TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024092954
公報種別
公開特許公報(A)
公開日
2024-07-08
出願番号
2023189873
出願日
2023-11-07
発明の名称
研磨装置及び研磨方法
出願人
株式会社荏原製作所
代理人
個人
,
個人
,
個人
,
個人
主分類
B24B
37/013 20120101AFI20240701BHJP(研削;研磨)
要約
【課題】センサヘッドの数が増加しても、研磨装置のサイズの増加量が、従来よりも改善した研磨装置を提供する。
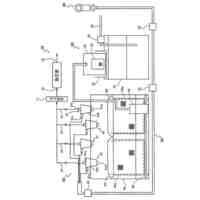
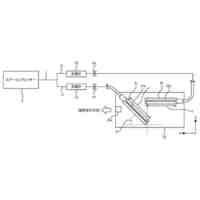
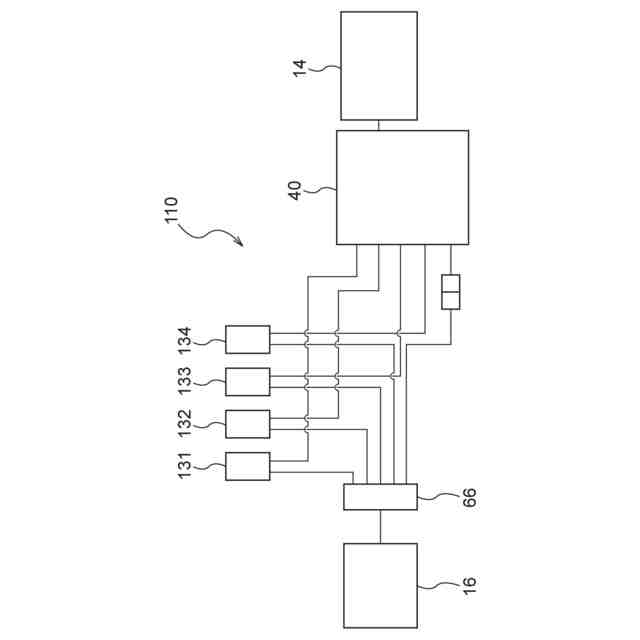
【解決手段】基板Wを研磨する研磨装置110は、研磨パッドを保持するための研磨テーブルと、基板Wの表面を前記研磨パッドに対して押圧する研磨ヘッドとを有する。複数の第1の光学ヘッド131~134は、基板Wを横切って移動しながら、基板Wの膜厚に関する信号を検出する。1個の分光器14は、複数の第1のセンサヘッド131~134のうちの少なくとも2個の第1のセンサヘッドが出力する信号を受信して処理する。光スイッチ40は、センサヘッド131~134を選択的に分光器14に接続する。処理部15は、複数のセンサヘッド131~134が同時に基板と対向するタイミングにおいて、分光器14との接続を一方のセンサヘッドから他方のセンサヘッドに切り替えるように光スイッチ40を制御する。
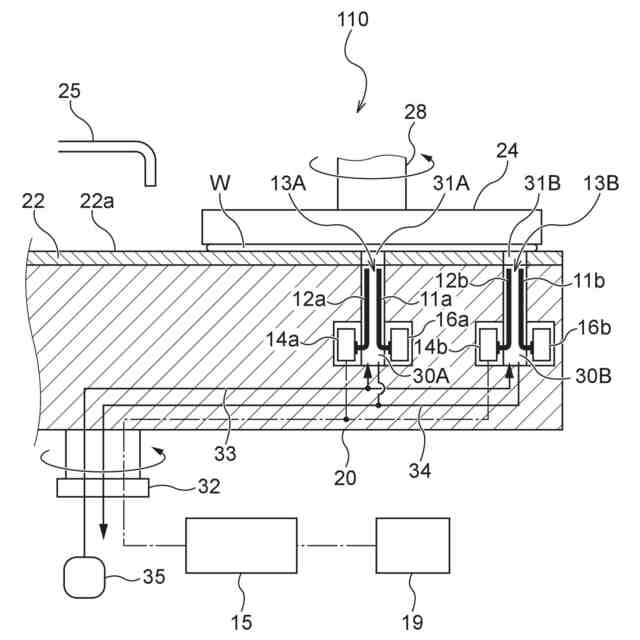
【選択図】図13
特許請求の範囲
【請求項1】
基板を研磨する研磨装置であって、
研磨パッドを保持するための研磨テーブルと、
基板の表面を前記研磨パッドに対して押圧する研磨ヘッドと、
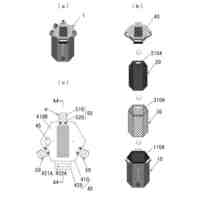
前記基板を横切って移動しながら、前記基板の膜厚に関する信号を検出する複数のセンサヘッドと、
複数の前記センサヘッドのうちの少なくとも2個のセンサヘッドが出力する信号を受信して処理する1個の分光器と、
前記少なくとも2個のセンサヘッドを選択的に前記分光器に接続する切替器と、
制御装置と、を有し、
前記制御装置は、
前記少なくとも2個の前記センサヘッドが同時に前記基板と対向するタイミングにおいて、前記分光器との接続を一方のセンサヘッドから他方のセンサヘッドに切り替えるように前記切替器を制御する、
ことを特徴とする研磨装置。
続きを表示(約 1,900 文字)
【請求項2】
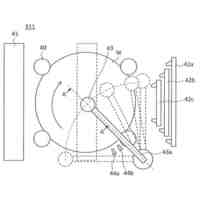
