TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024074422
公報種別
公開特許公報(A)
公開日
2024-05-31
出願番号
2022185546
出願日
2022-11-21
発明の名称
被加工物の研削方法
出願人
株式会社ディスコ
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B24B
7/04 20060101AFI20240524BHJP(研削;研磨)
要約
【課題】第2研削砥石のコンディションの悪化を低減する。
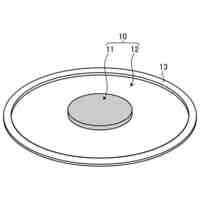
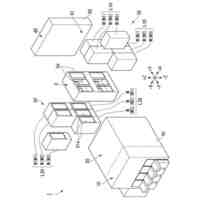
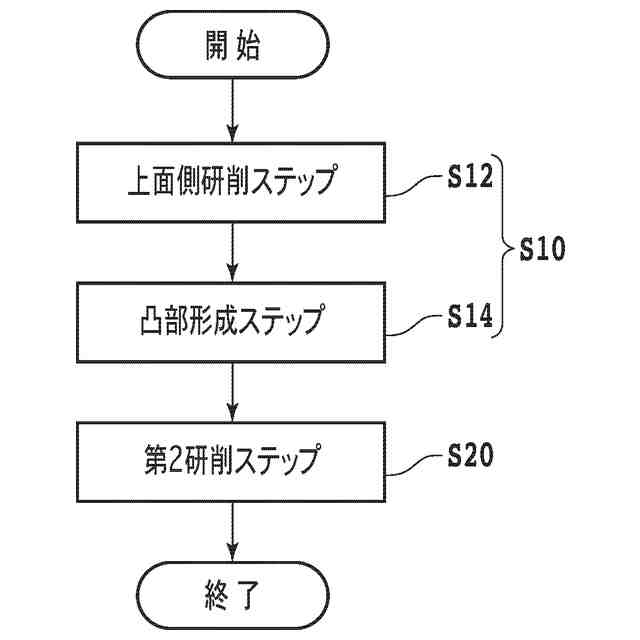
【解決手段】複数の第1研削砥石を有する第1研削ホイールで被加工物を研削する第1研削ステップと、各第1研削砥石の砥粒の平均粒径よりも平均粒径が小さい砥粒をそれぞれ有する複数の第2研削砥石を有する第2研削ホイールで被加工物を研削する第2研削ステップと、を備え、第1研削ステップは、複数の第1研削砥石の軌跡を第1研削ホイールの回転軸方向において第1保持面の中心と重ねた状態で、被加工物の上面側を研削する上面側研削ステップと、複数の第1研削砥石の軌跡を第1研削ホイールの回転軸方向において第1保持面の中心と重なない状態で被加工物の上面側の環状領域を研削することにより、円板状の凸部を被加工物の中央部に形成する凸部形成ステップと、を含み、第2研削ステップでは、凸部と環状領域とを第2研削ホイールで順次研削する被加工物の研削方法を提供する。
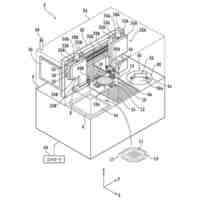
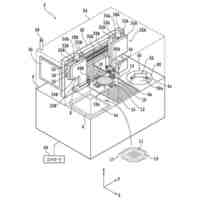
【選択図】図1
特許請求の範囲
【請求項1】
被加工物を研削する被加工物の研削方法であって、
第1ホイール基台の下面側に複数の第1研削砥石が環状に配置された第1研削ホイールと、円形の第1保持面を有する円板状の第1チャックテーブルと、を該第1研削ホイールの回転軸方向に沿って相対的に移動させて該被加工物を研削する第1研削ステップと、
該第1研削ステップの後、各第1研削砥石の砥粒の平均粒径よりも平均粒径が小さい砥粒をそれぞれ有する複数の第2研削砥石が第2ホイール基台の下面側に環状に配置された第2研削ホイールと、円形の第2保持面を有する円板状の第2チャックテーブルと、を該第2研削ホイールの回転軸方向に沿って相対的に移動させて該被加工物を研削する第2研削ステップと、
を備え、
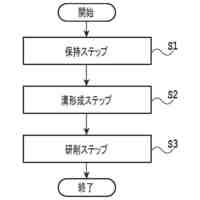
該第1研削ステップは、
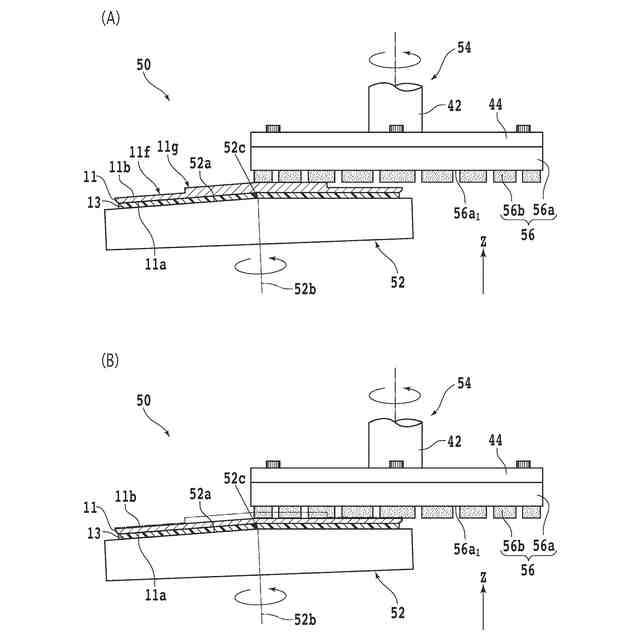
該複数の第1研削砥石の回転により形成される軌跡が該第1研削ホイールの回転軸方向において該第1保持面の中心と重なる様に該第1研削ホイールと該第1チャックテーブルとを配置した状態で、該被加工物の上面側を研削する上面側研削ステップと、
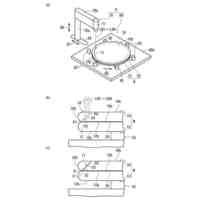
