TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024088191
公報種別
公開特許公報(A)
公開日
2024-07-02
出願番号
2022203247
出願日
2022-12-20
発明の名称
被加工物の加工方法
出願人
株式会社ディスコ
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B24B
7/04 20060101AFI20240625BHJP(研削;研磨)
要約
【課題】研削後の被加工物に施される研磨加工を短縮又は省略することが可能な被加工物の加工方法を提供する。
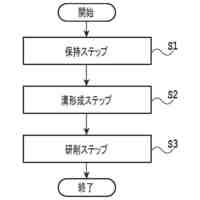
【解決手段】研削装置で被加工物を研削する被加工物の加工方法であって、研削装置は、被加工物を保持して回転可能な保持テーブルと、研削砥石を含む研削ホイールが先端部に装着されるスピンドルを有する研削ユニットと、を備え、保持テーブルと研削ホイールとを第1研削送り速度で相対的に移動させつつ被加工物を研削砥石で研削する第1研削ステップと、第1研削ステップの後に、研削ホイールにかかる負荷に対応する負荷対応値が所定の値に達するまで、保持テーブルと研削ホイールとを第1研削送り速度よりも遅い第2研削送り速度で相対的に移動させつつ被加工物を研削砥石で研削する第2研削ステップと、を含む。
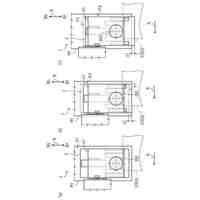
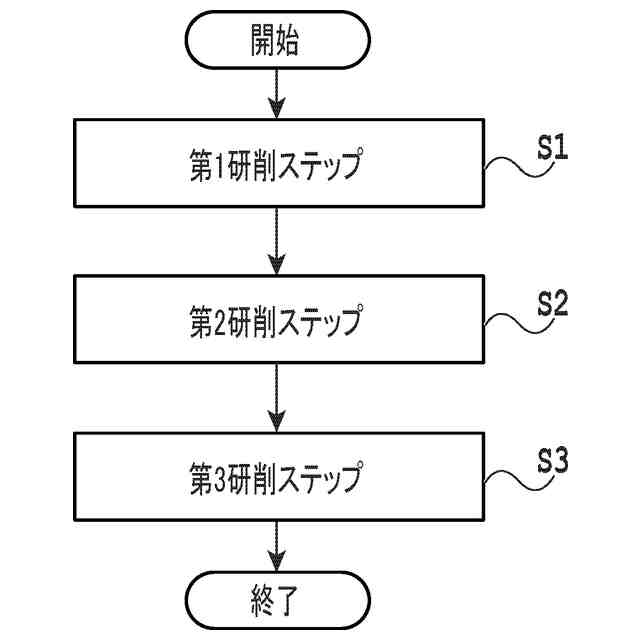
【選択図】図3
特許請求の範囲
【請求項1】
研削装置で被加工物を研削する被加工物の加工方法であって、
該研削装置は、該被加工物を保持して回転可能な保持テーブルと、研削砥石を含む研削ホイールが先端部に装着されるスピンドルを有する研削ユニットと、を備え、
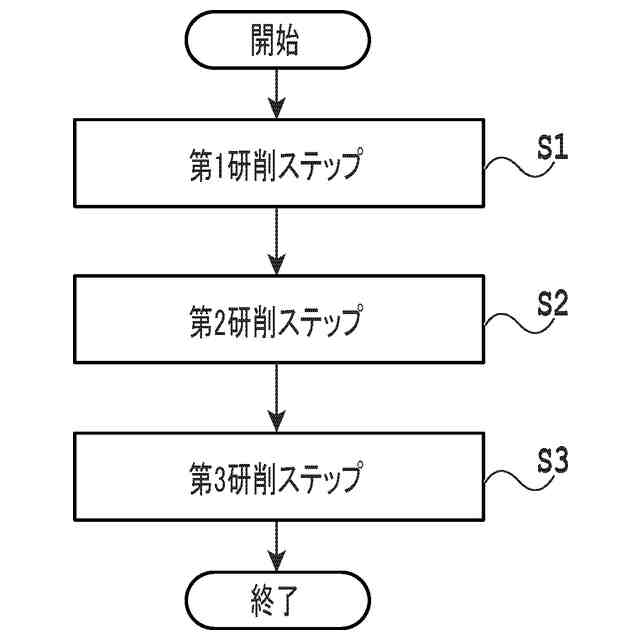
該保持テーブルと該研削ホイールとを第1研削送り速度で相対的に移動させつつ該被加工物を該研削砥石で研削する第1研削ステップと、
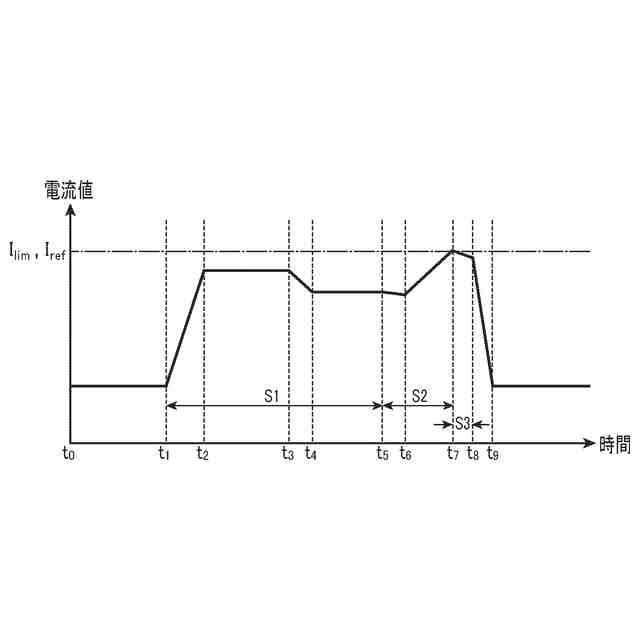
該第1研削ステップの後に、該研削ホイールにかかる負荷に対応する負荷対応値が所定の値に達するまで、該保持テーブルと該研削ホイールとを該第1研削送り速度よりも遅い第2研削送り速度で相対的に移動させつつ該被加工物を該研削砥石で研削する第2研削ステップと、を含むことを特徴とする被加工物の加工方法。
続きを表示(約 250 文字)
【請求項2】
該負荷対応値は、該スピンドルを回転させるモータの電流値であることを特徴とする請求項1に記載の被加工物の加工方法。