前記研磨テーブルは、前記研磨テーブルの軸心周りに回転可能であり、複数の前記センサヘッドは、前記基板の中心を含む領域と対向する前記研磨テーブルの領域に配置されていることを特徴とする請求項1記載の研磨装置。
【請求項3】
複数の前記センサヘッドのうちの所定の偶数個の前記センサヘッドは2個ずつ対を形成し、
前記対を構成する2個の前記センサヘッドは前記軸心に関して実質的に互いに反対側の位置にあり、
前記対を構成する2個の前記センサヘッドを結ぶ線は、前記軸心周りに同じ角度間隔になるように、偶数個の前記センサヘッドは配置されることを特徴とする請求項2記載の研磨装置。
【請求項4】
複数の前記センサヘッドのうちの所定の4個について、
2個の前記センサヘッドは前記軸心に関して実質的に互いに反対側の位置にあり、他の2個の前記センサヘッドは前記軸心に関して実質的に互いに反対側の位置にあり、
2個の前記センサヘッドを結ぶ線と、前記他の2個の前記センサヘッドを結ぶ線とがなす角度は0度より大きく180度未満であることを特徴とする請求項2記載の研磨装置。
【請求項5】
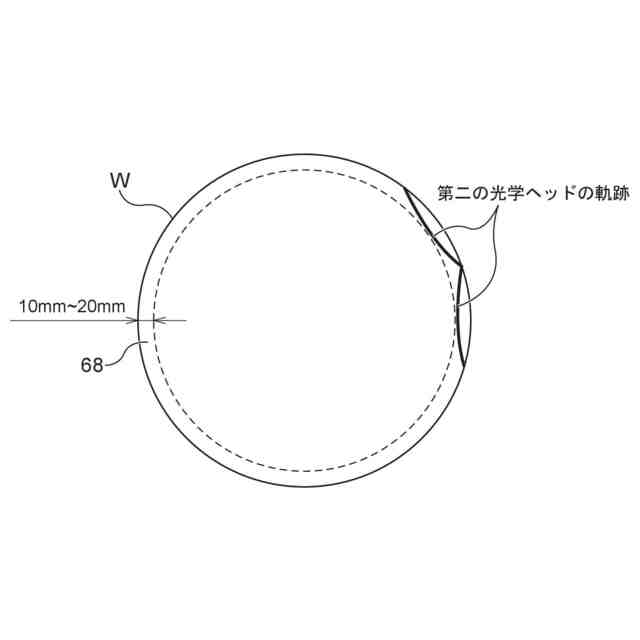
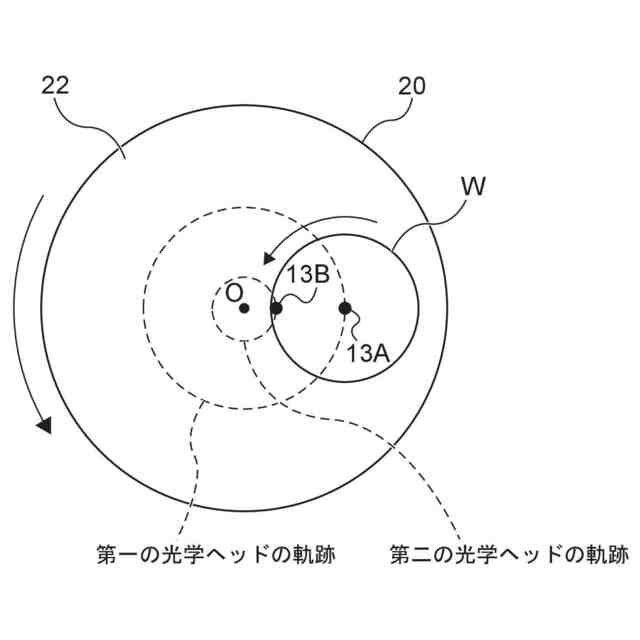
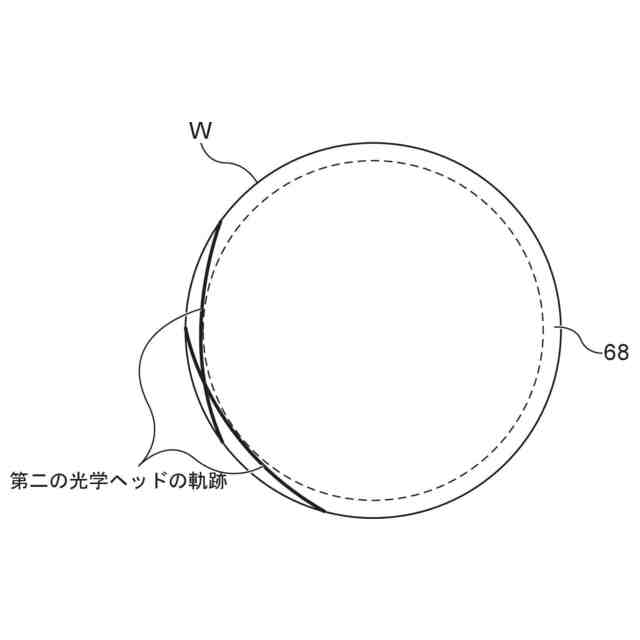
前記研磨装置は、複数の前記センサヘッドとして、前記基板の中心を含む領域において前記基板の膜厚に関する信号を検出する第1のセンサヘッドと、前記基板の周縁部に沿って移動しながら前記基板の膜厚に関する信号を検出する第2のセンサヘッドを有することを特徴とする請求項1ないし4のいずれか1項に記載の研磨装置。
【請求項6】
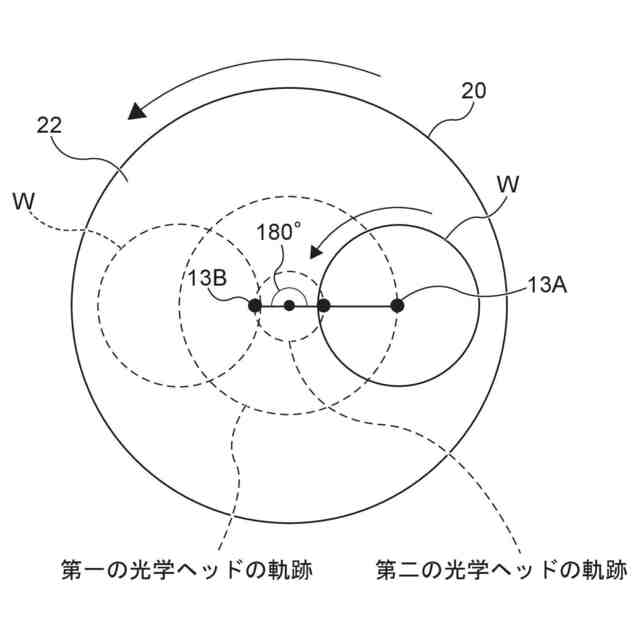
複数の前記第1のセンサヘッドは少なくとも2個あり、複数の前記第2のセンサヘッドは少なくとも2個あり、
2個の前記第1のセンサヘッドは前記軸心に関して実質的に互いに反対側の位置にあり、
2個の前記第2のセンサヘッドを結ぶ線分上に前記軸心があり、
2個の前記第1のセンサヘッドを結ぶ線と、前記第2のセンサヘッドを結ぶ前記線分とがなす角度は0度から180度であることを特徴とする請求項5記載の研磨装置。
【請求項7】
複数の前記センサヘッドのうちの所定の個数の前記センサヘッドと、複数の前記センサヘッドのうちの前記所定の個数の他の前記センサヘッドについて、
前記所定の個数の前記センサヘッドと前記研磨テーブルの前記軸心とをそれぞれ結ぶ線上に、前記所定の個数の他の前記センサヘッドのおのおのの1個が配置されることを特徴とする請求項1ないし4のいずれか1記載の研磨装置。
【請求項8】
複数の前記センサヘッドのうちの所定の2個と、複数の前記センサヘッドのうちの他の所定の4個について、
