TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024126574
公報種別
公開特許公報(A)
公開日
2024-09-20
出願番号
2023035009
出願日
2023-03-07
発明の名称
エア供給装置、金型装置、プレス成形品の製造装置、およびプレス成形品の製造方法
出願人
株式会社カネカ
代理人
弁理士法人 HARAKENZO WORLD PATENT & TRADEMARK
主分類
B29C
43/50 20060101AFI20240912BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】エア供給による成形品の離型に際し、エア供給路の樹脂詰まりを防止する。
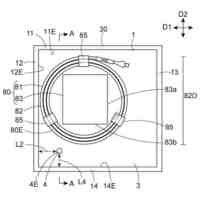
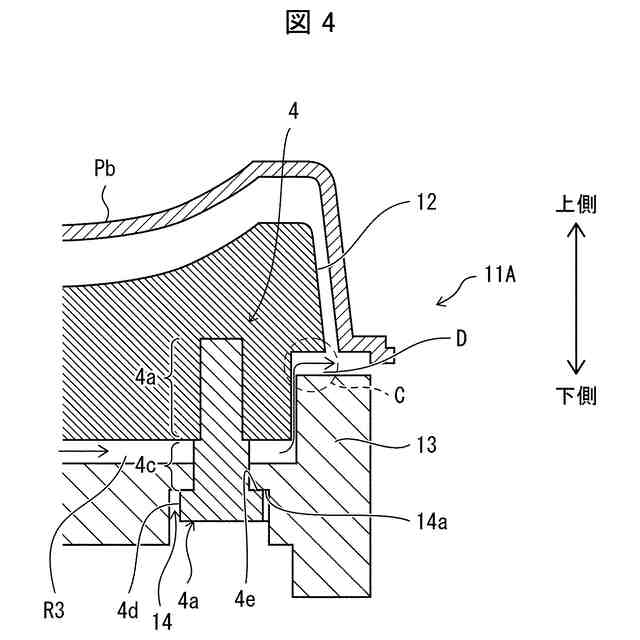
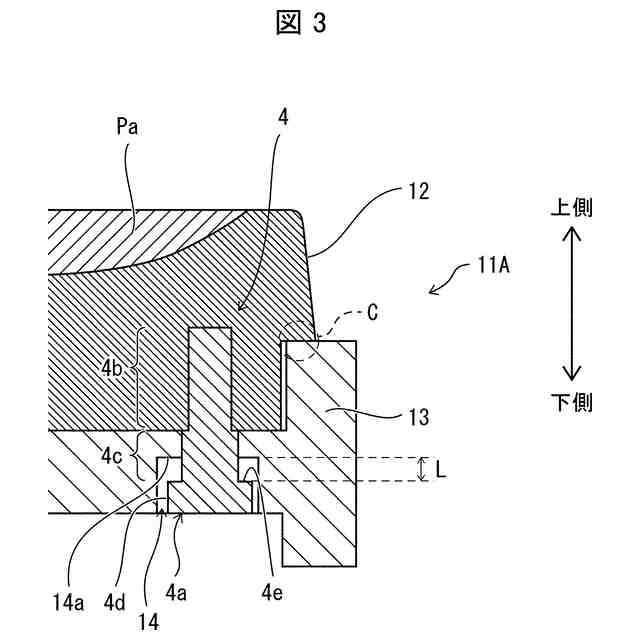
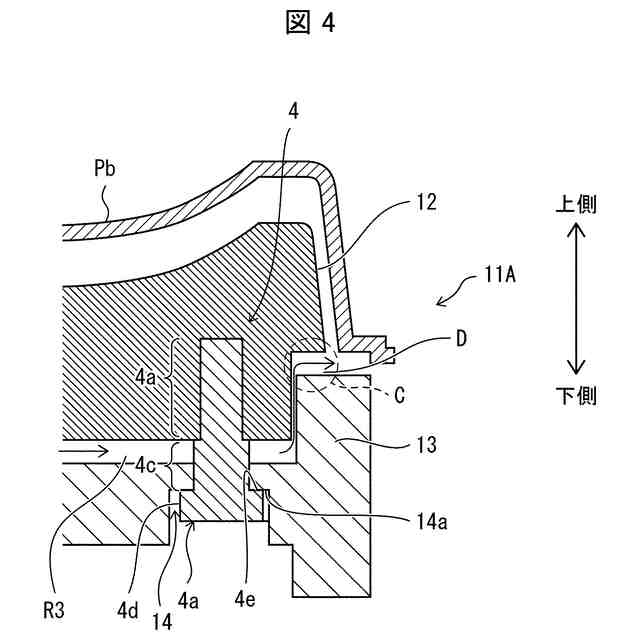
【解決手段】エア供給装置は、エアにより第1入子(12)および第2入子(13)を離間させ第3エア供給路(R3)を開ける一方、エアが供給されないときには、第1入子(12)および第2入子(13)同士を接近させ第3エア供給路(R3)を閉じる開閉機構(4)を備える。
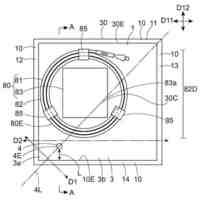
【選択図】図4
特許請求の範囲
【請求項1】
エア供給源と、
前記エア供給源からのエアを、一対の金型により成形された熱可塑性樹脂組成物からなる成形体へエアを供給するエア供給路と、を備えるエア供給装置であって、
前記エア供給路は、前記一対の金型の何れか一方に備えられた、互いに離接可能な第1及び第2の入子によって構成されており、
前記エア供給源からのエアにより前記第1及び第2の入子を離間させ前記エア供給路を開ける一方、前記エア供給源からエアが供給されないときには、前記第1及び第2の入子同士を接近させ前記エア供給路を閉じる開閉機構を備える、エア供給装置。
続きを表示(約 1,500 文字)
【請求項2】
前記開閉機構は、
前記エア供給源からのエアの供給により、前記第1および第2の入子の互いの離間距離を0.005mm以上とし、
前記エア供給源からエアが供給されないときには、前記第1及び第2の入子の互いの離間距離を0.005mm未満とする、ように構成されている、請求項1に記載のエア供給装置。
【請求項3】
前記第1および第2の入子の前記成形体と接する部分において、前記第1および第2の入子の接合面は、前記成形において前記一対の金型が互いに近づく方向と略垂直な方向に形成される、請求項1または2に記載のエア供給装置。
【請求項4】
前記エア供給源からのエアが前記第1及び第2の入子の何れかに当たるように構成されている、請求項1または2に記載のエア供給装置。
【請求項5】
