TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024088310
公報種別
公開特許公報(A)
公開日
2024-07-02
出願番号
2022203418
出願日
2022-12-20
発明の名称
両面研磨装置
出願人
東洋鋼鈑株式会社
代理人
弁理士法人平木国際特許事務所
主分類
B24B
37/08 20120101AFI20240625BHJP(研削;研磨)
要約
【課題】研磨布の開口穴の周辺にキズが発生することがなく基板の表面に線状の痕跡を発生させることがない両面研磨装置を提供する。
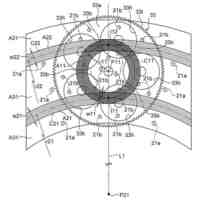
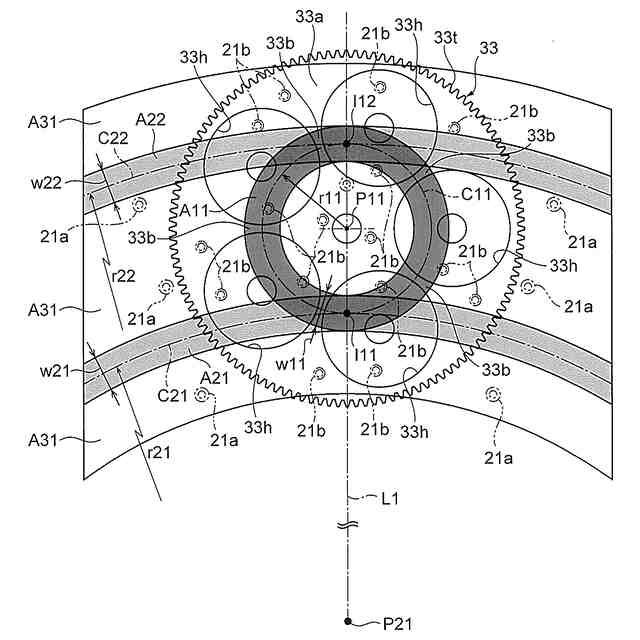
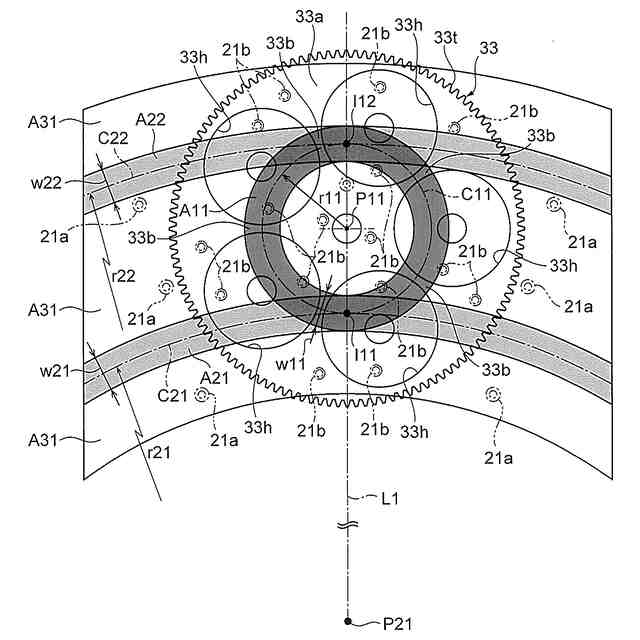
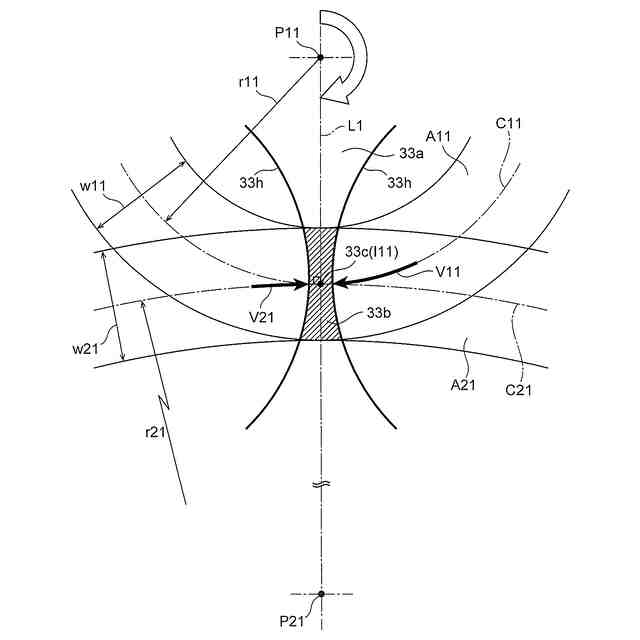
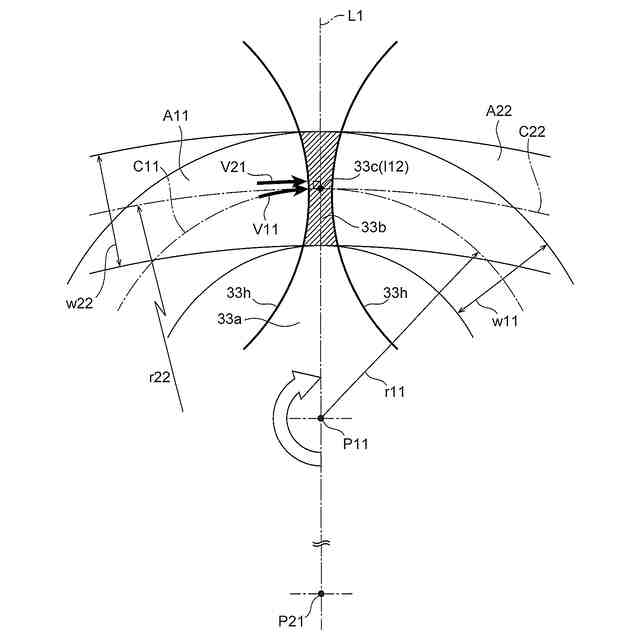
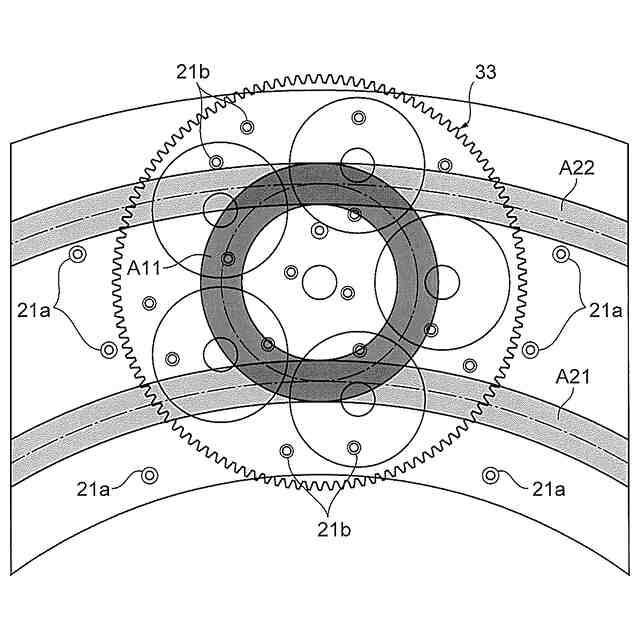
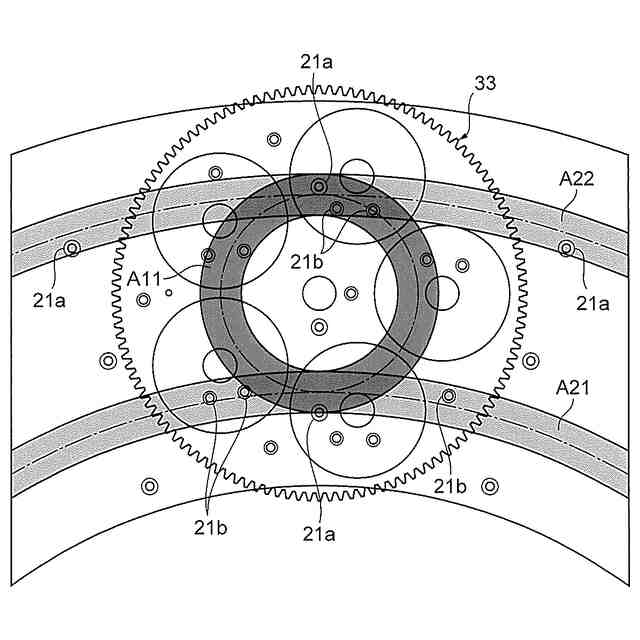
【解決手段】両面研磨装置10は、キャリア33が上定盤21の公転軌道上に配置された状態で、キャリアの中心から互いに隣接する保持穴33h同士が最も近づく部分までを半径とした円形の曲線と、上定盤の中心およびキャリアの中心を通過する直線とが交わる点を交点とし、上定盤の中心から交点までの長さを半径として描いた円形の曲線C21、C22を基準とする円環帯状の領域を上定盤の下面の円環領域A21、A22とした場合に、上定盤の下面の領域のうち、円環領域A21、A22以外の外領域A31にのみ複数の貫通穴21a、21bを設けたことを特徴とする。
【選択図】図5
特許請求の範囲