前記所定の2個の前記センサヘッドは前記軸心に関して実質的に互いに反対側の位置にあり、
前記所定の4個のうちの2個の前記センサヘッドを結ぶ第1の線分上に前記軸心があり、
前記所定の4個のうちの他の2個の前記センサヘッドを結ぶ第2の線分上に前記軸心があり、
前記第1の線分と、前記第2の線分とがなす角度は0度から180度であることを特徴とする請求項1ないし4のいずれか1項に記載の研磨装置。
【請求項9】
前記所定の2個の前記センサヘッドを結ぶ第3の線に関して、前記所定の4個の前記センサヘッドは対称に配置され、
前記第3の線と前記第1の線分の成す角のうち最小の角度は90度より小さく、前記第3の線と前記第2の線分の成す角のうち最小の角度は90度より小さいことを特徴とする請求項8記載の研磨装置。
【請求項10】
基板を研磨する研磨方法であって、
研磨テーブルは、研磨パッドを保持し、
研磨ヘッドは、基板の表面を前記研磨パッドに対して押圧し、
複数のセンサヘッドは、前記基板を横切って移動しながら、前記基板の中心を含む領域において前記基板の膜厚に関する信号を検出し、
1個の分光器は、複数の前記センサヘッドが出力する信号を受信して処理し、
切替器は、前記少なくとも2個のセンサヘッドを選択的に前記分光器に接続し、
制御装置は、前記少なくとも2個の前記センサヘッドが同時に前記基板と対向する時に、前記分光器との接続を一方のセンサヘッドから他方のセンサヘッドに切り替えるように切替器を制御することを特徴とする研磨方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、研磨装置及び研磨方法に関するものである。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
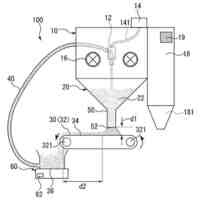
半導体ウェハなどの基板の表面を研磨する装置として、CMP(化学的機械的研磨)装置が広く知られている。このCMP装置は、回転する研磨テーブル上の研磨パッドに研磨液を供給しながら、ウェハを保持した研磨ヘッドで基板を研磨パッドに押し付けることで基板の表面を研磨する。CMP装置は、一般に、基板の膜厚または膜厚に等価な信号を測定する膜厚測定部を備えており、膜厚測定部から得られる膜厚の測定値に基づいて、基板に対する研磨荷重を制御し、さらには研磨終点を決定する。膜厚測定部としては、渦電流センサや光学式センサが一般的に使用される。
【0003】
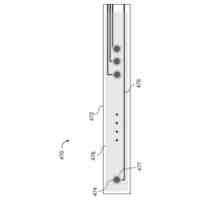
