TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024066185
公報種別
公開特許公報(A)
公開日
2024-05-15
出願番号
2022175585
出願日
2022-11-01
発明の名称
締結構造及び締結構造の設計方法
出願人
トヨタ自動車株式会社
代理人
個人
,
個人
主分類
F01N
13/10 20100101AFI20240508BHJP(機械または機関一般;機関設備一般;蒸気機関)
要約
【課題】締結構造が熱膨張する際に生じる影響を十分に考慮して締結構造を設計する。
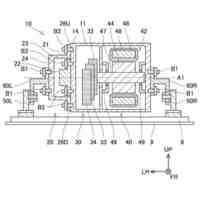
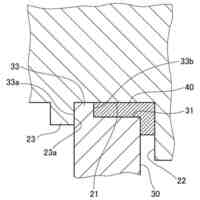
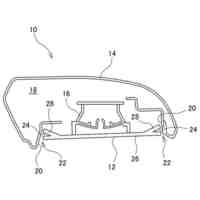
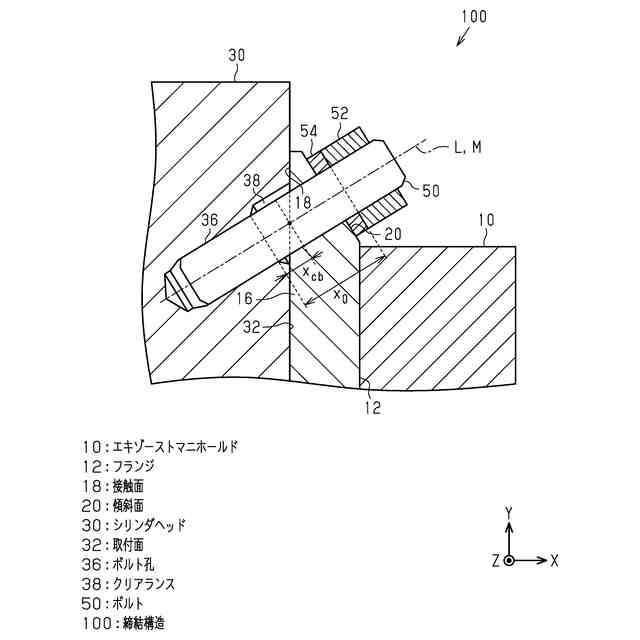
【解決手段】エキゾーストマニホールド10をエンジンのシリンダヘッド30に締結する締結構造100において、ボルト50が、フランジ12を貫通し、かつ、シリンダヘッド30に設けられたボルト孔36に挿入されて固定されている。フランジ12は、シリンダヘッド30の取付面32に接触する接触面18と、接触面18に対して傾斜した傾斜面20とを有する。ボルト孔36の内部において、シリンダヘッド30の取付面32から規定長さまでの範囲では、ボルト50とシリンダヘッド30との間にクリアランス38が設けられている。
【選択図】図4
特許請求の範囲
【請求項1】
エキゾーストマニホールドをエンジンのシリンダヘッドに締結する締結構造であって、
前記シリンダヘッドは、該シリンダヘッドの外部に対して開口するエキゾーストポートの開口を有し、
前記エキゾーストマニホールドの枝管は端部にフランジを有し、
前記フランジが、前記エキゾーストポートの前記開口を囲む取付面に対し締結されることで、前記エキゾーストマニホールドの開口が前記エキゾーストポートの前記開口に接続され、
前記フランジは、前記枝管を挟んで互いに反対側にあり、かつ前記取付面に接触する第1端部及び第2端部を有し、
固定部材が、前記フランジの前記第1端部を前記シリンダヘッドに対して固定し、
ボルトが、前記フランジの前記第2端部を貫通し、かつ、前記シリンダヘッドに設けられたボルト孔に挿入されて固定され、
ナットが前記ボルトに対して締結されることによって、前記フランジの前記第2端部が前記シリンダヘッドに対して固定され、
前記フランジの前記第2端部に接触する前記取付面に直交する方向が第1方向であり、
前記フランジの前記第1端部と前記第2端部とが並ぶ方向が第2方向であり、
前記第1方向と前記第2方向に直交する方向が第3方向であり、
前記第3方向において見て、前記フランジの前記第2端部は、前記シリンダヘッドの前記取付面に接触する接触面と、前記枝管から離れるほど前記接触面に近づくように前記接触面に対して傾斜した傾斜面とを有し、
前記ナットが、前記ボルトに締結されることによって前記傾斜面に圧縮力が作用し、
前記第2方向と前記ボルトの中心軸とによって張られる面である断面において、前記締結構造の熱膨張前において、前記傾斜面に前記圧縮力を作用させている前記ナットの箇所から前記ボルトが前記ボルト孔に接触する箇所までの、前記ボルトが前記ボルト孔に接触していない部位全体の長さがx
0
であり、
前記締結構造の熱膨張に伴う前記ボルトの軸方向における前記ボルトの変形量がΔxであり、
前記締結構造の熱膨張に伴う、前記断面内における、前記ナットが前記第2端部を圧縮する力の変化量がΔFであり、