【請求項1】
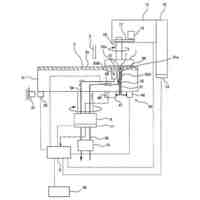
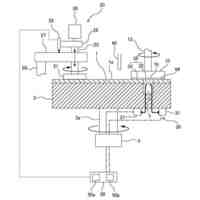
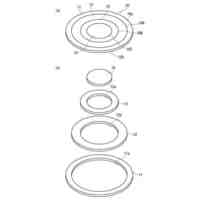
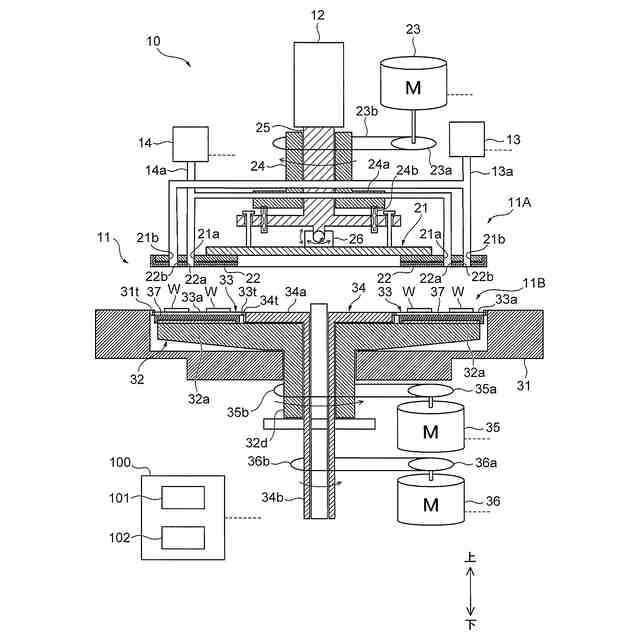
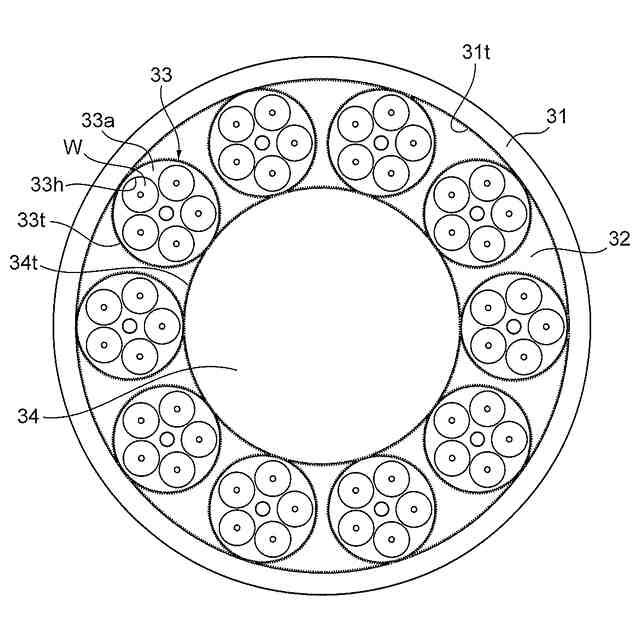
複数の被研磨体をそれぞれ保持する複数の保持穴が設けられた円板状のキャリアと、該キャリアを上下から挟み込んで相対回転する上定盤および下定盤とを有する定盤と、前記上定盤の下面に装着された上研磨布および前記下定盤の上面に装着された下研磨布とを備え、前記上定盤に装着された上研磨布と前記下定盤に装着された下研磨布との間で前記キャリアを自転させながら公転させて前記被研磨体の表面および裏面を研磨する両面研磨装置であって、
前記キャリアが前記上定盤の公転軌道上に配置された状態で、前記キャリアの中心から互いに隣接する保持穴同士が最も近づく部分までを半径とした円形の曲線と、前記上定盤の中心および前記キャリアの中心を通過する直線とが交わる点を交点とし、前記上定盤の中心から前記交点までの長さを半径として描いた円形の曲線を基準とする円環帯状の領域を前記上定盤の下面の円環領域とし、該円環領域以外の前記上定盤の下面の領域を前記上定盤の下面の外領域とし、前記上定盤の下面のうち前記外領域のみに複数の貫通穴が開口していることを特徴とする両面研磨装置。
続きを表示(約 660 文字)
【請求項2】
前記交点は、前記キャリアの中心よりも前記上定盤の径方向内側で前記直線と交わる第1交点を有し、
前記円環領域は、前記上定盤の中心から前記第1交点までの長さを半径として描いた円形の曲線を基準とする第1円環領域を有することを特徴とする請求項1に記載の両面研磨装置。
【請求項3】
