす角度は、30度以上90度以下である、
吸着器。
【請求項7】
吸着器の製造方法であって、
伝熱管を準備する工程と、
第1の方向に並ぶ複数の第1流路と、前記複数の第1流路の間に位置する複数の第1吸着部材とを含む第1吸着層を前記伝熱管の外周に形成する工程と、
第2の方向に並ぶ複数の第2流路と、前記複数の第2流路の間に位置する複数の第2吸着部材とを含む第2吸着層を前記第1吸着層の外周に形成する工程と、
第3の方向に並ぶ複数の第3流路と、前記複数の第3流路の間に位置する複数の第3吸着部材とを含む第3吸着層を前記第2吸着層の外周に形成する工程と、を備え、
前記第1吸着部材と前記第2吸着部材と前記第3吸着部材は、前記伝熱管の中心軸と直交する方向から見たときに、前記第1吸着部材と前記第2吸着部材とが重なっている第1領域と、前記第2吸着部材と前記第3吸着部材とが重なっている第2領域とが、少なくとも一部において重なっている、
吸着器の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、吸着器、および、吸着器の製造方法に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
従来から、積層されている複数の吸着層を備える吸着器が知られている。例えば、特許文献1には、筒状に形成されている伝熱管と、伝熱管の外周に設けられる複数の吸着層と、を備える吸着器が開示されている。特許文献1に開示されている吸着器では、複数の吸着層は、伝熱管の外周において積層されており、複数の吸着層のそれぞれが有する吸着部材での気体の吸着または脱離に利用される伝熱管の熱は、隣接する吸着層で接する吸着部材を介して伝わる。
【先行技術文献】
【特許文献】
【0003】
特開2023-001626号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1のような先行技術によっても、吸着器において、吸着性能を向上させる技術については、なお、改善の余地があった。例えば、特許文献1に記載の吸着器では、伝熱管の外周に設けられる1番目の吸着層と1番目の吸着層の外周に設けられる2番目の吸着層との間で吸着部材が接する位置と、2番目の吸着層と2番目の吸着層の外周に設けられる3番目の吸着層との間で吸着部材が接する位置とが離れていると、1番目の吸着層から3番目の吸着層までの伝熱経路が長くなる。このため、伝熱管の熱が3番目の吸着層に伝わりにくくなり、3番目の吸着層では、伝熱管の熱を利用して吸着部材が気体を吸着または脱離しにくくなるため、吸着器の吸着性能が低下するおそれがあった。
【0005】
本発明は、上述した課題を解決するためになされたものであり、吸着器において、吸着性能を向上させる技術を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明は、上述の課題の少なくとも一部を解決するためになされたものであり、以下の形態として実現することが可能である。
【0007】
(1)本発明の一形態によれば、吸着器が提供される。この吸着器は、筒状に形成され、内側に熱媒体が流れる流路を有する伝熱管と、前記伝熱管の外周に形成され、第1の方向に並ぶ複数の第1流路と、前記複数の第1流路の間に位置する複数の第1吸着部材とを含む第1吸着層と、前記第1吸着層の外周に形成され、第2の方向に並ぶ複数の第2流路と、前記複数の第2流路の間に位置する複数の第2吸着部材とを含む第2吸着層と、前記第2吸着層の外周に形成され、第3の方向に並ぶ複数の第3流路と、前記複数の第3流路の間に位置する複数の第3吸着部材とを含む第3吸着層と、を備え、前記第1吸着部材と前記第2吸着部材と前記第3吸着部材は、前記伝熱管の中心軸と直交する方向から見たときに、前記第1吸着部材と前記第2吸着部材とが重なっている第1領域と、前記第2吸着部材と前記第3吸着部材とが重なっている第2領域とが、少なくとも一部において重なっている。
【0008】
この構成によれば、伝熱管の中心軸と直交する方向から第1吸着部材と第2吸着部材と第3吸着部材を見たときに、第1吸着部材と第2吸着部材とが重なっている第1領域と、第2吸着部材と第3吸着部材とが重なっている第2領域とが、少なくとも一部において重なっている。これにより、伝熱管の熱は、第1領域と第2領域とを含む比較的短い伝熱経路を通って第3吸着部材に伝わるため、第3吸着部材は、伝熱管から伝わる熱を利用して気体を吸着または脱離しやすくなる。したがって、吸着部材が有する吸着材の利用率が向上するため、吸着器の吸着性能を向上させることができる。
