TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024086362
公報種別
公開特許公報(A)
公開日
2024-06-27
出願番号
2022201451
出願日
2022-12-16
発明の名称
回転電機用ロータの製造方法
出願人
株式会社アイシン
代理人
弁理士法人坂本国際特許商標事務所
主分類
H02K
15/03 20060101AFI20240620BHJP(電力の発電,変換,配電)
要約
【課題】永久磁石を磁石孔内の所望の位置へと挿入して樹脂材料により固定する。
【解決手段】軸方向の磁石孔を有するロータコアと、磁石孔に挿入可能な永久磁石とを準備する工程と、磁石孔に、溶融温度と硬化温度とが異なる樹脂材料を、溶融状態で注入する樹脂注入工程と、樹脂注入工程の後に、溶融状態の樹脂材料が永久磁石まわりに至る態様で、磁石孔に永久磁石を挿入する磁石挿入工程と、磁石挿入工程の後に、樹脂材料を硬化させる樹脂硬化工程とを含む、回転電機用ロータの製造方法が開示される。
【選択図】図5
特許請求の範囲
【請求項1】
軸方向の磁石孔を有するロータコアと、前記磁石孔に挿入可能な永久磁石とを準備する工程と、
前記磁石孔に、溶融温度と硬化温度とが異なる樹脂材料を、溶融状態で注入する樹脂注入工程と、
前記樹脂注入工程の後に、前記溶融状態の前記樹脂材料が前記永久磁石まわりに至る態様で、前記磁石孔に前記永久磁石を挿入する磁石挿入工程と、
前記磁石挿入工程により挿入された前記永久磁石まわりに延在する前記樹脂材料を硬化させる樹脂硬化工程とを含む、回転電機用ロータの製造方法。
続きを表示(約 630 文字)
【請求項2】
前記樹脂材料は、熱硬化性を有し、
前記磁石挿入工程と前記樹脂硬化工程は、前記磁石挿入工程が前記樹脂硬化工程の完了前に完了する態様で、オーバーラップする、請求項1に記載の回転電機用ロータの製造方法。
【請求項3】