前記交点は、前記キャリアの中心よりも前記上定盤の径方向外側で前記直線と交わる第2交点を有し、
前記円環領域は、前記上定盤の中心から前記第2交点までの長さを半径として描いた円形の曲線を基準とする第2円環領域を有することを特徴とする請求項1に記載の両面研磨装置。
【請求項4】
前記円環領域の幅は、前記キャリアの互いに隣接する保持穴同士が接近する脆弱部における前記キャリアの径方向幅と同じ大きさを有することを特徴とする請求項1に記載の両面研磨装置。
【請求項5】
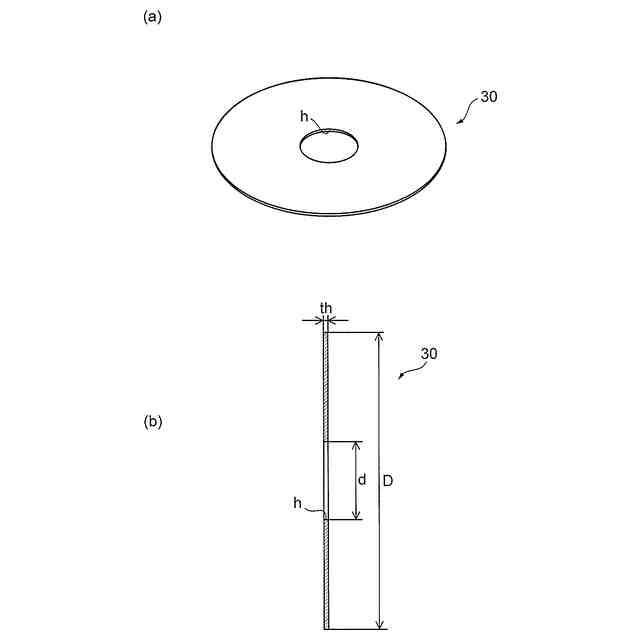
前記上研磨布は、前記複数の貫通穴に対向する位置に開口する開口穴が設けられていることを特徴とする請求項1に記載の両面研磨装置。
【請求項6】
前記円環領域の幅は、前記交点から前記上定盤の径方向内側および径方向外側にそれぞれ10mmから25mmに設定されていることを特徴とする請求項1に記載の両面研磨装置。
【請求項7】
請求項1に記載の両面研磨装置が備える前記上研磨布であって、前記上定盤に開口する複数の貫通穴に対向する位置に開口穴が設けられていることを特徴とする上研磨布。
発明の詳細な説明
【技術分野】
【0001】
本発明は、被研磨体の表面および裏面を同時に研磨する両面研磨装置に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
この種の研磨装置として、ウエハが装着され一定方向に自転するキャリアと、ウエハを研磨する研磨布が装着された研磨定盤と、研磨定盤を回転させるモータとを備え、ウエハを1枚毎に研磨する枚葉型の研磨装置が開示されている(特許文献1参照)。この研磨装置は、研磨布が、半径5インチのものは、その中心から外周に向かって研磨剤供給穴の無い領域を有している。
【0003】