従来のCMP装置における膜厚測定部は、研磨パッド上の基板に対向するように研磨テーブルの内部に配置される。したがって、研磨テーブルが回転するたびに、膜厚測定部が基板を横切って移動しながら、基板上の複数の測定点で膜厚を測定する。従来のCMP装置では、膜厚測定部は、基板の中心を通るように配置される。これは、基板の径方向に分布する複数の測定点で膜厚を測定するためである。
【0004】
研磨中の基板の膜厚測定において基板の中心部および周縁部を含む全面において、精度の高い膜厚データを取得する目的で複数のセンサを設けることが知られている(特許第6470365号)。デバイスの微細化に伴って研磨精度の向上が必須である。研磨精度の向上には測定解像度を更に改善する必要がある。測定解像度を改善するためにセンサヘッドの数を増やす必要がある。センサヘッドの数に応じて、センサヘッドが出力する信号を受信して処理する信号処理部の数を増やすと、研磨装置が大型化する。この問題は、膜厚測定に光学センサを用いる場合に、渦電流センサの場合より顕著である。光学センサの信号処理部である分光器は、渦電流センサの信号処理部より、サイズが大きいためである。サイズが大きくなると、装置の設置面積が限られている場合、問題となる。また装置の単位面積当たりの生産量に換算した半導体の生産性が低下するという問題がある。
【先行技術文献】
【特許文献】
【0005】
特許第6470365号
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明の一形態は、このような問題点を解消すべくなされたもので、その目的は、センサヘッドの数が増加しても、研磨装置のサイズの増加量が、従来よりも改善した研磨装置を提供することである。
【課題を解決するための手段】
【0007】
上記課題を解決するために、第1の形態では、基板を研磨する研磨装置であって、研磨パッドを保持するための研磨テーブルと、基板の表面を前記研磨パッドに対して押圧する研磨ヘッドと、前記基板を横切って移動しながら、前記基板の膜厚に関する信号を検出する複数のセンサヘッドと、複数の前記センサヘッドのうちの少なくとも2個のセンサヘッドが出力する信号を受信して処理する1個の分光器と、前記少なくとも2個のセンサヘッドを選択的に前記分光器に接続する切替器と、制御装置と、を有し、前記制御装置は、前記少なくとも2個の前記センサヘッドが同時に前記基板と対向するタイミングにおいて、
前記分光器との接続を一方のセンサヘッドから他方のセンサヘッドに切り替えるように前記切替器を制御する、ことを特徴とする研磨装置という構成を採っている。
【0008】
本実施形態では、少なくとも2個のセンサヘッドが同時に基板と対向するタイミングにおいて、1個の分光器が、複数のセンサヘッドのうちの少なくとも2個のセンサヘッドが出力する信号を受信して処理するため、センサヘッドの数が増加しても、研磨装置のサイズの増加量が、従来よりも改善した研磨装置を提供できる。
【0009】