前記樹脂注入工程から前記磁石挿入工程が完了するまでの少なくとも一部の期間、前記溶融状態の前記樹脂材料に熱を与える熱付与工程を含む、請求項2に記載の回転電機用ロータの製造方法。
【請求項4】
前記磁石挿入工程の前に前記樹脂材料の硬化温度以上に前記永久磁石を加熱する予熱工程を更に含み、
前記熱付与工程は、前記予熱工程で加熱した前記永久磁石を介して、前記磁石挿入工程の際に前記樹脂材料に熱を与えることを含む、請求項3に記載の回転電機用ロータの製造方法。
【請求項5】
前記樹脂硬化工程の完了後に、前記永久磁石の着磁を行う着磁工程を含む、請求項1から4のうちのいずれか1項に記載の回転電機用ロータの製造方法。
【請求項6】
前記樹脂材料は、90℃、せん断速度1/sにおいて、500Pa・s以上の溶融粘度を有する、請求項1に記載の回転電機用ロータの製造方法。
【請求項7】
前記ロータコアを軸方向に押圧した押圧状態を形成する押圧工程を更に含み、
前記磁石挿入工程は、前記押圧状態で実行される、請求項1に記載の回転電機用ロータの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、回転電機用ロータの製造方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
回転電機用ロータの製造方法に関して、固形状態の樹脂材料を磁石孔に挿入した後に、予熱された永久磁石を磁石孔に挿入することにより、樹脂材料の少なくとも一部を溶融させ、更にコアを加熱することにより樹脂材料を硬化させる技術が知られている。
【先行技術文献】
【特許文献】
【0003】
特開2018-7565号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上記のような従来技術では、永久磁石の挿入の際に磁石孔内の樹脂材料全体を溶融状態に維持することが難しく、永久磁石を磁石孔内の所望の位置へと挿入することが難しい。
【0005】
