TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024143135
公報種別
公開特許公報(A)
公開日
2024-10-11
出願番号
2023055649
出願日
2023-03-30
発明の名称
接続電線及び接続電線の製造方法
出願人
古河電気工業株式会社
,
古河AS株式会社
代理人
弁理士法人クオリオ
,
個人
,
個人
主分類
H02G
1/14 20060101AFI20241003BHJP(電力の発電,変換,配電)
要約
【課題】樹脂液の液垂れによる汚染等を抑制しつつ、生産性に優れ、かつ得られる接続電線の封止性をより高めることができる、接続電線の製造方法、及び当該製造方法により得られる接続電線を提供する。
【解決手段】複数の絶縁電線の導体同士が接続された接続部が、絶縁性の封止層により封止された接続電線の製造方法であって、
前記接続部を第1硬化性樹脂液に浸漬する工程と、
前記浸漬後に前記接続部を引き上げる工程と、
前記接続部を第2硬化性樹脂液に浸漬する工程と、
前記第2硬化性樹脂液を硬化させる工程と、をこの順に有し、
前記第1硬化性樹脂液の粘度が1.0~9.0mPa・sであり、前記第2硬化性樹脂液が光硬化性樹脂及び/又は熱溶融性樹脂を含む、
接続電線の製造方法。
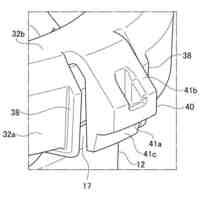
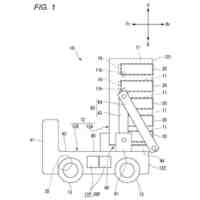
【選択図】図1
特許請求の範囲
【請求項1】
複数の絶縁電線の導体同士が接続された接続部が、絶縁性の封止層により封止された接続電線の製造方法であって、
前記接続部を第1硬化性樹脂液に浸漬する工程と、
前記浸漬後に前記接続部を引き上げる工程と、
前記接続部を第2硬化性樹脂液に浸漬する工程と、
前記第2硬化性樹脂液を硬化させる工程と、をこの順に有し、
前記第1硬化性樹脂液の粘度が1.0~9.0mPa・sであり、前記第2硬化性樹脂液が光硬化性樹脂及び/又は熱溶融性樹脂を含む、
接続電線の製造方法。
続きを表示(約 690 文字)
【請求項2】
前記第1硬化性樹脂液が硬化してなる第1硬化樹脂からなる層の厚さが2.0~10.0μmである、請求項1に記載の製造方法。
【請求項3】
前記第2硬化性樹脂液の粘度が、前記第1硬化性樹脂液の粘度より高い、請求項1に記載の接続電線の製造方法。
【請求項4】
前記第1硬化性樹脂液が光硬化性樹脂を含む、請求項1に記載の接続電線の製造方法。
【請求項5】
前記第1硬化性樹脂液が湿気硬化性樹脂を含む、請求項1に記載の接続電線の製造方法。
【請求項6】
前記第1硬化性樹脂液が嫌気硬化性樹脂を含む、請求項1に記載の接続電線の製造方法。
【請求項7】
前記第2硬化性樹脂液が保護部材に充填されて用いられる、請求項1~6のいずれか1項に記載の接続電線の製造方法。
【請求項8】
前記接続電線がワイヤハーネスである、請求項1~6のいずれか1項に記載の接続電線の製造方法。
【請求項9】
複数の絶縁電線の導体同士が接続された接続部が絶縁性の封止層により封止されている接続電線であって、
前記封止層は、第1硬化樹脂からなる層と、第1硬化樹脂からなる層を覆う第2硬化樹脂からなる層とを有し、前記第1硬化樹脂からなる層の厚さが2.0~10.0μmであり、前記第2硬化樹脂が光硬化樹脂及び/又は熱溶融樹脂を含む、接続電線。
【請求項10】
前記第1硬化樹脂が光硬化樹脂を含む、請求項9に記載の接続電線。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、接続電線及び接続電線の製造方法に関する。
続きを表示(約 3,500 文字)
【背景技術】
【0002】
絶縁電線の配線において、幹線から枝線を分岐させたり、幹線相互間を直列に接続したり、あるいは松葉接続する場合、絶縁電線を被覆する絶縁被覆層が剥離され、剥き出しとなった導体が接続されて接続部が形成される。形成された接続部は、その外周を絶縁テープで巻きつけたり、またはスプライスユニット等の接続部材により覆われたりすることにより保護される。また、特に接続部に止水性等が求められるような場合には、当該接続部を絶縁性の樹脂等で封止して封止層が形成される。