前記開閉機構は、前記エア供給源からのエアによる前記第1及び第2の入子の離間距離を制限するストップボルトを備える、請求項1または2に記載のエア供給装置。
【請求項6】
前記一対の金型の成形面は、曲面及び/又は凹凸面を含む、請求項1または2に記載のエア供給装置。
【請求項7】
請求項1または2に記載のエア供給装置からエアが供給される、熱可塑性樹脂を含む溶融樹脂組成物を成形する一対の金型を備えた、金型装置であって、
前記一対の金型の何れか一方は、
前記エア供給路を構成する、互いに離接可能な第1及び第2の入子を備え、
前記エア供給源からのエアにより前記第1及び第2の入子を離間させ前記エア供給路を開ける一方、前記エア供給源からエアが供給されないときには、前記第1及び第2の入子同士を接近させ前記エア供給路を閉じるように構成されている、金型装置。
【請求項8】
請求項7に記載の金型装置を備える、プレス成形品の製造装置。
【請求項9】
熱可塑性樹脂を含む溶融樹脂組成物を吐出部から吐出することにより一対の金型間に供給する樹脂供給工程と、
前記一対の金型を閉じて、流動可能な前記溶融樹脂組成物を熱プレスする熱プレス工程と、
前記一対の金型を閉じたまま、流動可能な前記溶融樹脂組成物を冷却プレスする冷却プレス工程と、
前記一対の金型を型開きして、エア供給装置を用いて、前記一対の金型からプレス成形品を離型する離型工程と、を含み、
前記エア供給装置は、前記一対の金型間へエアを供給するためのエア供給源と、前記一対の金型間の空間と連通するエア供給路と、を備える、エア供給装置であって、
前記エア供給路は、前記一対の金型の何れか一方に備えられた、互いに離接可能な第1及び第2の入子によって構成されており、
前記エア供給源からのエアにより前記第1及び第2の入子を離間させ前記エア供給路を開ける一方、前記エア供給源からエアが供給されないときには、前記第1及び第2の入子同士を接近させ前記エア供給路を閉じる開閉機構を備えており、
前記樹脂供給工程、前記熱プレス工程、および冷却プレス工程では、前記開閉機構により前記エア供給路を閉じる一方、前記離型工程では、前記開閉機構により前記エア供給路を開く工程を含む、プレス成形品の製造方法。
【請求項10】
前記熱プレス工程において、前記一対の金型の温度は、60~180℃である、請求項9に記載のプレス成形品の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、エア供給装置、金型装置、プレス成形品の製造装置、およびプレス成形品の製造方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
熱可塑性樹脂を加熱して溶融樹脂組成物とし、当該溶融樹脂組成物を一対の金型間に注入して、一対の金型を閉じてプレス成形し、冷却して成形品を得る技術が知られている。そして、当該成形品を金型から離型するために、一対の金型の型開き後、一方の金型に付いた成形品に対してエアを供給するエア供給装置が提案されている。
【0003】