そこで、1つの側面では、本開示は、永久磁石を磁石孔内の所望の位置へと挿入して樹脂材料により固定することを目的とする。
【課題を解決するための手段】
【0006】
1つの側面では、軸方向の磁石孔を有するロータコアと、前記磁石孔に挿入可能な永久磁石とを準備する工程と、
前記磁石孔に、溶融温度と硬化温度とが異なる樹脂材料を、溶融状態で注入する樹脂注入工程と、
前記樹脂注入工程の後に、前記溶融状態の前記樹脂材料が前記永久磁石まわりに至る態様で、前記磁石孔に前記永久磁石を挿入する磁石挿入工程と、
前記磁石挿入工程により挿入された前記永久磁石まわりに延在する前記樹脂材料を硬化させる樹脂硬化工程とを含む、回転電機用ロータの製造方法が提供される。
【発明の効果】
【0007】
1つの側面では、本開示によれば、永久磁石を磁石孔内の所望の位置へと挿入して樹脂材料により固定することが可能となる。
【図面の簡単な説明】
【0008】
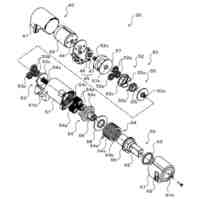
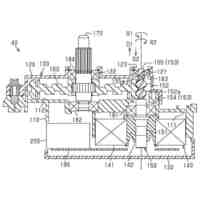
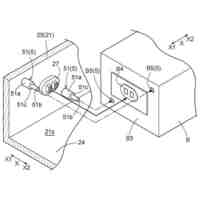
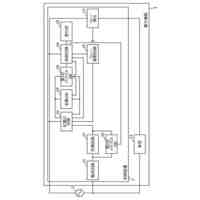
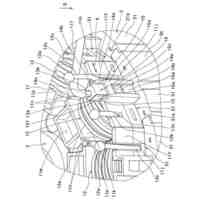
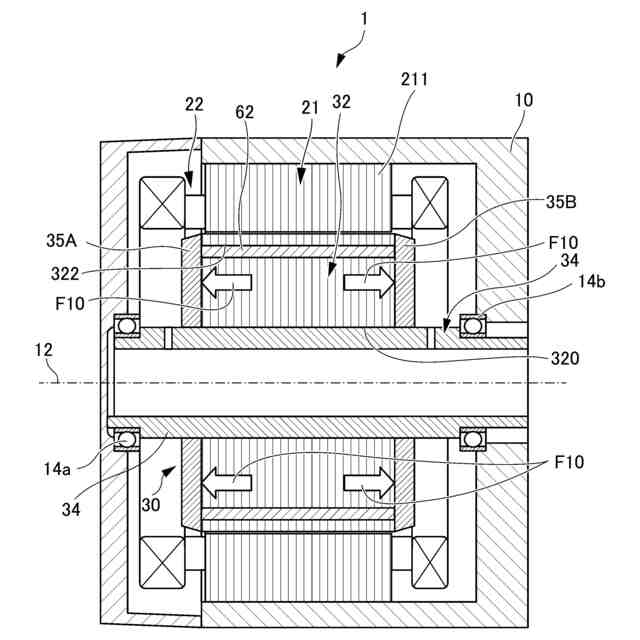
一実施例によるモータの断面構造を概略的に示す断面図である。
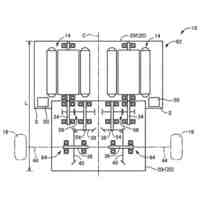
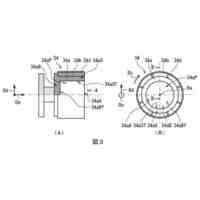
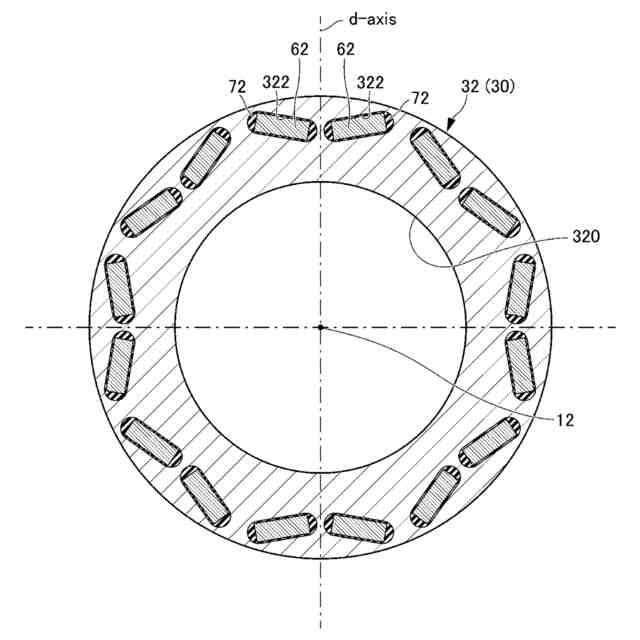
ロータの断面図(軸方向に垂直な平面による断面図)である。
