TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024074517
公報種別
公開特許公報(A)
公開日
2024-05-31
出願番号
2022185731
出願日
2022-11-21
発明の名称
板ガラスの製造方法
出願人
日本電気硝子株式会社
代理人
弁理士法人矢野内外国特許事務所
主分類
B24B
7/24 20060101AFI20240524BHJP(研削;研磨)
要約
【課題】基台に対して加工具の移動を案内するガイド機構を備えた板ガラス加工装置によって、板ガラスの端面を加工する端面加工工程を備える板ガラスの製造方法であって、当該ガイド機構の摩耗を防げる板ガラスの製造方法を提供する。
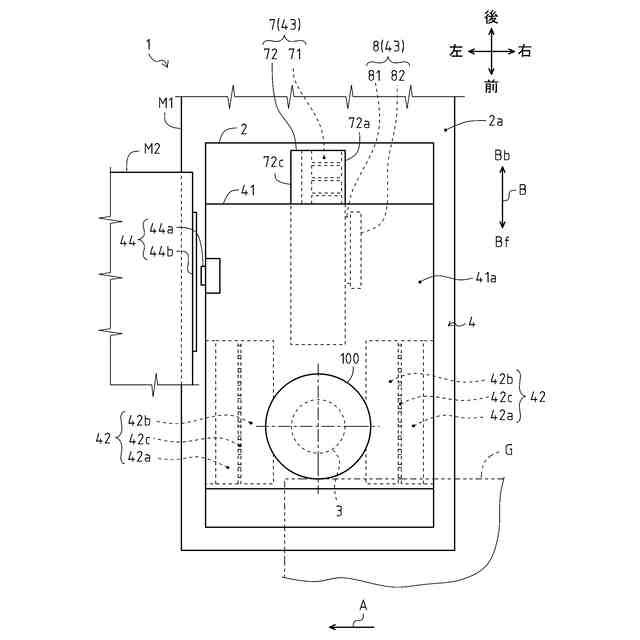
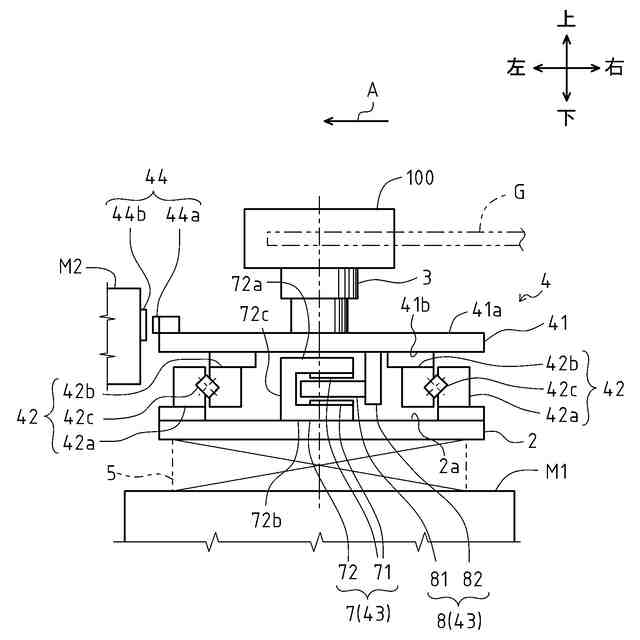
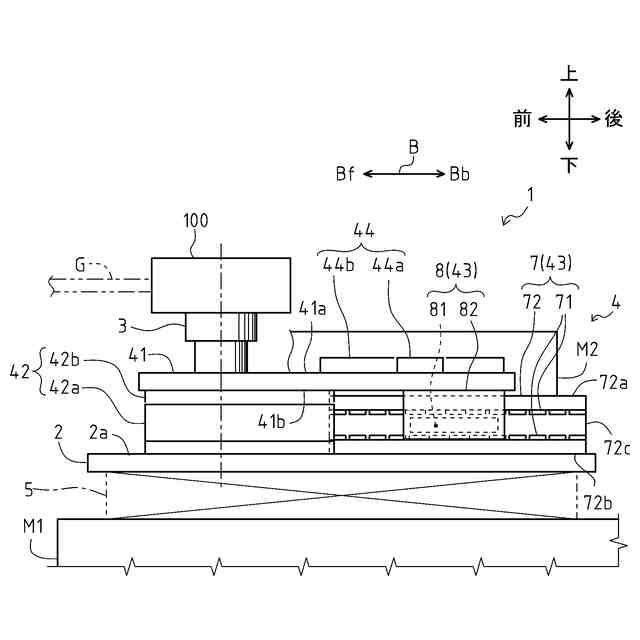
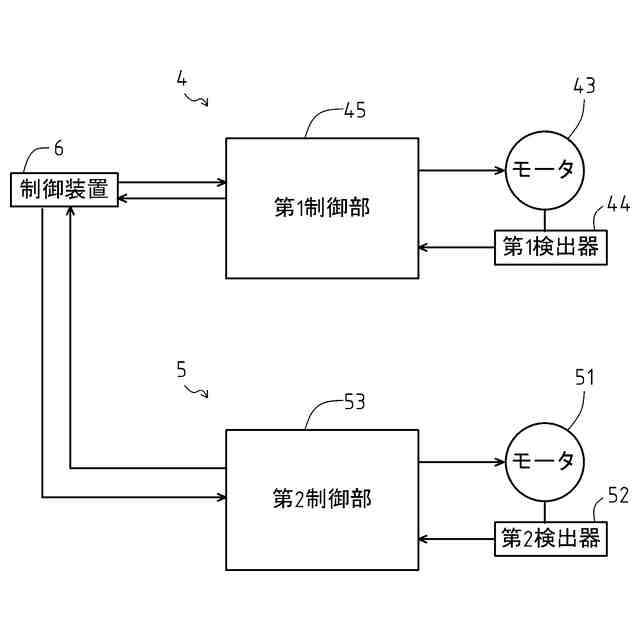
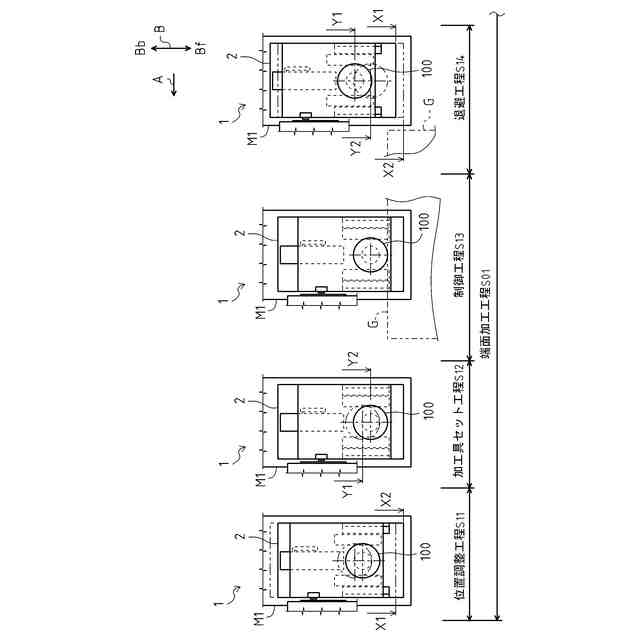
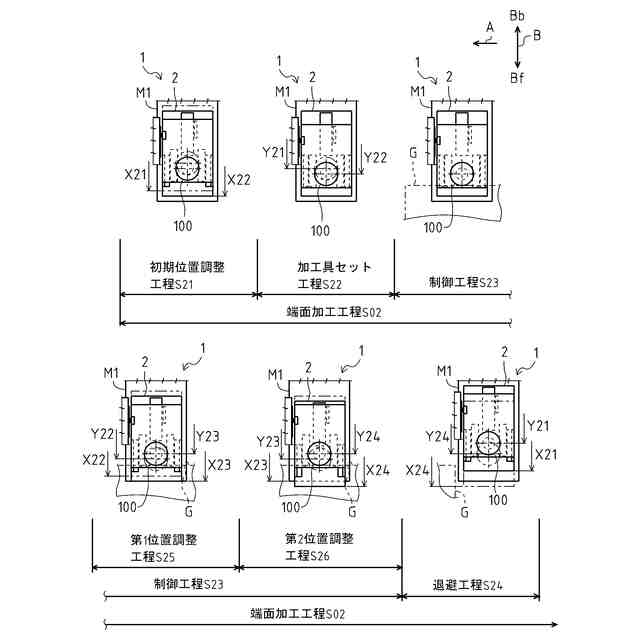
【解決手段】基台2と、加工具100と、基台2と加工具100との位置関係を変更する第1サーボ機構(可動機構)4とを備えた板ガラス加工装置(加工装置)1によって行われ、加工具100により板ガラスGの端面を加工する端面加工工程S01を備える板ガラスの製造方法であって、端面加工工程S01は、第1サーボ機構4(可動機構)によって、板ガラスGの端面を押圧する押圧方向に加工具100を変位させて、押圧力を制御する制御工程S13と、板ガラスGの端面と基台2との距離関係を変更させる位置調整工程S11とを備える。
【選択図】図5
特許請求の範囲
【請求項1】
基台と、加工具と、前記基台と前記加工具との位置関係を変更する可動機構とを備えた加工装置によって行われ、前記加工具により板ガラスの端面を加工する端面加工工程を備える板ガラスの製造方法であって、
前記端面加工工程は、
前記可動機構によって、前記板ガラスの端面を押圧する押圧方向に前記加工具を変位させて、押圧力を制御する制御工程と、
前記板ガラスの端面と前記基台との距離関係を変更させる位置調整工程とを備える、
ことを特徴とする板ガラスの製造方法。
続きを表示(約 490 文字)
【請求項2】
前記可動機構は、固定レールと、前記加工具とともに前記固定レールと相対的に移動する移動レールと、前記固定レールと前記移動レールとの間に配置される複数の転動体とを有したガイド機構を有する、