前記断面内における、前記傾斜面が前記接触面に対してなす角度がθであり、
前記締結構造の熱膨張前における、前記断面内における、前記フランジの前記接触面における前記第1端部の先端から前記ボルト孔の中心までの距離がlであり、
前記断面内における前記シリンダヘッドの線膨張係数がα
h
であり、
前記フランジの線膨張係数がα
f
であり、
前記ボルトの線膨張係数がα
b
であり、
前記締結構造の熱膨張の際の前記シリンダヘッドの温度変化がΔT
h
であり、
前記締結構造の熱熱張の際の前記フランジの温度変化がΔT
f
であり、
前記締結構造の熱膨張の際の前記ボルトの温度変化がΔT
b
であり、
前記締結構造の熱膨張前において、前記断面内における、前記シリンダヘッドと前記ボルトとによって挟まれている前記フランジの部位における、前記フランジのばね定数がK
f
であり、
前記ボルトの軸方向における、前記ボルトのばね定数がK
b
であり、
前記シリンダヘッドと前記フランジと前記ボルトとのうちのいずれかが塑性変形する限界荷重がF
C
であり、
前記フランジと前記ボルトとのうちのいずれかが塑性変形する限界変位がΔx
c
であり、
前記ボルトの軸方向における、前記ボルトが塑性変形する限界歪みがε
bc
であるとした場合に、
JPEG
2024066185000015.jpg
79
169
上記の関係式を全て満たす
締結構造。
続きを表示(約 2,500 文字)
【請求項2】
前記ボルト孔の内部において、前記シリンダヘッドの前記取付面から規定長さまでの範囲では、前記ボルトと前記シリンダヘッドとの間にクリアランスが設けられている、
請求項1に記載の締結構造。
【請求項3】
エキゾーストマニホールドをエンジンのシリンダヘッドに締結する締結構造であって、
前記シリンダヘッドは、該シリンダヘッドの外部に対して開口するエキゾーストポートの開口を有し、
前記エキゾーストマニホールドの枝管は端部にフランジを有し、
前記フランジが、前記エキゾーストポートの前記開口を囲む取付面に対し締結されることで、前記エキゾーストマニホールドの開口が前記エキゾーストポートの前記開口に接続され、
前記フランジは、前記枝管を挟んで互いに反対側にあり、かつ前記取付面に接触する第1端部及び第2端部を有し、
固定部材が、前記フランジの前記第1端部を前記シリンダヘッドに対して固定し、
ボルトが、前記フランジの前記第2端部を貫通し、かつ、前記シリンダヘッドに設けられたボルト孔に挿入されて固定され、
ナットが前記ボルトに対して締結されることによって、前記フランジの前記第2端部が前記シリンダヘッドに対して固定され、
前記フランジの前記第2端部は、前記シリンダヘッドの前記取付面に接触する接触面と、前記枝管から離れるほど前記接触面に近づくように前記接触面に対して傾斜した傾斜面とを有し、
前記ナットは、前記傾斜面を貫通した前記ボルトに締結されて前記傾斜面に接触し、
前記ボルト孔の内部において、前記シリンダヘッドの前記取付面から規定長さまでの範囲では、前記ボルトと前記シリンダヘッドとの間にクリアランスが設けられている、
締結構造。
【請求項4】
エキゾーストマニホールドをエンジンのシリンダヘッドに締結する締結構造の設計方法であって、
前記シリンダヘッドは、該シリンダヘッドの外部に対して開口するエキゾーストポートの開口を有し、
前記エキゾーストマニホールドの枝管は端部にフランジを有し、
前記フランジが、前記エキゾーストポートの前記開口を囲む取付面に対し締結されることで、前記エキゾーストマニホールドの開口が前記エキゾーストポートの前記開口に接続され、