該複数の第1研削砥石の回転により形成される軌跡が該第1研削ホイールの回転軸方向において該第1保持面の中心と重ならない様に該第1研削ホイールと該第1チャックテーブルとを配置した状態で該被加工物の上面側において縁部から所定距離だけ内側に位置する内周部までの環状領域を研削することにより、該環状領域に比べて突出した円板状の凸部を該被加工物の中央部に形成する凸部形成ステップと、を含み、
該第2研削ステップでは、
該被加工物の厚さ方向において、該凸部と該環状領域とを該第2研削ホイールで順次研削することを特徴とする被加工物の研削方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、研削ホイールで被加工物を研削する被加工物の研削方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
比較的高い不純物濃度を有するシリコン単結晶基板や、シリコン単結晶基板に比べて高い硬度を有する硬質材料基板等の硬質ウェーハを研削ホイールで研削する際には、研削ホイールに固定されている研削砥石のコンディションが悪化しやすい。研削砥石のコンディションが悪化すると、研削ホイールが装着されたスピンドルを駆動するための電流値が急上昇する等の不具合が生じる。
【0003】
特に、粗研削砥石(第1研削砥石)の砥粒の平均粒径よりも平均粒径が小さい砥粒をそれぞれ有する複数の仕上げ研削砥石(第2研削砥石)を含む仕上げ研削ホイール(第2研削ホイール)を用いて硬質ウェーハを研削する際には、この不具合が生じやすい。
【0004】
この問題に対して、研削砥石を被加工物の外周部に食い込ませる様にして被加工物の外周部のみを研削した後、被加工物を吸引保持しているチャックテーブルの傾きを徐々に変化させて被加工物の全体を研削することで、被加工物を一様に薄化する手法が知られている(例えば、特許文献1参照)。
【0005】
しかし、上述の手法では、例えば、研削ホイールからチャックテーブルに負荷がかかっている状態でチャックテーブルの傾きを変化させる必要があるので、チャックテーブルの傾きを調整する通常の傾き調整機構に対して高い剛性を付与するための改造が必要になる。この様な改造を避けるためには、傾き調整機構等の改造に代えて、研削時に研削砥石のコンディションの悪化を低減する何らかの工夫が必要となる。
【先行技術文献】
【特許文献】
【0006】
特開2011-206867号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は係る問題点に鑑みてなされたものであり、第1研削ホイールで被加工物を研削した後、各第1研削砥石の砥粒の平均粒径よりも平均粒径が小さい砥粒を有する第2研削砥石を含む第2研削ホイールで被加工物を研削する際に、第2研削砥石のコンディションの悪化を低減することを目的とする。
【課題を解決するための手段】
【0008】
本発明の一態様被加工物を研削する被加工物の研削方法であって、第1ホイール基台の下面側に複数の第1研削砥石が環状に配置された第1研削ホイールと、円形の第1保持面を有する円板状の第1チャックテーブルと、を該第1研削ホイールの回転軸方向に沿って相対的に移動させて該被加工物を研削する第1研削ステップと、該第1研削ステップの後、各第1研削砥石の砥粒の平均粒径よりも平均粒径が小さい砥粒をそれぞれ有する複数の第2研削砥石が第2ホイール基台の下面側に環状に配置された第2研削ホイールと、円形の第2保持面を有する円板状の第2チャックテーブルと、を該第2研削ホイールの回転軸方向に沿って相対的に移動させて該被加工物を研削する第2研削ステップと、を備え、該第1研削ステップは、該複数の第1研削砥石の回転により形成される