TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024085846
公報種別
公開特許公報(A)
公開日
2024-06-27
出願番号
2022200609
出願日
2022-12-15
発明の名称
成形装置、および成形品の製造方法
出願人
株式会社カネカ
代理人
弁理士法人 HARAKENZO WORLD PATENT & TRADEMARK
主分類
B29B
7/58 20060101AFI20240620BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】ノズルの吐出口から溶融樹脂組成物が管状になって吐出する現象を防止する。
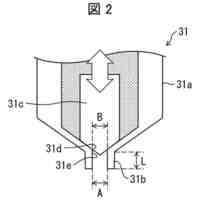
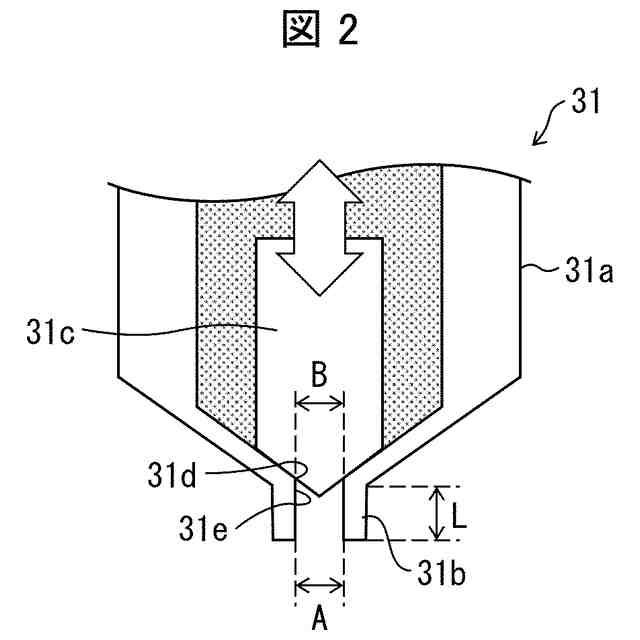
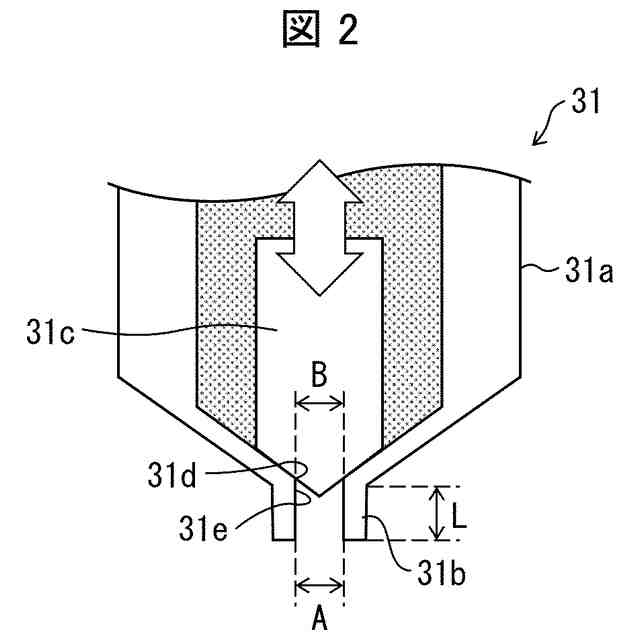
【解決手段】成形装置(10)において、溶融樹脂組成物を金型へ供給するノズル(31)は、ノズル本体(31a)と、プランジャー(31c)と、金型へ溶融樹脂組成物を案内するガイド部(31b)と、を備え、ガイド部(31b)は、略筒形状であり、ノズル本体の先端から伸びる。
【選択図】図2
特許請求の範囲
【請求項1】
金型と、
熱可塑性樹脂を含む樹脂組成物を溶融させて溶融樹脂組成物を生成する溶融部と、
前記溶融樹脂組成物を前記金型へ供給するノズルを有する供給部と、を備え、
前記ノズルは、
ノズル本体と、
プランジャーと、
前記金型へ溶融樹脂組成物を案内するガイド部と、を備え、
前記ガイド部は、略筒形状であり、前記ノズル本体の先端から伸びる、成形装置。
続きを表示(約 940 文字)
【請求項2】
前記ノズル本体の先端の出口の内径と、前記ガイド部の入口の内径とは、略同じである、請求項1に記載の成形装置。
【請求項3】
前記ガイド部の長さは、2.5mm以上である、請求項1または2に記載の成形装置。
【請求項4】
前記ノズル本体の先端の出口の内径は、3.5mm以上である、請求項1または2に記載の成形装置。
【請求項5】
さらに、前記溶融部から前記供給部へ前記溶融樹脂組成物を移送する移送部を備える、請求項1または2に記載の成形装置。
【請求項6】
前記移送部は、ギアポンプを備える、請求項5に記載の成形装置。
【請求項7】
前記ガイド部は、前記金型と離間している、請求項1または2に記載の成形装置。
【請求項8】
熱可塑性樹脂を含む樹脂組成物を溶融させて溶融樹脂組成物を生成する溶融工程と、
ノズルから金型へ前記溶融樹脂組成物を供給する供給工程と、を含み、
前記ノズルは、
ノズル本体と、
プランジャーと、
前記金型へ溶融樹脂組成物を案内するガイド部と、を備え、
前記ガイド部は、略筒形状であり、前記ノズル本体の先端から伸びる、成形品の製造方法。
【請求項9】
前記熱可塑性樹脂は、ポリ(3-ヒドロキシアルカノエート)系樹脂である、請求項8に記載の成形品の製造方法。
【請求項10】
