TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024077662
公報種別
公開特許公報(A)
公開日
2024-06-10
出願番号
2022189735
出願日
2022-11-29
発明の名称
靴材にカラーパターンを加工する方法
出願人
広東龍行天下科技有限公司
,
Guangdong Victory Technology Co., Ltd.
代理人
個人
主分類
A43D
95/06 20060101AFI20240603BHJP(履物)
要約
【課題】圧縮方法で成形することで、加工プロセスにおいて汚染がなく、環境保全を促進することができる、靴材にカラーパターンを加工する方法を提供する。
【解決手段】繊維膜にカラーパターンを印刷し、カラーパターンが印刷された繊維膜と製作されたゴム類靴材を圧縮成形することで、カラーパターンをゴム材料に高度に合わせる。任意に設計されたパターンを成形でき且つ外形が良好であり、成形品質が高く、従来の他の方法で生産されたカラーパターン付き靴材の塗装剥がし、色移行等の問題を効果的に回避することができる。
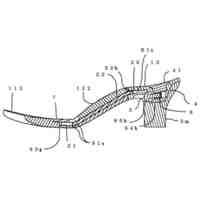
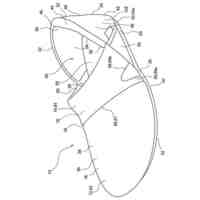
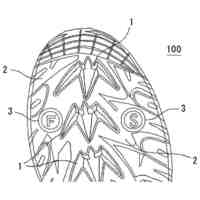
【選択図】図1
特許請求の範囲
【請求項1】
ゴム類靴材を製作するステップS1と、
繊維膜材にカラーパターンを印刷するステップ2と、
カラーパターンが印刷された繊維膜を成形プレスに入れ、その後、ゴム類靴材を成形プレスに入れ、150~160℃で圧縮成形を行い、膜材をゴム類靴材に融合させ、ゴム内にカラーパターンを有するゴム類靴材を成形するステップS3と、を含むことを特徴とする、靴材にカラーパターンを加工する方法。
続きを表示(約 610 文字)
【請求項2】
ステップS1において、ゴム類靴材を製作するステップは、具体的には、
材料を準備し、準備した原料に対して密閉式混練及び混練を行った後、シート状にするステップS11と、
熟成させた後、リミリングを行うステップS12と、
リミリングした材料をシート状にして切断し、ゴム類靴材を形成するステップS13、ということであることを特徴とする、請求項1に記載の靴材にカラーパターンを加工する方法。
【請求項3】
ステップS13において、切断の前に、シートの金属検出を行う必要があることを特徴とする、請求項2に記載の靴材にカラーパターンを加工する方法。
【請求項4】
ステップS2において、前記繊維膜を繊維布とすることを特徴とする、請求項1に記載の靴材にカラーパターンを加工する方法。
【請求項5】
ステップS3において、一次圧縮成形を採用することを特徴とする、請求項1に記載の靴材にカラーパターンを加工する方法。
【請求項6】
ステップS3において、圧縮時間は6~7分間であることを特徴とする、請求項1に記載の靴材にカラーパターンを加工する方法。
【請求項7】
ステップS3において、圧縮圧力は140~160kg/cm
2
であることを特徴とする、請求項1に記載の靴材にカラーパターンを加工する方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、靴材加工の技術分野に関し、特に靴材にカラーパターンを加工する方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