また、上定盤および下定盤と、上側研磨布および下側研磨布と、上定盤と下定盤との間に配置されたキャリアとを備え、キャリアには被研磨体が複数枚保持される両面研磨装置が開示されている(特許文献2参照)。特許文献2に記載の両面研磨装置は、キャリアが被研磨体を保持する第1貫通保持穴と、第1貫通保持穴の周りに環状に配置される第2貫通保持穴とを有しており、第1貫通保持穴の中心位置とキャリアの中心位置をずらすことで、定盤の研磨布の硬度の不均一な領域が生ずることを抑制している。
【先行技術文献】
【特許文献】
【0004】
特開平11-239961号公報
WO2013/146135
【発明の概要】
【発明が解決しようとする課題】
【0005】
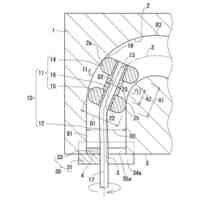
特許文献2に記載の両面研磨装置のキャリアには、複数の被研磨体を各々保持する複数の貫通保持穴が設けられている。キャリアは、ウエハと同程度の厚さの薄板部材によって構成されており、これら複数の貫通保持穴のうち、互いに隣り合う貫通保持穴の間の部分は、他の部分と比較して面積が狭く、剛性が低くなりやすい。
【0006】
特許文献1に記載の研磨装置は、複数枚のウエハを同時に研磨するものではなく、キャリアの脆弱部が形成され難いが、特許文献2に記載の両面研磨装置のキャリアには、複数の被研磨体を各々保持する複数の貫通保持穴が設けられているので、互いに隣り合う貫通保持穴の間の部分が脆弱部となり、被研磨体の研磨中に弾性変形するおそれがある。
【0007】
例えば定盤に研磨材を供給するため等の貫通穴が設けられており、定盤の盤面に装着された研磨布の対応する位置に開口穴が開口して設けられている場合に、弾性変形した脆弱部が定盤の貫通穴に干渉して、研磨布の開口穴の周辺にキズを発生させるおそれがある。この開口穴の周辺に発生した研磨布のキズは、被研磨体の研磨作業中に被研磨体の表面に転写され、被研磨体に線状の痕跡が発生するという問題がある。このような線状の痕跡は、被研磨体の品質に影響を与える可能性があり、痕跡の発生を未然に防ぐ必要がある。