前記封止層の形成において、絶縁電線間ないし導体間まで隙間なく樹脂を充填させるために、2種類の粘度の異なる樹脂液(樹脂材料、樹脂組成物)を用いる方法が提案されている。具体的には、接続部をより低粘度の樹脂液に浸漬し、低粘度の樹脂液により絶縁電線間ないし導体間のわずかな隙間にまで樹脂液を浸透させた後に、当該樹脂液を硬化させ、次いでより高粘度の樹脂液に浸漬させ、当該樹脂液を硬化させて封止層を形成する方法が知られている。
【0003】
例えば特許文献1には、被覆を除去して複数の芯線が露出した電線を複数束ね、前記複数の芯線部分を溶接して形成される溶接部の前記複数の芯線間を止水する技術が提案されている。この止水方法は、前記溶接部を粘度1Pa・sec以下の第1のシール材で止水処理した後、粘度10~70Pa・secの第2のシール材で止水処理するものである。
【0004】
また特許文献2には、導線同士が接続されたスプライス部と、当該スプライス部を封止する封止層とを有するワイヤハーネスの製造方法であって、前記導線同士を接続して前記スプライス部を形成する接続工程と、硬化前の状態であり第1の粘度を有する第1の樹脂材料中に前記スプライス部を浸漬した後に取り出す第1樹脂材料付与工程と、前記スプライス部に付与された前記第1の樹脂材料を硬化させる第1硬化工程と、前記第1硬化工程後に、硬化前の状態であり第2の粘度を有する第2の樹脂材料中に前記スプライス部を浸漬した後に取り出す第2樹脂材料付与工程と、前記スプライス部に付与された前記第2の樹脂材料を硬化させる第2硬化工程と、を具備し、前記第1の粘度は10~50mPa・sの範囲とされ、前記第2の粘度は前記第1の粘度よりも高く設定されたことを特徴とするワイヤハーネスの製造方法が開示されている。
【先行技術文献】
【特許文献】
【0005】
特開2003-9334号公報
特開2022-167488号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明者が検討したところ、2層の樹脂からなる封止層を有する接続電線を製造するにあたり、上記特許文献2に記載の製造方法のように、第1の樹脂として粘度が10~50mPa・sである樹脂液を用いて封止層を形成した場合、前記スプライス部(接続部)を第1の樹脂液に浸漬させて引き上げてから硬化させるまでの間に、または引き上げてから第2の樹脂液に浸漬させるまでの間に、第1の樹脂液が下部に垂れ落ちて周辺を汚染しやすいことが判明した。また、垂れ落ちた樹脂液の分だけ樹脂消費量が増え、製造コストが増加するという問題も明らかになってきた。さらに、第1の樹脂液の粘度が10~50mPa・sである場合には、第1の樹脂液の絶縁電線間ないし導体間の空隙への浸透が十分でなく、これにより特に過酷な条件下において満足のいく止水性を発揮できないという問題も明らかになってきた。
また上記特許文献1に記載の方法では、キャップ(保護部材)内にシリコーンゴムを充填させ、当該シリコーンゴムに溶接部(接続部)を浸漬して放置することにより止水構造を形成する方法が提案されているものの、シリコーンゴムは硬化するまでに長時間を要すため、保管スペースの確保や作業の停滞により生産性が低下するという問題が生じていた。また、硬化前の液状のシリコーンゴムがキャップから漏洩するのを防ぐために、全長の長いキャップを用いる必要があり、接続電線の配索の自由度が低下する要因ともなっていた。
【0007】
上記問題に鑑み、本発明は、樹脂液の液垂れによる汚染等を抑制しつつ、生産性に優れ、かつ得られる接続電線の封止性をより高めることができる、接続電線の製造方法、及び当該製造方法により得られる接続電線を提供することを課題とする。
【課題を解決するための手段】
【0008】
本発明者らは、上記課題を解決すべく鋭意検討した結果、接続部に封止層を形成した接続電線の製造に当たり、第1硬化性樹脂液の粘度を特定の低粘度とすることにより、前記接続部を第1硬化性樹脂液に浸漬してから引き上げても、第2硬化性樹脂液への浸漬までの間に第1硬化性樹脂液が下部に垂れ落ちることを抑制でき、第1硬化性樹脂液の消費量を低減できること、また第2硬化性樹脂液を光(紫外線)硬化性樹脂及び/熱溶融性樹脂を含むものとすることにより、製造コストを削減できること、さらに第1硬化性樹脂液が低粘度であるために、第1硬化性樹脂液が毛細管現象により絶縁電線間ないし導体間の細部にまで短時間に浸透でき、封止性がより向上した接続電線を得ることができることを見出した。本発明は、これらの知見に基づきさらに検討を重ね、完成されるに至った。
【0009】
すなわち、上記の課題は、以下の手段により解決された。
<1>