ことを特徴とする、請求項1に記載の板ガラスの製造方法。
【請求項3】
前記可動機構は、
前記基台と直交する回動軸と、
前記回動軸と同軸上に設けられる軸受と、
前記軸受を介して回動可能に設けられる回動体を有する回動レバーとを有する、
ことを特徴とする、請求項1に記載の板ガラスの製造方法。
【請求項4】
前記端面加工工程において、複数枚の板ガラスを繰り返し加工し、
前記位置調整工程は、
前記複数の板ガラスの加工の間に行われる、
ことを特徴とする、請求項1~請求項3の何れか一項に記載の板ガラスの製造方法。
【請求項5】
前記位置調整工程は、
前記制御工程の実行中に行われる、
ことを特徴とする、請求項1~請求項3の何れか一項に記載の板ガラスの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、板ガラスの端面を加工する端面加工工程を備えた、板ガラスの製法方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
近年、液晶ディスプレイ等の製造分野においては、生産効率に対する改善要請に応じるべく、当該ディスプレイ等に使用される板ガラス(ガラス基板)の、製造効率に対する改善要求が高まっている。
ここで、板ガラスの製造工程においては、大型のガラス原板(成形原板)から1枚、または複数枚の板ガラスを切り出される。これにより、所望の外形寸法からなる板ガラスが取得できる。
【0003】
一方、ガラス原板から切り出された板ガラスの端面は、通常、切断面、または折割面となることから、当該端面には、微小な傷や欠陥等が存在する場合が多い。
このような微小な傷や欠陥等が板ガラスの端面に存在すると、当該端面に割れ等を発生させる要因となり得ることから、板ガラスの端面に対して、研削加工(粗加工)、及び研磨加工(仕上げ加工)が施されるのが一般的である。
【0004】
そこで、このような加工(研削加工及び研磨加工)を施す装置の一例として、例えば特許文献1においては、板ガラスと加工具とを相対的に移動させることで、前記板ガラスの端面を加工する板ガラス加工装置が開示されている。
前記板ガラス加工装置は、板ガラスの端面と当接可能な加工具と、加工具を支持するとともにコアレスリニアモータによって駆動される支持部材と、基台に対して支持部材の移動を直線的に案内するガイド機構とを備えている。
また、ガイド機構は、例えばクロスローラガイド等のリニアガイド機構からなり、当該ガイド機構によって、支持部材は、板ガラスの端面に対して、近接・離反方向に向かって直線的に移動可能に構成されている。
そして、板ガラス加工装置は、上記近接方向に向かって支持部材を移動させ、所定の一定圧にて板ガラスの端面に加工具を押し当てながら、当該板ガラスの端面に対して、研削加工(粗加工)、または研磨加工(仕上げ加工)を施す構成となっている。