例えば特許文献1には、開閉自在の空気噴出用エアノズル機構を備えた、プレス成形品の製造装置が開示されている。特許文献1の製造装置では、空気噴出用エアノズル機構は、可動型および固定型からなる一対の金型間に成形されたプレス成形品に対してエアを噴出する構成となっている。
【先行技術文献】
【特許文献】
【0004】
特開平6-63978号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
エア供給による成形品の離型技術においては、従来、一対の金型のうちプレス成形品が付く金型にエア供給路が予め設けられている。そして、エア供給路を介して、一対の金型間にある成形品に対してエアを供給することによって、成形品を離型する。
【0006】
エア供給路は、予め金型に設けられているので、金型への溶融樹脂組成物の充填時およびプレス成形時においても、開いたままである。それゆえ、溶融樹脂組成物の粘弾性が小さい場合等は、金型内の溶融樹脂組成物がエア供給路に浸透するおそれがある。その結果、この溶融樹脂組成物の浸透により、成形品の離型時に、エア供給路に樹脂詰まりが生じ、成形品に対してエアを供給できないといった課題があった。
【0007】
本発明の一態様は、エア供給による成形品の離型に際し、エア供給路の樹脂詰まりを防止し得る、エア供給装置、金型装置、プレス成形品の製造装置、およびプレス成形品の製造方法を実現することを目的とする。
【課題を解決するための手段】
【0008】
上記の課題を解決するために、本発明の一態様に係るエア供給装置は、エア供給源と、前記エア供給源からのエアを、一対の金型により成形された熱可塑性樹脂組成物からなる成形体へエアを供給するエア供給路と、を備えるエア供給装置であって、前記エア供給路は、前記一対の金型の何れか一方に備えられた、互いに離接可能な第1及び第2の入子によって構成されており、前記エア供給源からのエアにより前記第1及び第2の入子を離間させ前記エア供給路を開ける一方、前記エア供給源からエアが供給されないときには、前記第1及び第2の入子同士を接近させ前記エア供給路を閉じる開閉機構を備える、構成である。
【0009】
上記の課題を解決するために、本発明の一態様に係るプレス成形品の製造方法は、熱可塑性樹脂を含む溶融樹脂組成物を吐出部から吐出することにより一対の金型間に供給する樹脂供給工程と、前記一対の金型を閉じて、流動可能な前記溶融樹脂組成物を熱プレスする熱プレス工程と、前記一対の金型を閉じたまま、流動可能な前記溶融樹脂組成物を冷却プレスする冷却プレス工程と、前記一対の金型を型開きして、エア供給装置を用いて、前記一対の金型からプレス成形品を離型する離型工程と、を含み、前記エア供給装置は、前記一対の金型間へエアを供給するためのエア供給源と、前記一対の金型間の空間と連通するエア供給路と、を備える、エア供給装置であって、前記エア供給路は、前記一対の金型の何れか一方に備えられた、互いに離接可能な第1及び第2の入子によって構成されており、前記エア供給源からのエアにより前記第1及び第2の入子を離間させ前記エア供給路を開ける一方、前記エア供給源からエアが供給されないときには、前記第1及び第2の入子同士を接近させ前記エア供給路を閉じる開閉機構を備えており、前記樹脂供給工程、前記熱プレス工程、および冷却プレス工程では、前記開閉機構により前記エア供給路を閉じる一方、前記離型工程では、前記開閉機構により前記エア供給路を開く工程を含む、方法である。