靴類製品への美しい外形、個性化が求められていることに伴い、品質の高い靴材への追求を満たすために、靴材でカラーやパターンが印刷された靴の応用が運に応じて生じる。
【0003】
現在、市販のゴム類材質の靴材では、表面に多色のパターンが設けられる場合、インクをアウトソール面に吹き付け又は印刷し、さらに一層の保護層をはけ塗ることで、多色のパターンを形成する。しかし、このような方法で得られたパターンは、縁部にクロスカラーが発生しやすく、長時間着用すれば、色が落ちやすくなり、製品の品質が低い。また、加工プロセスが環境汚染をもたらし、環境保全性基準に適合しないという問題が存在する。
このため、従来技術の課題を解決するために、靴材にカラーパターンを加工する方法が必要である。
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記問題を解決するために、本発明は、ステップが簡単であり、製造しやすく、一次圧縮成形でパターンとゴムを高度に合わせることができ、塗装剥がし、色溢れ等の品質上の問題を回避するとともに、環境保全性が高く、加工コストが低い靴材にカラーパターンを加工する方法を提供する。
【課題を解決するための手段】
【0005】
本発明で用いられる技術的解決手段は次のとおりである。
靴材にカラーパターンを加工する方法であって、それは、
ゴム類靴材を製作するステップS1と、
繊維膜材にカラーパターンを印刷するステップS2と、
【0006】
カラーパターンが印刷された繊維膜を成形プレスに入れ、その後、ゴム類靴材を成形プレスに入れ、150~160℃で圧縮成形を行い、繊維膜をゴム類靴材に融合させ、ゴム内にカラーパターンを有するゴム類靴材を成形するステップS3と、を含む。
さらに、ステップS1において、ゴム類靴材を製作するステップは、具体的には、
材料を準備し、準備した原料に対して密閉式混練及び混練を行った後、シート状にするステップS11と、
熟成させた後、リミリングを行うステップS12と、
リミリングした材料をシート状にして切断し、ゴム類靴材を形成するステップS13、ということである。
さらに、ステップS13において、切断の前に、シートの金属検出を行う必要がある。
さらに、ステップS2において、前記繊維膜を繊維布にする。
さらに、ステップS3において、一次圧縮成形を採用する。
さらに、ステップS3において、圧縮時間は6~7分間である。
さらに、ステップS3において、圧縮圧力は140~160kg/cm
2
である。
【発明の効果】
【0007】
本発明の有益な効果は以下のとおりである。
【0008】
本発明によって提供される加工方法では、繊維膜にカラーパターンを印刷し、カラーパターンが印刷された繊維膜と製作されたゴム類靴材を圧縮成形することで、カラーパターンをゴム材料に高度に合わせ、成形品質が高い。本発明は、任意に設計されたパターンを成形でき且つ外形が良好であり、従来の他の方法で生産されたカラーパターン付き靴材の塗装剥がし、色移行等の問題を効果的に回避することができる。また、本発明は、圧縮の方法で成形することで、加工プロセスに汚染がなく、環境に優しい。
【図面の簡単な説明】
【0009】
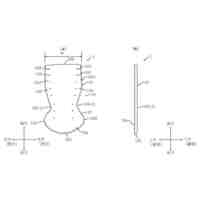
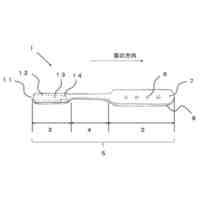
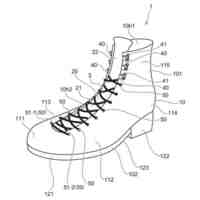
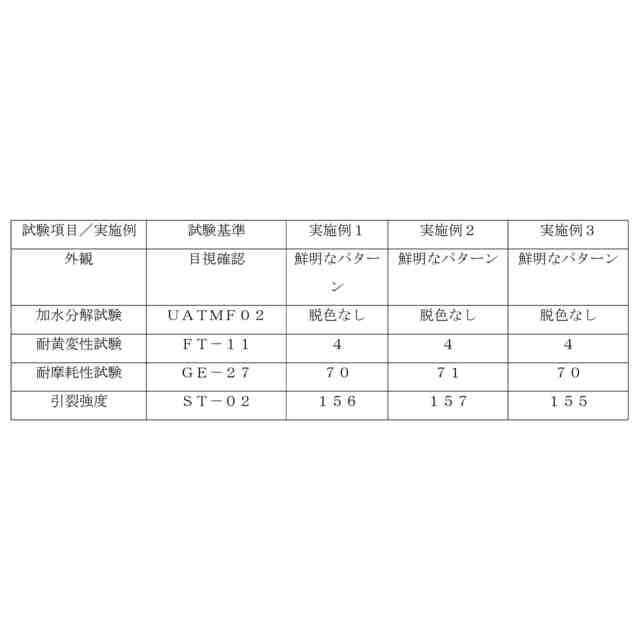
本発明の実施例1で加工された靴材製品図である。