【先行技術文献】
【特許文献】
【0005】
国際公開第2022/137894号
【発明の概要】
【発明が解決しようとする課題】
【0006】
前述したように、特許文献1における板ガラス加工装置においては、板ガラスの端面に加工具を押し当てながら加工する際に、加工具における板ガラスとの相対的な位置が、略一定になる傾向にある。
ここで、クロスローラガイド等からなるガイド機構は、固定レールと、固定レールに対して相対的に移動可能な移動レールと、固定レールと移動レールとの間に介在する複数のローラ(転動体)とを有する。
そのため、クロスローラガイド等からなるガイド機構においては、固定レール及び/または移動レール上の略同一の位置に複数のローラが留まり易く、当該固定レール及び/または移動レールに局所的な摩耗が発生し易い。
その結果、短期間でガイド機構を交換する必要があった。
【0007】
本発明は、以上に示した現状の問題点に鑑みてなされたものであり、加工具の移動を案内するガイド機構において、当該ガイド機構の摩耗を防げる板ガラスの製造方法を提供することを課題とする。
【課題を解決するための手段】
【0008】
本発明の解決しようとする課題は以上の如くであり、次にこの課題を解決するための手段を説明する。
【0009】
即ち、本発明の第一形態に係る板ガラスの製造方法は、基台と、加工具と、前記基台と前記加工具との位置関係を変更する可動機構とを備えた加工装置によって行われ、前記加工具により板ガラスの端面を加工する端面加工工程を備える板ガラスの製造方法であって、前記端面加工工程は、前記可動機構によって、前記板ガラスの端面を押圧する押圧方向に前記加工具を変位させて、押圧力を制御する制御工程と、前記板ガラスの端面と前記基台との距離関係を変更させる位置調整工程とを備えることを特徴とする。
このような構成を有することにより、可動機構に設けられるガイド機構の摩耗を抑制することができる。
【0010】
また、本発明の第二形態に係る板ガラスの製造方法法は、第一形態において、前記可動機構が、固定レールと、前記加工具とともに前記固定レールと相対的に移動する移動レールと、前記固定レールと前記移動レールとの間に配置される複数の転動体とを有したガイド機構を有することを特徴とする。
このようなガイド機構を有する可動機構が設けられた加工装置を用いる場合であっても、本発明に係る板ガラスの製造方法によれば、ガイド機構の摩耗を抑制することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
他の特許を見る




 特許ウォッチ
特許ウォッチ