前記ポリ(3-ヒドロキシアルカノエート)系樹脂は、ポリ(3-ヒドロキシブチレート)、ポリ(3-ヒドロキシブチレート-コ-3-ヒドロキシバレレート)、ポリ(3-ヒドロキシブチレート-コ-3-ヒドロキシヘキサノエート)、ポリ(3-ヒドロキシブチレート-コ-3-ヒドロキシバレレート-コ-3-ヒドロキシヘキサノエート)、ポリ(3-ヒドロキシブチレート-コ-4-ヒドロキシブチレート)、ポリ(3-ヒドロキシブチレート-コ-3-ヒドロキシオクタノエート)、およびポリ(3-ヒドロキシブチレート-コ-3-ヒドロキシデカノエート)からなる群より選択される1種類以上である、請求項9に記載の成形品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、成形装置、および成形品の製造方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
押出機などにより熱可塑性樹脂を加熱し溶融樹脂組成物を調製し、樹脂供給装置の吐出部から吐出した溶融樹脂組成物を定量的に金型へ供給して、プレス成形により製品を製造するプレス成形法が知られている。このプレス成形法において、溶融樹脂組成物を定量供給する際、自動開閉ノズルを用いる。このとき、自動開閉ノズル内部に溶融樹脂組成物が残る場合と残らない場合との間で吐出の定量性が悪くなるおそれがある。そこで、吐出量の定量性を考慮して、通常は自動開閉ノズル内部に残存する樹脂がないゼロキャビティノズルを使用する。
【0003】
特許文献1には、昇降弁によってノズル先端の弁孔を開閉する多層樹脂形成ダイヘッドが記載されている。
【先行技術文献】
【特許文献】
【0004】
国際公開2009/099129号
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、上述の従来技術のように、自動開閉ノズルを用いて溶融樹脂組成物を吐出した場合、当該自動開閉ノズルの吐出口から溶融樹脂組成物が管状(ストロー状)になって吐出する現象が発生することがわかった。管状になった溶融樹脂組成物を金型に供給しプレス成形すると、成形品にプレス痕が残る等の成形不良が発生するおそれがある。
【0006】
本発明の一態様は、ノズルの吐出口から溶融樹脂組成物が管状(ストロー状)になって吐出する現象を防止し得る成形装置および成形品の製造方法を提供することにある。
【課題を解決するための手段】
【0007】
上記の課題を解決するために、本発明の一態様に係る成形装置は、金型と、熱可塑性樹脂を含む樹脂組成物を溶融させて溶融樹脂組成物を生成する溶融部と、前記溶融樹脂組成物を前記金型へ供給するノズルを有する供給部と、を備え、前記ノズルは、ノズル本体と、プランジャーと、前記金型へ溶融樹脂組成物を案内するガイド部と、を備え、前記ガイド部は、略筒形状であり、前記ノズル本体の先端から伸びる、構成である。
【0008】
上記の課題を解決するために、本発明の一態様に係る成形品の製造方法は、熱可塑性樹脂を含む樹脂組成物を溶融させて溶融樹脂組成物を生成する溶融工程と、ノズルから金型へ前記溶融樹脂組成物を供給する供給工程と、を含み、前記ノズルは、ノズル本体と、
プランジャーと、前記金型へ溶融樹脂組成物を案内するガイド部と、を備え、前記ガイド部は、略筒形状であり、前記ノズル本体の先端から伸びる、方法である。
【発明の効果】
【0009】
本発明の一態様によれば、ノズルの吐出口から溶融樹脂組成物が管状(ストロー状)になって吐出する現象を防止できる。
【図面の簡単な説明】
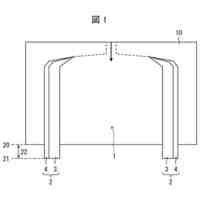