【請求項3】
該第2研削ステップの後に、該保持テーブルと該研削ホイールとの相対的な移動を停止させた状態で該被加工物を該研削砥石で研削する第3研削ステップをさらに含むことを特徴とする請求項1又は請求項2に記載の被加工物の加工方法。
【請求項4】
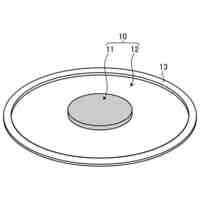
該被加工物は、ガラス基板であることを特徴とする請求項1又は請求項2に記載の被加工物の加工方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、研削装置で被加工物を研削する被加工物の加工方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
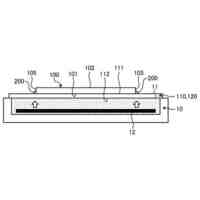
デバイスチップの製造プロセスでは、格子状に配列された複数のストリート(分割予定ライン)によって区画された複数の領域にそれぞれデバイスが形成された基板(ウェーハ)が用いられる。この基板をストリートに沿って分割することにより、デバイスを備えるチップ(デバイスチップ)が得られる。チップは、携帯電話、パーソナルコンピュータ等の様々な電子機器に組み込まれる。
【0003】
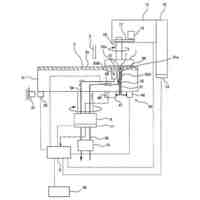
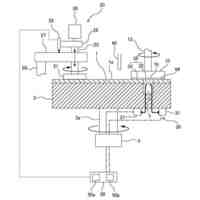
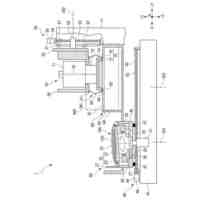
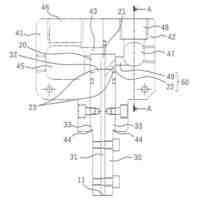
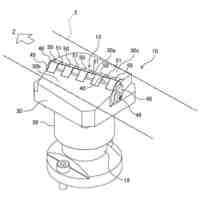
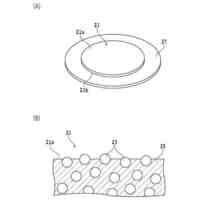
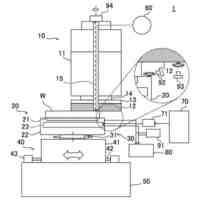
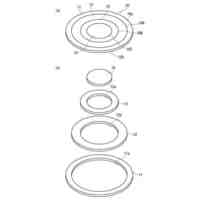
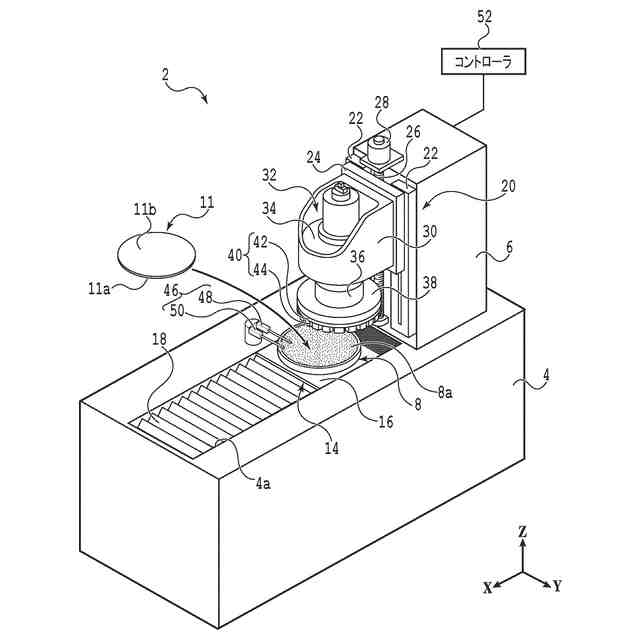
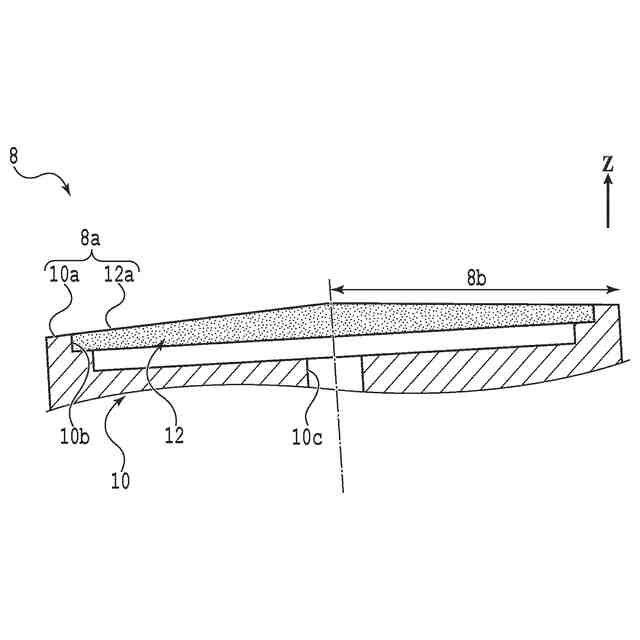
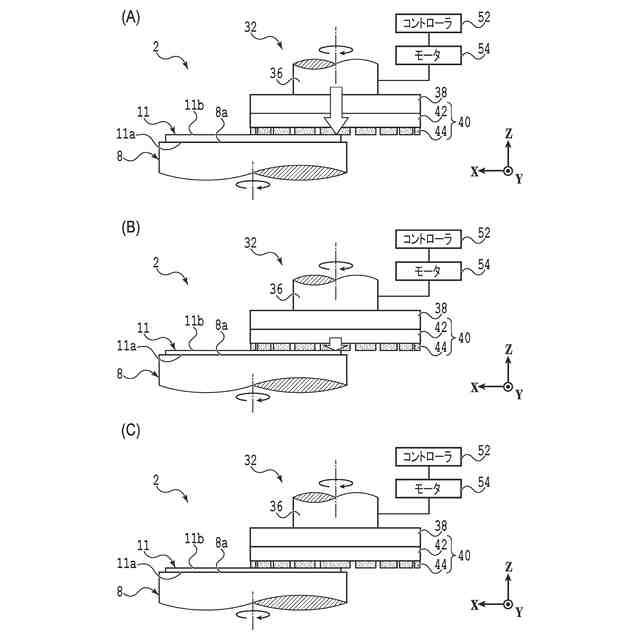
近年では、電子機器の小型化に伴い、チップの薄型化が求められている。そこで、基板の分割前に研削装置を用いて基板を研削、薄化する加工が実施されることがある。研削装置は、被加工物を保持する保持テーブルと、被加工物に研削加工を施す研削ユニットとを備える。研削ユニットはスピンドルを備えており、スピンドルの先端部には研削砥石を含む環状の研削ホイールが装着される。保持テーブルで被加工物を保持し、保持テーブル及び研削ホイールを回転させつつ研削砥石を被加工物に接触させることにより、被加工物が研削、薄化される。