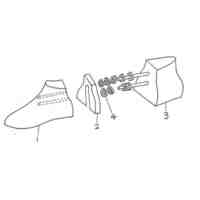
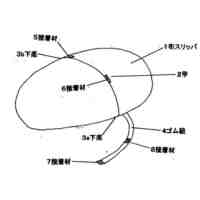
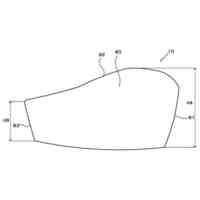
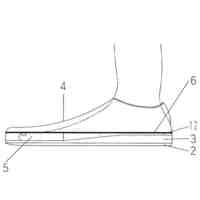
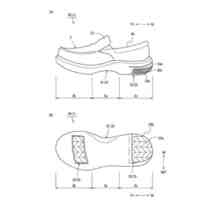
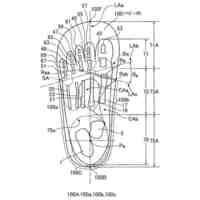
本発明の実施例2で加工された靴材製品図である。
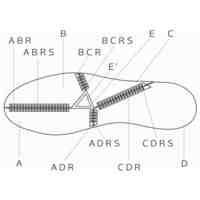
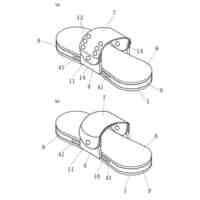
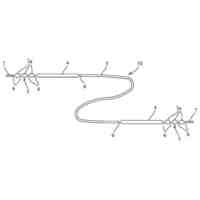
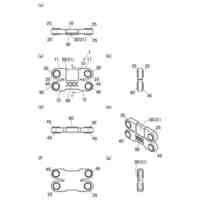
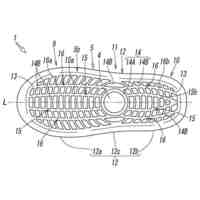
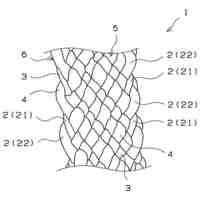
本発明の実施例3で加工された靴材製品図である。
【発明を実施するための形態】
【0010】
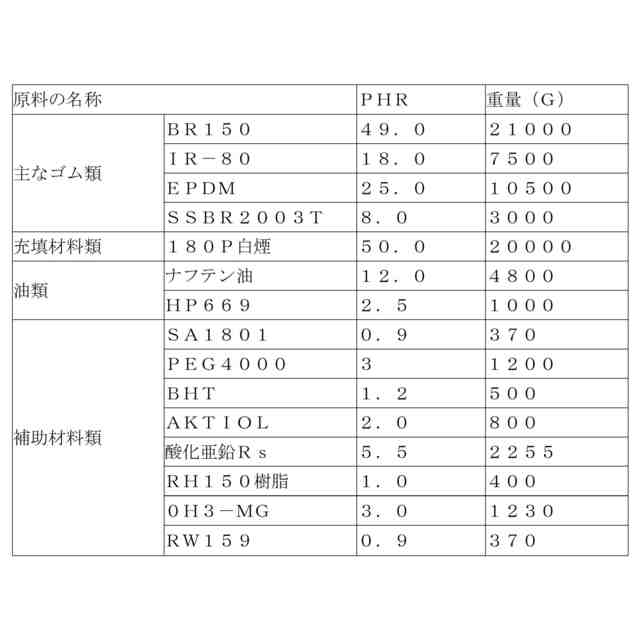
本発明を容易に理解するために、以下において、実施例を参照しながら本発明をより全面的に説明し、本発明の好適な実施例が次に挙げられている。しかし、本発明は様々な形態で実現可能であり、本明細書に記述されている実施例に限定されるものではない。これらの実施例は本発明の開示内容をより徹底的且つ全面的に理解するために提供される。実施例で用いられる各種類の原料は、別途で説明されていない限り、いずれも一般的な市販品である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
靴
8か月前
個人
靴型
2か月前
個人
自由下駄
10か月前
個人
靴の中敷き
7か月前
個人
紐靴
7か月前
個人
履物
1か月前
個人
連結具
4か月前
個人
布土足スリッパ
4か月前
個人
サンダル
7か月前
個人
紙製スリッパ
8か月前
個人
スポーツ用インソール
8か月前
徳武産業株式会社
靴
6か月前
個人
インソール
5か月前
山三商事株式会社
靴紐
4か月前
株式会社サカガワ
草履
1か月前
山三商事株式会社
履物
4か月前
アキレス株式会社
インソール
11か月前
個人
ベロ部材ズレ防止具
7か月前
リトルピアニスト株式会社
履物
23日前
個人
スペーサ及び健康シユーズ
8か月前
個人
インソールおよび履物
6か月前
株式会社アイリス
靴紐留具
6か月前
山三商事株式会社
靴紐及び靴
12か月前
株式会社ティーワン
シューズ
3か月前
岸原工業株式会社
短靴
4か月前
株式会社菱屋
一本歯式サンダル
6か月前
アズマ工業株式会社
浴室用履物
1か月前
美津濃株式会社
シューズのソール
11か月前
個人
強制換気式インソール
11か月前
美津濃株式会社
シューズのソール
24日前
美津濃株式会社
シューズのソール
11か月前
株式会社アシックス
靴
12日前
株式会社FS・JAPAN
靴
6か月前
eightis株式会社
フットウェア
10か月前
株式会社村井
子供用中敷
4か月前
糸伍株式会社
靴紐
10か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