前記フランジは、前記枝管を挟んで互いに反対側にあり、かつ前記取付面に接触する第1端部及び第2端部を有し、
固定部材が、前記フランジの前記第1端部を前記シリンダヘッドに対して固定し、
ボルトが、前記フランジの前記第2端部を貫通し、かつ、前記シリンダヘッドに設けられたボルト孔に挿入されて固定され、
ナットが前記ボルトに対して締結されることによって、前記フランジの前記第2端部が前記シリンダヘッドに対して固定され、
前記フランジの前記第2端部に接触する前記取付面に直交する方向が第1方向であり、
前記フランジの前記第1端部と前記第2端部とが並ぶ方向が第2方向であり、
前記第1方向と前記第2方向に直交する方向が第3方向であり、
前記第3方向において見て、前記フランジの前記第2端部は、前記シリンダヘッドの前記取付面に接触する接触面と、前記枝管から離れるほど前記接触面に近づくように前記接触面に対して傾斜した傾斜面とを有し、
前記ナットが、前記ボルトに締結されることによって前記傾斜面に圧縮力が作用し、
前記第2方向と前記ボルトの中心軸とによって張られる面である断面において、前記締結構造の熱膨張前において、前記傾斜面に前記圧縮力を作用させている前記ナットの箇所から前記ボルトが前記ボルト孔に接触する箇所までの、前記ボルトが前記ボルト孔に接触していない部位全体の長さがx
0
であり、
前記締結構造の熱膨張に伴う前記ボルトの軸方向における前記ボルトの変形量がΔxであり、
前記締結構造の熱膨張に伴う、前記断面内における、前記ナットが前記第2端部を圧縮する力の変化量がΔFであり、
前記断面内における、前記傾斜面が前記接触面に対してなす角度がθであり、
前記締結構造の熱膨張前における、前記断面内における、前記フランジの前記接触面における前記第1端部の先端から前記ボルト孔の中心までの距離がlであり、
前記断面内における前記シリンダヘッドの線膨張係数がα
h
であり、
前記フランジの線膨張係数がα
f
であり、
前記ボルトの線膨張係数がα
b
であり、
前記締結構造の熱膨張の際の前記シリンダヘッドの温度変化がΔT
h
であり、
前記締結構造の熱熱張の際の前記フランジの温度変化がΔT
f
であり、
前記締結構造の熱膨張の際の前記ボルトの温度変化がΔT
b
であり、
前記締結構造の熱膨張前において、前記断面内における、前記シリンダヘッドと前記ボルトとによって挟まれている前記フランジの部位における、前記フランジのばね定数がK
f
であり、
前記ボルトの軸方向における、前記ボルトのばね定数がK
b
であり、
前記シリンダヘッドと前記フランジと前記ボルトとのうちのいずれかが塑性変形する限界荷重がF
C
であり、
前記フランジと前記ボルトとのうちのいずれかが塑性変形する限界変位がΔx
c
であり、
前記ボルトの軸方向における、前記ボルトが塑性変形する限界歪みがε
bc
であるとした場合に、
JPEG
2024066185000016.jpg
79
169
上記の関係式を全て満たすよう前記締結構造を設計する
締結構造の設計方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は締結構造及び締結構造の設計方法に関するものである。
続きを表示(約 2,700 文字)
【背景技術】
【0002】
特許文献1は、エキゾーストマニホールドをエンジンのシリンダヘッドに締結する締結構造を開示している。
シリンダヘッドは、該シリンダヘッドの外部に対して開口するエキゾーストポートの開口を有する。エキゾーストマニホールドの枝管は端部にフランジを有している。フランジが、エキゾーストポートの開口を囲む取付面に対し締結されることで、エキゾーストマニホールドの開口がエキゾーストポートの開口に接続される。