【0004】
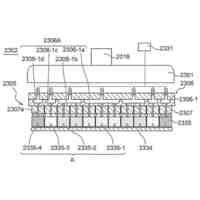
被加工物の研削後には、研磨装置を用いて被加工物の研削加工が施された面(被研削面)側を研磨する加工が実施される。研磨装置は、被加工物を保持する保持テーブルと、被加工物に研磨加工を施す研磨ユニットとを備える。研磨ユニットはスピンドルを備えており、スピンドルの先端部には円盤状の研磨パッドが装着される。保持テーブルで被加工物を保持し、保持テーブル及び研磨パッドを回転させつつ研磨パッドを被加工物に接触させることにより、被加工物が研磨される。
【0005】
なお、被加工物を研削装置で研削した後に研磨装置で研磨すると、装置間における被加工物の搬送に手間と時間がかかる。そこで、研削ユニットと研磨ユニットの両方を備えた加工装置(研削研磨装置)が用いられることがある(特許文献1参照)。研削研磨装置を用いると、被加工物に対して研削加工と研磨加工とを連続的に施すことが可能になり、加工効率が向上する。
【先行技術文献】
【特許文献】
【0006】
特開2016-207942号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
上記のように研磨装置や研削研磨装置を用いて被加工物の被研削面側に研磨加工を施すと、表面粗さが低減されるとともに被研削面が鏡面化され、研削後の被加工物の品質が向上する。しかしながら、研磨加工の準備及び実施には時間がかかるため、研削加工後に研磨加工を実施すると加工効率が低下する。また、研磨加工には研磨パッド等の消耗品や研磨液(スラリー)が使用されるため、研磨加工が長時間実施されるとコストも増大する。
【0008】
本発明は、かかる問題に鑑みてなされたものであり、研削後の被加工物に施される研磨加工を短縮又は省略することが可能な被加工物の加工方法の提供を目的とする。
【課題を解決するための手段】
【0009】
本発明の一態様によれば、研削装置で被加工物を研削する被加工物の加工方法であって、該研削装置は、該被加工物を保持して回転可能な保持テーブルと、研削砥石を含む研削ホイールが先端部に装着されるスピンドルを有する研削ユニットと、を備え、該保持テーブルと該研削ホイールとを第1研削送り速度で相対的に移動させつつ該被加工物を該研削砥石で研削する第1研削ステップと、該第1研削ステップの後に、該研削ホイールにかかる負荷に対応する負荷対応値が所定の値に達するまで、該保持テーブルと該研削ホイールとを該第1研削送り速度よりも遅い第2研削送り速度で相対的に移動させつつ該被加工物を該研削砥石で研削する第2研削ステップと、を含む被加工物の加工方法が提供される。