第2の形態では、前記研磨テーブルは、前記研磨テーブルの軸心周りに回転可能であり、複数の前記センサヘッドは、前記基板の中心を含む領域と対向する前記研磨テーブルの領域に配置されていることを特徴とする形態1記載の研磨装置という構成を採っている。
【0010】
第3の形態では、複数の前記センサヘッドのうちの所定の偶数個の前記センサヘッドは2個ずつ対を形成し、前記対を構成する2個の前記センサヘッドは前記軸心に関して実質的に互いに反対側の位置にあり、前記対を構成する2個の前記センサヘッドを結ぶ線は、前記軸心周りに同じ角度間隔になるように、偶数個の前記センサヘッドは配置されることを特徴とする形態2記載の研磨装置という構成を採っている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社荏原製作所
めっき装置
7日前
株式会社荏原製作所
液体供給装置および研磨装置
7日前
株式会社荏原製作所
設計支援装置、及び、設計支援方法
7日前
株式会社荏原製作所
洗浄装置、基板処理装置および洗浄方法
3日前
株式会社荏原製作所
カバー組立体、洗浄方法、およびカバー組立体の製造方法
7日前
個人
回転ヤスリ
1か月前
株式会社東京精密
研削装置
18日前
株式会社東京精密
研削装置
18日前
株式会社東京精密
CMP装置
6日前
株式会社ノンアス
湿潤集塵装置
4日前
UHT株式会社
駆動工具
28日前
個人
カッター
1か月前
日東工器株式会社
ベルト式研削工具
1か月前
株式会社クオルテック
研磨装置および研磨方法
1か月前
株式会社カルテックス
ブラスト装置
1か月前
三菱マテリアル株式会社
バレル研磨用容器
25日前
有限会社竹内快速鋸
庖丁及び鋏研ぎ器
24日前
株式会社東京精密
研磨装置の保持面加工方法
10日前
山九株式会社
水切り装置
7日前
有限会社竹内快速鋸
庖丁及び鋏研ぎ器
1か月前
日立Astemo株式会社
加工方法、加工装置
7日前
株式会社雄飛
加工装置及び加工方法
17日前
AGC株式会社
研磨装置およびガラス基板
1か月前
株式会社チップトン
遠心バレル研磨機
1か月前
ノリタケ株式会社
砥石及びその製造方法
1か月前
株式会社ディスコ
加工方法
1か月前
新東工業株式会社
積層造形品の処理方法
13日前
株式会社ディスコ
切削装置
13日前
株式会社ディスコ
加工装置
1か月前
株式会社マキタ
携帯用加工機
1か月前
株式会社シギヤ精機製作所
円筒研削盤のワーク保持センタ
1か月前
株式会社ジェイテクト
研削装置
1か月前
株式会社ディスコ
研削装置
1か月前
株式会社ディスコ
保持面修正方法
28日前
ノリタケ株式会社
研磨パッド及びその製造方法
3日前
株式会社ディスコ
加工装置
1か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