軌跡が該第1研削ホイールの回転軸方向において該第1保持面の中心と重なる様に該第1研削ホイールと該第1チャックテーブルとを配置した状態で、該被加工物の上面側を研削する上面側研削ステップと、該複数の第1研削砥石の回転により形成される軌跡が該第1研削ホイールの回転軸方向において該第1保持面の中心と重ならない様に該第1研削ホイールと該第1チャックテーブルとを配置した状態で該被加工物の上面側において縁部から所定距離だけ内側に位置する内周部までの環状領域を研削することにより、該環状領域に比べて突出した円板状の凸部を該被加工物の中央部に形成する凸部形成ステップと、を含み、該第2研削ステップでは、該被加工物の厚さ方向において、該凸部と該環状領域とを該第2研削ホイールで順次研削する被加工物の研削方法が提供される。
【発明の効果】
【0009】
本発明の一態様に係る研削方法の第2研削ステップでは、第1研削ステップで被加工物の中央部に形成された凸部と、凸部の周囲に位置する環状領域と、を第2研削ホイールで順次研削する。
【0010】
特に、第2研削ステップでは、第1研削ステップにおいて凸部及び環状領域に形成された粗研削領域を第2研削ホイールで順次研削するので、被加工物の粗研削領域を利用して第2研削砥石に対して段階的にドレッシングを施すことができる。それゆえ、第2研削砥石のコンディションの悪化を低減できる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ディスコ
加工装置
今日
株式会社ディスコ
加工装置
6日前
株式会社ディスコ
切削装置
8日前
株式会社ディスコ
加工装置
1日前
株式会社ディスコ
加工装置
7日前
株式会社ディスコ
管理方法
6日前
株式会社ディスコ
分割装置
13日前
株式会社ディスコ
加工装置
13日前
株式会社ディスコ
研削方法
2日前
株式会社ディスコ
樹脂シート
13日前
株式会社ディスコ
研削ホイール
2日前
株式会社ディスコ
ブレードケース
6日前
株式会社ディスコ
レーザー加工装置
6日前
株式会社ディスコ
エキスパンド方法
13日前
株式会社ディスコ
レーザー加工装置
13日前
株式会社ディスコ
ドレッシング部材
7日前
株式会社ディスコ
ワークの研磨方法
2日前
株式会社ディスコ
チップ間隔形成方法
13日前
株式会社ディスコ
ドレッシングボード
8日前
株式会社ディスコ
被加工物の研削方法
13日前
株式会社ディスコ
ウエーハの検査方法
2日前
株式会社ディスコ
測定方法及び測定装置
15日前
株式会社ディスコ
テープ貼り機の清掃方法
13日前
株式会社ディスコ
ウェーハの分離検出方法
15日前
株式会社ディスコ
研磨パッドの取り外し方法
13日前
株式会社ディスコ
搬送アームの高さ検出方法
13日前
株式会社ディスコ
チャックテーブルの検査方法
7日前
株式会社ディスコ
シート拡張装置、シートの拡張方法
13日前
株式会社ディスコ
研削ホイールの作製方法及び研削ホイール
7日前
株式会社ディスコ
ロールテープ、及び、ロールテープの処理方法
13日前
株式会社ディスコ
チップユニットの製造方法及びチップユニット
6日前
株式会社アルテクス
切断装置及び切断方法
1か月前
オークマ株式会社
円筒研削盤
1か月前
株式会社東京精密
加工装置
28日前
株式会社荏原製作所
基板処理装置
1か月前
株式会社荏原製作所
基板処理装置
6日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