【0010】
なお、好ましくは、該負荷対応値は、該スピンドルを回転させるモータの電流値である。また、好ましくは、該被加工物の加工方法は、該第2研削ステップの後に、該保持テーブルと該研削ホイールとの相対的な移動を停止させた状態で該被加工物を該研削砥石で研削する第3研削ステップをさらに含む。また、好ましくは、該被加工物は、ガラス基板である。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社荏原製作所
基板研磨装置
1日前
株式会社荏原製作所
基板処理装置
19日前
有限会社タカシマ技研
研削工具および研磨工具
20日前
株式会社荏原製作所
基板研磨装置
今日
株式会社ナガセインテグレックス
研削盤
1か月前
株式会社荏原製作所
研磨装置
今日
有限会社中村鉄工
ドレス装置及び砥石の成形方法
1か月前
株式会社荏原製作所
研磨装置
12日前
株式会社ディスコ
切削装置
21日前
株式会社ディスコ
加工装置
今日
株式会社ディスコ
研削装置
今日
JFEスチール株式会社
鋼板研磨装置および研磨方法
28日前
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
加工装置
今日
東洋鋼鈑株式会社
両面研磨装置
7日前
株式会社ディスコ
研削方法
15日前
株式会社ディスコ
加工装置
1か月前
株式会社荏原製作所
研磨装置及び研磨方法
1日前
株式会社ディスコ
被加工物の研削方法
26日前
株式会社ディスコ
被加工物の処理方法
1か月前
株式会社ディスコ
ドレッシングボード
21日前
マコー株式会社
ノズル体
19日前
株式会社ディスコ
研削ホイール
15日前
株式会社荏原製作所
トップリングおよび基板処理装置
今日
株式会社荏原製作所
研磨ヘッドおよび研磨装置
1日前
株式会社ディスコ
ドレッシング部材
20日前
株式会社ディスコ
ダイアモンドの研削方法
7日前
株式会社ディスコ
ワークの研磨方法
15日前
株式会社ディスコ
フレキシブルリテーナー
6日前
株式会社ディスコ
被加工物の研削方法
29日前
日本電気硝子株式会社
板ガラスの製造方法
1か月前
株式会社ディスコ
被加工物の研削方法
1か月前
株式会社ディスコ
被加工物の研削方法
1か月前
株式会社ディスコ
被加工物の研削方法
1か月前
株式会社ディスコ
被加工物の研削方法
1か月前
株式会社ディスコ
被加工物の加工方法
7日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