【0009】
(2)上記形態の吸着器において、前記第1吸着層に含まれる前記第1吸着部材の数と、前記第2吸着層に含まれる前記第2吸着部材の数と、前記第3吸着層に含まれる前記第3吸着部材の数とは、同じであり、前記第1吸着部材と前記第2吸着部材と前記第3吸着部材とは、前記伝熱管の中心軸と直交する方向から見たときに、前記伝熱管の中心軸に対する傾きが等しくてもよい。この構成によれば、第1吸着部材と第2吸着部材と第3吸着部材とは、伝熱管の中心軸に対する傾きが等しいため、第1吸着部材と第2吸着部材とが重なっている第1領域と、第2吸着部材と第3吸着部材とが重なっている第2領域とは完全に重なる。これにより、伝熱管の熱は、第1領域と第2領域とを含む伝熱経路を通って第3吸着部材にさらに伝わりやすくなるため、第3吸着部材は、さらに気体を吸着または脱離しやすくなる。したがって、吸着器の吸着性能をさらに向上させることができる。
【0010】
(3)上記形態の吸着器において、前記第1吸着層に含まれる前記第1吸着部材の数と、前記第2吸着層に含まれる前記第2吸着部材の数と、前記第3吸着層に含まれる前記第3吸着部材の数とは、同じであり、前記複数の第1吸着部材のピッチと、前記複数の第2吸着部材のピッチと、前記複数の第3吸着部材のピッチとは、同じであり、前記第1吸着部材と前記第2吸着部材と前記第3吸着部材は、前記伝熱管の中心軸と直交する方向から見たときに、前記第1吸着部材と前記第2吸着部材とがなす角度と、前記第1吸着部材と前記第3吸着部材とがなす角度と、が異なっていてもよい。この構成によれば、第1吸着部材と第2吸着部材と第3吸着部材は、伝熱管の中心軸と直交する方向から見たときに、第1吸着部材と第2吸着部材とがなす角度と、第1吸着部材と第3吸着部材とがなす角度と、が異なっている。これにより、吸着部材における吸着材の充填率を増大させるために、複数の吸着層のそれぞれに含まれる吸着部材の数を同じにし、かつ、吸着部材のピッチを同じにしても、第1領域と第2領域とを重ねることができる。したがって、吸着材の充填率を増大させつつ、第3吸着部材に熱が伝わりやすくなるため、吸着器の吸着性能をさらに向上させることができる。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
日星電気株式会社
微多孔質膜
21日前
プライミクス株式会社
攪拌装置
11日前
株式会社タクマ
触媒反応装置
4日前
株式会社西部技研
分割型吸着ロータ
18日前
株式会社日本製鋼所
反応装置
18日前
日東電工株式会社
分離膜
15日前
株式会社ビジサー
タンクシステム
4日前
東レエンジニアリング株式会社
合成装置
13日前
ユニチカ株式会社
吸油材の製造方法
6日前
トヨタ紡織株式会社
フィルタ
19日前
株式会社横田製作所
減泡装置
15日前
株式会社Eプラス
二酸化炭素処理方法
11日前
東レエンジニアリング株式会社
薬液合成装置
11日前
東レエンジニアリング株式会社
バッファタンク
12日前
ダイハツ工業株式会社
圧縮空気の供給装置
12日前
穂栄株式会社
気液溶解ノズル
12日前
株式会社栗本鐵工所
撹拌軸の製造方法
7日前
学校法人甲南学園
物質抽出装置
18日前
株式会社ケー・エフ・シー
定着材料供給装置
18日前
大阪油化工業株式会社
蒸留装置
18日前
住友精化株式会社
ガス精製方法およびガス精製装置
19日前
株式会社神戸製鋼所
混練装置
11日前
東レ株式会社
抗ウイルスエアフィルター用積層濾材
11日前
トリニティ工業株式会社
塗料ミスト除去装置
4日前
トリニティ工業株式会社
塗料ミスト除去装置
4日前
旭化成株式会社
紫外線照射モジュール
12日前
株式会社キャタラー
排ガス浄化用触媒
22日前
日東電工株式会社
複合半透膜の製造方法
15日前
株式会社電業社機械製作所
エネルギー回収装置
11日前
東芝ライテック株式会社
紫外線処理装置
22日前
三菱重工業株式会社
還元剤注入装置
7日前
ダイキン工業株式会社
ガス分離方法
7日前
ダイキン工業株式会社
ガス分離方法
7日前
ダイキン工業株式会社
ガス分離方法
7日前
スチールプランテック株式会社
ミストセパレータ
18日前
株式会社前川製作所
油分離器
4日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