TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024015754
公報種別
公開特許公報(A)
公開日
2024-02-06
出願番号
2022118040
出願日
2022-07-25
発明の名称
複合セラミックス材料の製造方法
出願人
三菱電機株式会社
代理人
個人
主分類
C04B
35/563 20060101AFI20240130BHJP(セメント;コンクリート;人造石;セラミックス;耐火物)
要約
【課題】比弾性率が炭化ケイ素よりも高く、複雑な形状の成形を実現することができる複合セラミックス材料の製造方法を得ること。
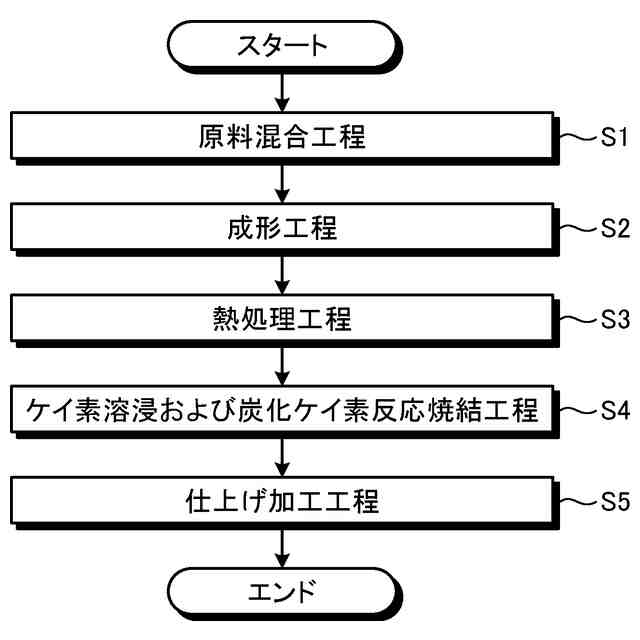
【解決手段】複合セラミックス材料の製造方法は、混合工程、成形工程、熱処理工程、溶浸工程および反応焼結工程を含む。混合工程は、炭化ホウ素粉末とマトリックス充填剤とバインダ樹脂とを混合し、混合原料を得る。成形工程は、成形型に混合原料を投入し、加熱および加圧して成形体を得る。熱処理工程は、成形体を加熱処理し、焼成体を得る。溶浸工程は、金属シリコンまたはシリコン合金を溶融させて焼成体に溶浸させる。反応焼結工程は、焼成体に溶浸した金属シリコンまたはシリコン合金をマトリックス充填剤およびカーボンと反応させて炭化ケイ素を生成させ、炭化ホウ素粉末を焼結させる。マトリックス充填剤は、カーボンミルドファイバである。反応焼結工程では、焼結体にはカーボンミルドファイバが残らない。
【選択図】図3
特許請求の範囲
【請求項1】
炭化ホウ素粉末とマトリックス充填剤とバインダ樹脂とを混合し、混合原料を得る混合工程と、
成形型に前記混合原料を投入し、加熱および加圧して前記バインダ樹脂を硬化させた成形体を得る成形工程と、
前記成形体を不活性雰囲気下または真空雰囲気下で加熱処理し、前記バインダ樹脂を炭化させて焼成体を得る熱処理工程と、
金属シリコンまたはシリコン合金を前記焼成体に接触させて不活性雰囲気下または真空雰囲気下で加熱し、前記金属シリコンまたは前記シリコン合金を溶融させて前記焼成体に溶浸させる溶浸工程と、
前記焼成体に溶浸した前記金属シリコンまたは前記シリコン合金を前記焼成体に含まれる前記マトリックス充填剤および前記バインダ樹脂が炭化したカーボンと反応させて炭化ケイ素を生成させるとともに、前記炭化ホウ素粉末を焼結させた焼結体を得る反応焼結工程と、
を含み、
前記マトリックス充填剤は、カーボンミルドファイバであり、
前記反応焼結工程では、前記カーボンミルドファイバが前記金属シリコンまたは前記シリコン合金と反応して全て前記炭化ケイ素となり、前記焼結体には前記カーボンミルドファイバが残らないことを特徴とする複合セラミックス材料の製造方法。
続きを表示(約 860 文字)
【請求項2】
前記混合工程では、平均粒度が2水準以上の前記炭化ホウ素粉末を用いることを特徴とする請求項1に記載の複合セラミックス材料の製造方法。
【請求項3】
前記混合工程では、前記バインダ樹脂が粉末フェノール樹脂であることを特徴とする請求項1に記載の複合セラミックス材料の製造方法。
【請求項4】
前記混合工程では、前記炭化ホウ素粉末は、表面がカーボンまたは窒化ホウ素によってコーティングされていることを特徴とする請求項1に記載の複合セラミックス材料の製造方法。
【請求項5】
前記成形工程では、前記成形体のボイド率が10%以上であることを特徴とする請求項1に記載の複合セラミックス材料の製造方法。
【請求項6】
前記熱処理工程では、前記焼成体のボイド率が20%以上40%未満であることを特徴とする請求項1に記載の複合セラミックス材料の製造方法。
【請求項7】
前記焼成体を部品形状に形状加工し、あるいは、前記焼成体同士を接合用バインダで接合して定められた形状のサブストレートを得る形状加工工程をさらに含み、
前記溶浸工程では、前記金属シリコンまたは前記シリコン合金を前記サブストレートに接触させて、前記金属シリコンまたは前記シリコン合金を前記サブストレートに溶浸させ、
前記反応焼結工程では、前記サブストレートに溶浸した前記金属シリコンまたは前記シリコン合金を前記サブストレートに含まれる前記マトリックス充填剤および前記バインダ樹脂が炭化したカーボンと反応させて炭化ケイ素を生成させるとともに、前記炭化ホウ素粉末を焼結させた焼結体を得ることを特徴とする請求項1に記載の複合セラミックス材料の製造方法。
【請求項8】
前記形状加工工程では、前記接合用バインダは、前記バインダ樹脂と、炭化ホウ素粉末および炭化ケイ素粉末の少なくとも1つと、を含むことを特徴とする請求項7に記載の複合セラミックス材料の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、炭化ホウ素を主成分とし、炭化ケイ素、ケイ素を含む無機系材料で構成される複合セラミックス材料の製造方法に関する。