【発明の効果】
【0010】
本発明の一態様によれば、エア供給による成形品の離型に際し、エア供給路の樹脂詰まりを防止できる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社カネカ
有機EL装置
18日前
株式会社カネカ
有機EL装置
18日前
株式会社カネカ
菓子用ペースト
12日前
株式会社カネカ
水素生成システム
18日前
株式会社カネカ
医療用具の包装袋
4日前
株式会社カネカ
有機EL製造装置
18日前
株式会社カネカ
冷蔵菓子用ペースト
12日前
株式会社カネカ
保護フィルム積層体
28日前
株式会社カネカ
太陽電池の検査装置
22日前
株式会社カネカ
太陽電池モジュール
18日前
株式会社カネカ
太陽電池モジュール
今日
株式会社カネカ
難燃性布帛及び作業服
19日前
株式会社カネカ
気化装置及び蒸着装置
18日前
株式会社カネカ
積層体及びその製造方法
今日
株式会社カネカ
発泡性樹脂粒子の製造方法
26日前
株式会社カネカ
積層体およびディスプレイ
29日前
株式会社カネカ
菓子用ペーストの製造方法
12日前
株式会社カネカ
液状ポリオレフィン組成物
4日前
株式会社カネカ
電圧印加用カテーテルシステム
今日
株式会社カネカ
定温輸送容器およびパネル支持体
18日前
株式会社カネカ
硬化性樹脂組成物およびその利用
18日前
株式会社カネカ
硬化性樹脂組成物およびその利用
18日前
株式会社カネカ
土木建築材料用コーティング組成物
今日
株式会社カネカ
基板トレイ及び膜付き基板製造方法
4日前
株式会社カネカ
冷凍菓子用ペースト及びその製造方法
12日前
株式会社カネカ
カテーテルおよびカテーテルシステム
18日前
株式会社カネカ
プレス成形体の製造方法および製造装置
28日前
株式会社カネカ
樹脂組成物、成形体および樹脂フィルム
28日前
株式会社カネカ
前発酵型のヨーグルト及びその製造方法
15日前
株式会社カネカ
前発酵型のヨーグルト及びその製造方法
15日前
株式会社カネカ
ポリヒドロキシアルカノエートの製造方法
22日前
株式会社カネカ
搬送容器、および、搬送対象物の搬送方法
18日前
株式会社カネカ
包装袋の開封方法、及び包装袋の開封装置
4日前
株式会社カネカ
医療用具包装体の製造方法、および、搬送容器
18日前
株式会社カネカ
フィルム加熱延伸装置およびフィルムの製造方法
15日前
株式会社カネカ
医療用具の密封方法、及び医療用具を密封する装置
4日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