【0008】
本発明は、上記の問題を解決するためになされたもので、研磨布の開口穴の周辺にキズを発生させることがなく、被研磨体の表面に線状の痕跡を発生させることがない両面研磨装置を提供することを課題とする。
【課題を解決するための手段】
【0009】
(1)本発明に係る両面研磨装置は、複数の被研磨体をそれぞれ保持する複数の保持穴が設けられた円板状のキャリアと、該キャリアを上下から挟み込んで相対回転する上定盤および下定盤とを有する定盤と、前記上定盤の下面に装着された上研磨布および前記下定盤の上面に装着された下研磨布とを備え、前記上定盤に装着された上研磨布と前記下定盤に装着された下研磨布との間で前記キャリアを自転させながら公転させて前記被研磨体の表面および裏面を研磨する両面研磨装置であって、前記キャリアが前記上定盤の公転軌道上に配置された状態で、前記キャリアの中心から互いに隣接する保持穴同士が最も近づく部分までを半径とした円形の曲線と、前記上定盤の中心および前記キャリアの中心を通過する直線とが交わる点を交点とし、前記上定盤の中心から前記交点までの長さを半径として描いた円形の曲線を基準とする円環帯状の領域を前記上定盤の下面の円環領域とし、該円環領域以外の前記上定盤の下面の領域を前記上定盤の下面の外領域とし、前記上定盤の下面のうち前記外領域のみに複数の貫通穴が開口していることを特徴とする。
【0010】
(2)本発明に係る両面研磨装置は、(1)に記載の両面研磨装置であって、前記交点は、前記キャリアの中心よりも前記上定盤の径方向内側で前記直線と交わる第1交点を有し、前記円環領域は、前記上定盤の中心から前記第1交点までの長さを半径として描いた円形の曲線を基準とする第1円環領域を有することを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東洋鋼鈑株式会社
両面研磨装置
7日前
東洋鋼鈑株式会社
電池用表面処理金属板