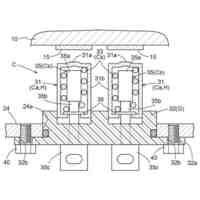
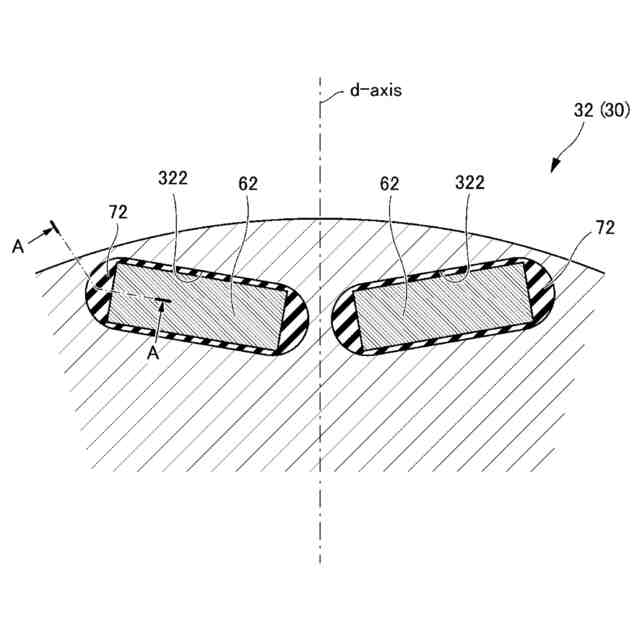
図2に示した一の磁極に係る部分の拡大図である。
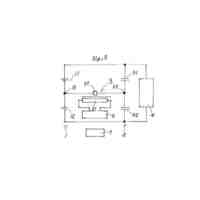
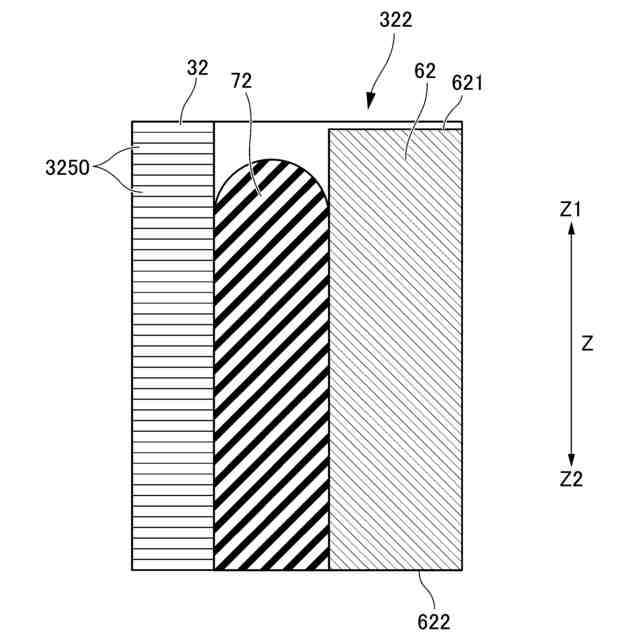
図3のラインA-Aに沿った概略的な断面図である。
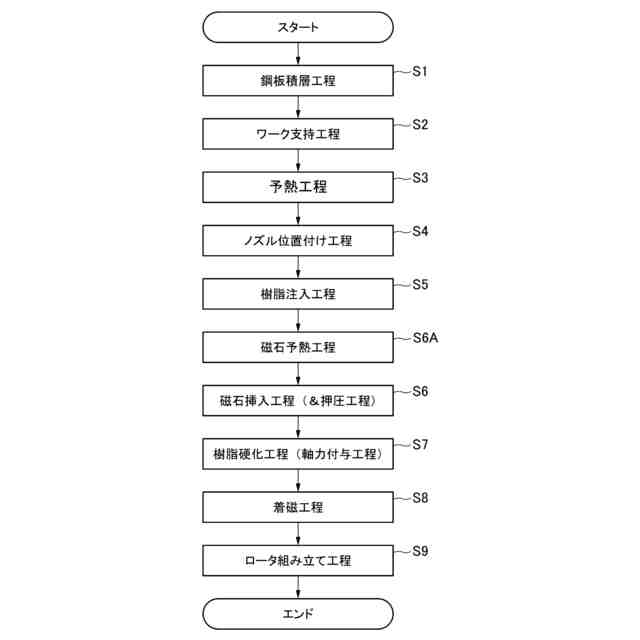
本実施例によるモータの製造方法の流れを概略的に示すフローチャートである。
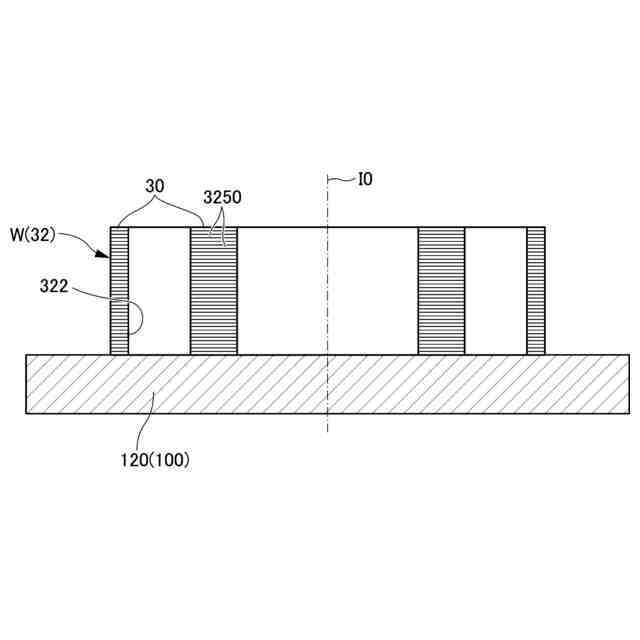
ワーク支持工程の説明図である。
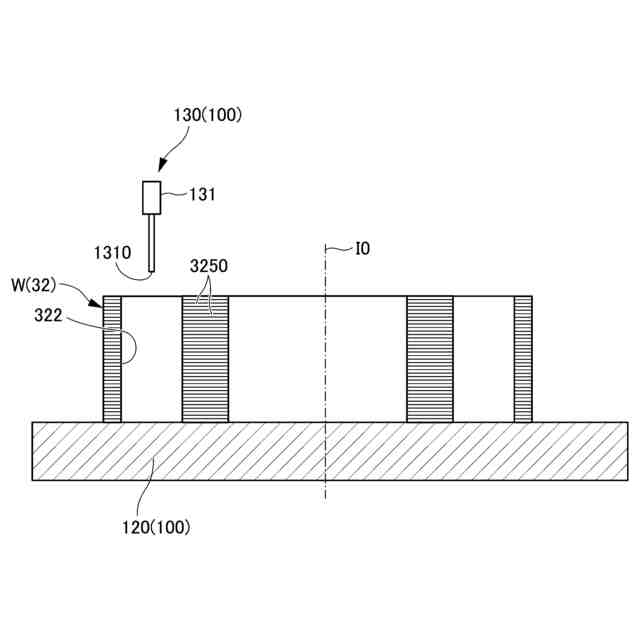
ノズル位置付け工程の説明図である。
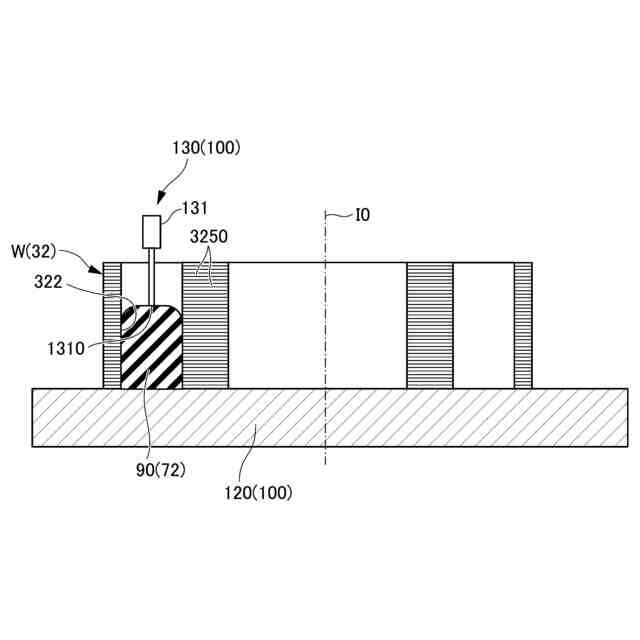
樹脂注入工程の説明図である。
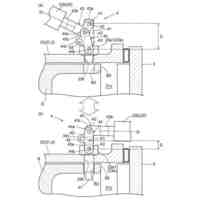
磁石挿入工程の説明図である。
磁石挿入工程の好ましい例の説明図であり、同工程の開始前の状態を模式的に示す断面図である。
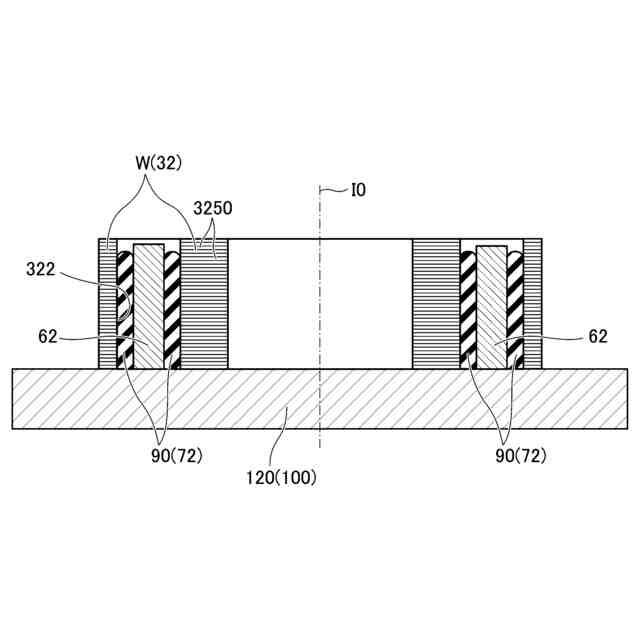
樹脂硬化工程を説明するための模式的な断面図である。
【発明を実施するための形態】
【0009】
以下、添付図面を参照しながら各実施例について詳細に説明する。なお、図面の寸法比率はあくまでも一例であり、これに限定されるものではなく、また、図面内の形状等は、説明の都合上、部分的に誇張している場合がある。
【0010】
図1は、一実施例によるモータ1の断面構造を概略的に示す断面図である。図2は、ロータ30の断面図(軸方向に垂直な平面による断面図)である。なお、図2等では、見易さのために、複数存在する同一属性の部位には、一部のみしか参照符号が付されていない場合がある。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社アイシン