複数の絶縁電線の導体同士が接続された接続部が、絶縁性の封止層により封止された接続電線の製造方法であって、
前記接続部を第1硬化性樹脂液に浸漬する工程と、
前記浸漬後に前記接続部を引き上げる工程と、
前記接続部を第2硬化性樹脂液に浸漬する工程と、
前記第2硬化性樹脂液を硬化させる工程と、をこの順に有し、
前記第1硬化性樹脂液の粘度が1.0~9.0mPa・sであり、前記第2硬化性樹脂液が光硬化性樹脂及び/又は熱溶融性樹脂を含む、
接続電線の製造方法。
<2>
前記第1硬化性樹脂液が硬化してなる第1硬化樹脂からなる層の厚さが2.0~10.0μmである、前記<1>に記載の製造方法。
<3>
前記第2硬化性樹脂液の粘度が、前記第1硬化性樹脂液の粘度より高い、前記<1>又は<2>に記載の接続電線の製造方法。
<4>
前記第1硬化性樹脂液が光硬化性樹脂を含む、前記<1>~<3>のいずれかに記載の接続電線の製造方法。
<5>
前記第1硬化性樹脂液が湿気硬化性樹脂を含む、前記<1>~<3>のいずれかに記載の接続電線の製造方法。
<6>
前記第1硬化性樹脂液が嫌気硬化性樹脂を含む、前記<1>~<3>のいずれかに記載の接続電線の製造方法。
<7>
前記第2硬化性樹脂液が保護部材に充填されて用いられる、前記<1>~<6>のいずれかに記載の接続電線の製造方法。
<8>
前記接続電線がワイヤハーネスである、前記<1>~<7>のいずれかに記載の接続電線の製造方法。
<9>
複数の絶縁電線の導体同士が接続された接続部が絶縁性の封止層により封止されている接続電線であって、
前記封止層は、第1硬化樹脂からなる層と、第1硬化樹脂からなる層を覆う第2硬化樹脂からなる層とを有し、前記第1硬化樹脂からなる層の厚さが2.0~10.0μmであり、前記第2硬化樹脂が光硬化樹脂及び/又は熱溶融樹脂を含む、接続電線。
<10>
前記第1硬化樹脂が光硬化樹脂を含む、前記<9>に記載の接続電線。
<11>
前記第1硬化樹脂が湿気硬化樹脂を含む、前記<9>に記載の接続電線。
<12>
前記第1硬化樹脂が嫌気硬化樹脂を含む、前記<9>に記載の接続電線。
<13>
前記封止層が保護部材で覆われている、前記<9>~<12>のいずれかに記載の接続電線。
<14>
前記接続電線がワイヤハーネスである、前記<9>~<13>のいずれかに記載の接続電線。
【0010】
本発明において、「~」を用いて表される数値範囲は、その前後に記載される数値を下限値及び上限値として含む範囲を意味する。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社発明屋
光起電システム
2日前
ニデック株式会社
ステータ
2日前
住友電装株式会社
ブラケット
1日前
株式会社アイドゥス企画
連結ドラムモータ
6日前
株式会社カネカ
独立システム
7日前
ローム株式会社
複合電源回路
6日前
株式会社豊田自動織機
電子機器
2日前
株式会社デンソー
リニアモータ
2日前
株式会社東光通商
熱電発電装置
6日前
株式会社アイシン
電源装置
7日前
ミツミ電機株式会社
直流電源装置
7日前
株式会社ダイヘン
双方向コンバータ
2日前
株式会社豊田自動織機
電力変換装置
7日前
株式会社ダイヘン
双方向コンバータ
2日前
株式会社豊田自動織機
電力変換装置
7日前
株式会社豊田自動織機
電力変換装置
7日前
株式会社ダイヘン
双方向コンバータ
2日前
本田技研工業株式会社
蓄電装置
6日前
株式会社豊田自動織機
電流検出回路
7日前
矢崎総業株式会社
グロメット
1日前
豊田合成株式会社
無線充電式給電装置
1日前
株式会社デンソー
電力変換装置
6日前
ニデック株式会社
駆動装置
2日前
矢崎総業株式会社
電気接続箱
6日前
三協立山株式会社
ソーラーパネル取付用構造体
6日前
本田技研工業株式会社
回転シャフト
6日前
大阪瓦斯株式会社
電源管理システム
7日前
本田技研工業株式会社
導体成形方法
2日前
本田技研工業株式会社
収容装置
2日前
本田技研工業株式会社
収容装置
2日前
大阪瓦斯株式会社
電源管理システム
7日前
大阪瓦斯株式会社
電源管理システム
7日前
トヨタ自動車株式会社
ソーラ充電システム
7日前
株式会社鈴木商会
消磁方法および消磁装置
7日前
山洋電気株式会社
モータドライバ
2日前
ニデックインスツルメンツ株式会社
モータ制御装置
1日前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