2か月前
東洋鋼鈑株式会社
表面処理アルミニウム板、樹脂被覆表面処理アルミニウム板、及び成形体
12日前
東洋製罐株式会社
積層フィルム及び包装容器
4日前
株式会社荏原製作所
基板研磨装置
1日前
株式会社荏原製作所
基板研磨装置
今日
有限会社タカシマ技研
研削工具および研磨工具
20日前
株式会社荏原製作所
基板処理装置
19日前
株式会社ナガセインテグレックス
研削盤
1か月前
株式会社東京精密
加工装置
1か月前
有限会社中村鉄工
ドレス装置及び砥石の成形方法
1か月前
株式会社荏原製作所
研磨装置
今日
株式会社荏原製作所
研磨装置
12日前
株式会社 ネオ
プロファイル研削盤用付加システム
1か月前
株式会社ディスコ
研削装置
今日
JFEスチール株式会社
鋼板研磨装置および研磨方法
28日前
株式会社ディスコ
切削装置
21日前
株式会社ディスコ
加工装置
今日
株式会社ディスコ
加工装置
1か月前
株式会社ディスコ
切削装置
1か月前
株式会社ディスコ
加工装置
今日
東洋鋼鈑株式会社
両面研磨装置
7日前
株式会社ディスコ
研削方法
15日前
株式会社ディスコ
加工装置
1か月前
株式会社荏原製作所
研磨装置及び研磨方法
1日前
マコー株式会社
ノズル体
19日前
株式会社ディスコ
研削ホイール
15日前
株式会社ディスコ
被加工物の処理方法
1か月前
株式会社ディスコ
ドレッシングボード
21日前
株式会社ディスコ
被加工物の研削方法
26日前
株式会社ディスコ
製品および研削装置
1か月前
株式会社荏原製作所
トップリングおよび基板処理装置
今日
株式会社荏原製作所
研磨ヘッドおよび研磨装置
1日前
株式会社ディスコ
ドレッシング部材
20日前
株式会社ディスコ
フレキシブルリテーナー
6日前
株式会社ディスコ
ダイアモンドの研削方法
7日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