【0010】
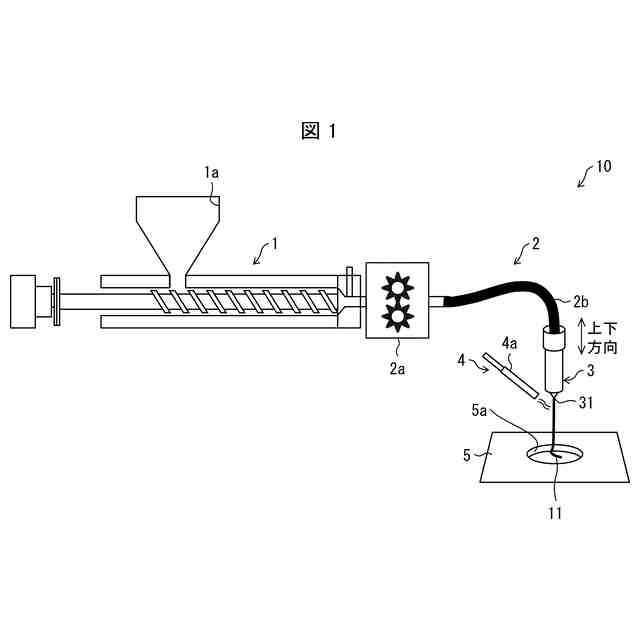
本発明の実施形態に係る成形装置の概略構成を模式的に示した図である。
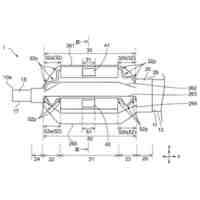
図1に示す成形装置の吐出部に備えられたノズルの構成例を概略的に示す断面図である。
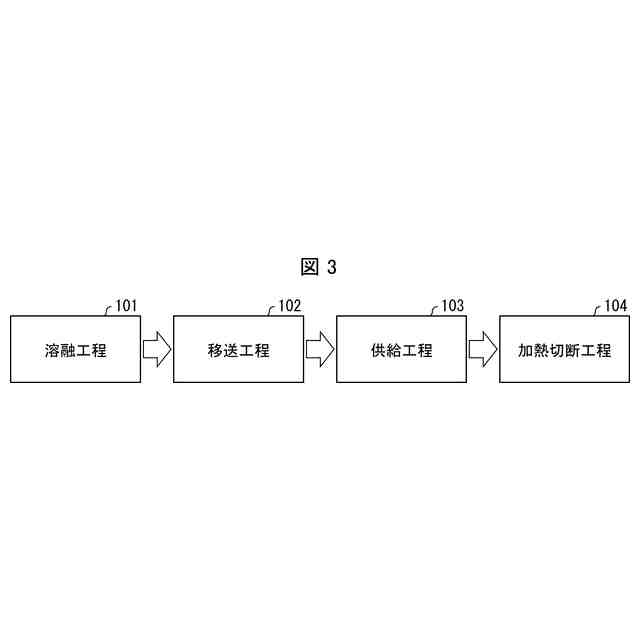
本発明の実施形態に係る成形品の製造方法の一例を示す工程図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社カネカ
構造体
13日前
株式会社カネカ
バルーンカテーテル
25日前
株式会社カネカ
胆汁吸引カテーテル
23日前
株式会社カネカ
生産計画立案システム
20日前
株式会社カネカ
カテーテルの製造方法
20日前
株式会社カネカ
カテーテルの製造方法
20日前
株式会社カネカ
アクリル樹脂の製造方法
10日前
株式会社カネカ
フロー式リアクターの洗浄方法
6日前
株式会社カネカ
ポリイミドフィルムの製造方法
17日前
株式会社カネカ
成形装置、および成形品の製造方法
3日前
株式会社カネカ
積層体、その製造方法、および、その利用
6日前
株式会社カネカ
ハンドル成形用樹脂組成物およびハンドル成形体
13日前
株式会社カネカ
バルーンカテーテル用バルーンおよびバルーンカテーテル
1か月前
株式会社カネカ
樹脂フィルム、グラファイトシートおよびそれらの製造方法
3日前
株式会社カネカ
保冷容器、およびその保冷容器を用いたブロッコリーの輸送方法
19日前
株式会社カネカ
電解質ゲル用硬化性組成物、電解質ゲル、蓄電池および電子デバイス
17日前
株式会社カネカ
電解質ゲル用硬化性組成物、電解質ゲル、蓄電池および電子デバイス
1か月前
株式会社カネカ
バルーンカテーテル用バルーン及びそれを備えるバルーンカテーテル
1か月前
株式会社カネカ
太陽電池パネルの製造方法、半導体製造装置、及び光電変換基板の製造方法
25日前
株式会社カネカ
ハードコートフィルムの製造方法およびハードコートフィルムを用いたディスプレイの製造方法
5日前
株式会社カネカ
ハードコートフィルム、およびハードコートフィルムの製造方法、ハードコートフィルムを含むディスプレイ
5日前
株式会社カネカ
バルーンカテーテル用バルーン及びそれを備えるバルーンカテーテル、並びにバルーンカテーテルの製造方法
1か月前
株式会社カネカ
バルーンカテーテル用バルーン及びそれを備えるバルーンカテーテル、並びにバルーンカテーテルの製造方法
1か月前
個人
3次元造形装置
8か月前
東レ株式会社
溶融紡糸設備
10日前
東レ株式会社
シート成形口金
5か月前
東レ株式会社
金型の製造方法
5か月前
津田駒工業株式会社
連続成形機
3か月前
東レ株式会社
繊維強化樹脂成形体
9か月前
東レ株式会社
接合用繊維強化樹脂
9か月前
東レ株式会社
積層基材の製造方法
7か月前
睦月電機株式会社
樹脂成形用金型
9か月前
世紀株式会社
造形装置
6か月前
輝創株式会社
接合方法
5か月前
東レ株式会社
延伸フィルムの製造方法
5か月前
六浦工業株式会社
接着装置
5か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