【0003】
フランジは、枝管から離れるほど薄くなっている。すなわち、フランジは取付面に接触する接触面と、接触面に対して傾斜する傾斜面を有する。ボルトが、フランジの傾斜面を貫通し、かつ、シリンダヘッドに設けられたボルト孔に挿入されている。ナットがボルトに対して締結されることにより、フランジの傾斜面に圧縮力が作用する。こうしてエキゾーストマニホールドがシリンダヘッドに締結されている。
【先行技術文献】
【特許文献】
【0004】
欧州特許出願公開第3203048号明細書
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記締結構造は、傾斜面における静止摩擦係数と、接触面に対して傾斜面がなす角度との関係を考慮して設計されているに過ぎない。したがって、締結構造が熱膨張する際に生じる影響を十分に考慮して設計されてはいない。
【課題を解決するための手段】
【0006】
以下、上記課題を解決するための手段及びその作用効果について記載する。
本開示の一態様によれば、エキゾーストマニホールドをエンジンのシリンダヘッドに締結する締結構造であって、前記シリンダヘッドは、該シリンダヘッドの外部に対して開口するエキゾーストポートの開口を有し、前記エキゾーストマニホールドの枝管は端部にフランジを有し、前記フランジが、前記エキゾーストポートの前記開口を囲む取付面に対し締結されることで、前記エキゾーストマニホールドの開口が前記エキゾーストポートの前記開口に接続され、前記フランジは、前記枝管を挟んで互いに反対側にあり、かつ前記取付面に接触する第1端部及び第2端部を有し、固定部材が、前記フランジの前記第1端部を前記シリンダヘッドに対して固定し、ボルトが、前記フランジの前記第2端部を貫通し、かつ、前記シリンダヘッドに設けられたボルト孔に挿入されて固定され、ナットが前記ボルトに対して締結されることによって、前記フランジの前記第2端部が前記シリンダヘッドに対して固定され、前記フランジの前記第2端部に接触する前記取付面に直交する方向が第1方向であり、前記フランジの前記第1端部と前記第2端部とが並ぶ方向が第2方向であり、前記第1方向と前記第2方向に直交する方向が第3方向であり、前記第3方向において見て、前記フランジの前記第2端部は、前記シリンダヘッドの前記取付面に接触する接触面と、前記枝管から離れるほど前記接触面に近づくように前記接触面に対して傾斜した傾斜面とを有し、前記ナットが、前記ボルトに締結されることによって前記傾斜面に圧縮力が作用し、前記第2方向と前記ボルトの中心軸とによって張られる面である断面において、前記締結構造の熱膨張前において、前記傾斜面に前記圧縮力を作用させている前記ナットの箇所から前記ボルトが前記ボルト孔に接触する箇所までの、前記ボルトが前記ボルト孔に接触していない部位全体の長さがx
0
であり、前記締結構造の熱膨張に伴う前記ボルトの軸方向における前記ボルトの変形量がΔxであり、前記締結構造の熱膨張に伴う、前記断面内における、前記ナットが前記第2端部を圧縮する力の変化量がΔFであり、前記断面内における、前記傾斜面が前記接触面に対してなす角度がθであり、前記締結構造の熱膨張前における、前記断面内における、前記フランジの前記接触面における前記第1端部の先端から前記ボルト孔の中心までの距離がlであり、前記断面内における前記シリンダヘッドの線膨張係数がα
h
であり、前記フランジの線膨張係数がα
f
であり、前記ボルトの線膨張係数がα
b
であり、前記締結構造の熱膨張の際の前記シリンダヘッドの温度変化がΔT
h