電動開閉装置
1日前
株式会社アイシン
端子ユニット
1日前
株式会社アイシン
電動開閉装置
1日前
株式会社アイシン
車両用駆動装置
5日前
株式会社アイシン
電動アクチュエータ
今日
株式会社アイシン
車両用のドア保持装置
今日
株式会社アイシン
車両用バッテリケース
1日前
株式会社アイシン
車両用バッテリケース
1日前
株式会社アイシン
車両用バッテリケース
1日前
株式会社アイシン
車両用バッテリケース
1日前
株式会社アイシン
回転電機用ロータの製造方法
5日前
トヨタ自動車株式会社
電動車両の駆動装置
1日前
個人
電気推進システム
15日前
個人
モーターの構造
21日前
個人
バッテリ用交流電流供給回路
15日前
オリオン機械株式会社
電源装置
5日前
株式会社レクザム
制御装置
1日前
大和電器株式会社
配線器具
12日前
大和電器株式会社
配線器具
12日前
株式会社村田製作所
電力変換装置
22日前
株式会社村田製作所
電力変換装置
22日前
西芝電機株式会社
回転電機の回転子
5日前
ローム株式会社
電源システム
8日前
ニチコン株式会社
スイッチング電源
12日前
トヨタ自動車株式会社
モータ
25日前
未来工業株式会社
配線ボックス装置
14日前
株式会社ミツバ
モータ
5日前
ミツミ電機株式会社
駆動回路
5日前
株式会社ダイヘン
電圧調整装置
25日前
住友金属鉱山株式会社
発電装置
19日前
株式会社ミツバ
回転電機
19日前
株式会社ダイヘン
電力変換装置
6日前
株式会社アイシン
駆動装置
5日前
株式会社アイシン
電源装置
21日前
株式会社アイシン
電源装置
21日前
株式会社アイシン
電源装置
21日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