であり、前記締結構造の熱熱張の際の前記フランジの温度変化がΔT
f
であり、前記締結構造の熱膨張の際の前記ボルトの温度変化がΔT
b
であり、前記締結構造の熱膨張前において、前記断面内における、前記シリンダヘッドと前記ボルトとによって挟まれている前記フランジの部位における、前記フランジのばね定数がK
f
であり、前記ボルトの軸方向における、前記ボルトのばね定数がK
b
であり、前記シリンダヘッドと前記フランジと前記ボルトとのうちのいずれかが塑性変形する限界荷重がF
C
であり、前記フランジと前記ボルトとのうちのいずれかが塑性変形する限界変位がΔx
c
であり、前記ボルトの軸方向における、前記ボルトが塑性変形する限界歪みがε
bc
であるとした場合に、
【0007】
JPEG
2024066185000002.jpg
79
169
【0008】
上記の関係式を全て満たす締結構造が提供される。
上記構成によれば、締結構造が熱膨張する際に生じる影響を的確に締結構造の設計に反映することが可能である。
【0009】
上記締結構造において、前記ボルト孔の内部において、前記シリンダヘッドの前記取付面から規定長さまでの範囲では、前記ボルトと前記シリンダヘッドとの間にクリアランスが設けられていてもよい。
【0010】
ボルトは、ボルト孔の内部において、シリンダヘッドの取付面から規定長さまでの範囲内では、シリンダヘッドと接触しない。締結構造の熱膨張時において、ボルトがボルト孔の内部においても変形が許容されやすくなる。このため、ボルトがボルト孔の外部においてのみ変形が許容される場合と比較して、ボルトが熱膨張により塑性変形する確率を低下させることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ自動車株式会社
車両
3日前
トヨタ自動車株式会社
車両
3日前
トヨタ自動車株式会社
自動車
2日前
トヨタ自動車株式会社
電極体
3日前
トヨタ自動車株式会社
制御方法
3日前
トヨタ自動車株式会社
判定装置
3日前
トヨタ自動車株式会社
駆動装置
2日前
トヨタ自動車株式会社
制御装置
3日前
トヨタ自動車株式会社
システム
2日前
トヨタ自動車株式会社
駆動装置
2日前
トヨタ自動車株式会社
シャフト
5日前
トヨタ自動車株式会社
草刈装置
3日前
トヨタ自動車株式会社
高圧タンク
3日前
トヨタ自動車株式会社
リアクトル
2日前
トヨタ自動車株式会社
水電解装置
3日前
トヨタ自動車株式会社
異音診断装置
2日前
トヨタ自動車株式会社
情報処理装置
2日前
トヨタ自動車株式会社
車両制御装置
2日前
トヨタ自動車株式会社
車両予約装置
3日前
トヨタ自動車株式会社
情報処理方法
2日前
トヨタ自動車株式会社
アウタミラー
3日前
トヨタ自動車株式会社
車両電源装置
3日前
トヨタ自動車株式会社
充電制御装置
3日前
トヨタ自動車株式会社
車両制御装置
4日前
トヨタ自動車株式会社
通信システム
5日前
トヨタ自動車株式会社
情報処理方法
2日前
トヨタ自動車株式会社
運転支援装置
4日前
トヨタ自動車株式会社
電力管理装置
4日前
トヨタ自動車株式会社
充電制御装置
3日前
トヨタ自動車株式会社
電力制御装置
2日前
トヨタ自動車株式会社
表示制御装置
2日前
トヨタ自動車株式会社
表示制御装置
2日前
トヨタ自動車株式会社
車両制御装置
3日前
トヨタ自動車株式会社
車室フロア構造
3日前
トヨタ自動車株式会社
車両の制御装置
3日前
トヨタ自動車株式会社
電圧コンバータ
3日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