続きを表示(約 3,100 文字)
【背景技術】
【0002】
燃料の高騰への対応または二酸化炭素(CO
2
)の排出削減要求から、空調機器、冷熱機器、燃焼機関を搭載する自動車、航空機等の省エネルギ化の要求が厳しくなっている。空調機器または冷熱機器では、省エネルギ化のため圧縮機の高効率化が求められており、この実現には、駆動部品の軽量化または高剛性化が求められている。また、燃焼機関では、ガスタービンエンジンまたはタービン発電機の高効率化が求められており、この実現には、作動温度を上昇させること、あるいはタービンの軽量化が求められている。
【0003】
これらの要求を満足させる材料の研究が行われており、鉄基、ニッケル基およびコバルト基合金の開発によって高温性能は進歩したが、軽量化については、未だ不十分であり、代替材料が検討されている。また、軽量なセラミックス材料は、耐熱性が高く、金属材料と比べて密度が低いため、耐熱材料として注目されている。しかし、セラミックス材料は、比較的脆いため、繊維などで複合化したセラミックス複合材料(Ceramic Matrix Composites:CMC)が構造部品へ適用可能な材料として脚光を浴びている。一般にCMCは、セラミックスマトリックスと強化繊維とを複合化した材料である。これまで、マトリックスとしてSiC(炭化ケイ素:Silicon Carbide)を用い、強化繊維としてSiC繊維を用い、SiCとSiC繊維とを組み合わせたSiC/SiCがCMCとして開発され、実用化されつつある。
【0004】
また、近年、SiCよりもさらに軽くて剛性の高い炭化ホウ素(Boron Carbide:B
4
C)が注目され、炭化ホウ素の強化材と金属ケイ素(Si)とのマトリックス複合材料であるB
4
C/Si複合材が、炭化ホウ素のプリフォームに金属ケイ素を溶浸させることで製造されている。炭化ホウ素では、ヤング率は最大で460GPa程度であり、密度は2.52g/cm
3
である。これらより、炭化ホウ素の単位密度当たりの弾性率を示す比弾性率は、182.5GPa/(g/cm
3
)となる。この炭化ホウ素の比弾性率の値は、炭化ケイ素の比弾性率よりも優れている。しかし、一般に炭化ホウ素は、高温、高圧下で反応させて製造される。高温、高圧下では、焼結された炭化ホウ素は硬く、加工性が非常に悪く、複雑な形状の成形および製造が困難である。このため、より低温、低圧力で製造する方法が求められている。そこで、炭化ホウ素に金属ケイ素、アルミニウム(Al)等の金属を含浸または加圧浸透させる方法が提案されている。特許文献1には、含浸時のケイ素と炭化ホウ素とによる反応が割れの一因になることに注目し、溶融金属ケイ素と炭化ホウ素含有材料とを混合し、事前溶融させ、事前溶融させた材料を、炭化ホウ素を含む多孔質体であるプリフォームに含浸させる方法が開示されている。
【先行技術文献】
【特許文献】
【0005】
特表2007-513854号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
プリフォーム中のボイドが少なく、ボイド径が小さい場合には、上記従来の技術のように、プリフォームに対して金属ケイ素、アルミニウム等の金属を含浸または加圧浸透させる際の加圧が弱いとボイドが残ってしまう。このようなプリフォームは、強化材としての十分な特性を有することができず、また複雑な形状に成形することが困難である。逆に、プリフォーム中のボイドが多い場合には、金属ケイ素、アルミニウム等の金属をプリフォーム中に容易に充填できるが、プリフォーム中の強化材が少なくなるため、強化材としての十分な特性が得られない。つまり、炭化ホウ素粉末をバインダなどで成形したプリフォームを用いる場合に、強化材としての炭化ホウ素の特性を出すためには、炭化ホウ素の充填率を高める必要がある。しかし、炭化ホウ素の充填率を高めると、プリフォームを成形するのに、高い圧力が必要になり、複雑形状の成形が困難になるとともに、プリフォーム中のボイドに金属ケイ素、アルミニウム等の金属を浸透させるのに高い圧力が必要になる。さらに、充填不良またはクラックが発生し易くなる。逆に、プリフォーム中の炭化ホウ素の充填率を下げた場合には、成形性、製造性は向上するが、強化材としての炭化ホウ素の十分な特性が得られない。このように、炭化ホウ素粉末をバインダなどで成形したプリフォームを用いる場合には、成形性および製造性と、炭化ケイ素よりも比弾性率に優れるという強化材としての特性と、の両立が困難であった。
【0007】
本開示は、上記に鑑みてなされたものであって、比弾性率が炭化ケイ素よりも高く、複雑な形状の成形を実現することができる複合セラミックス材料の製造方法を得ることを目的とする。
【課題を解決するための手段】
【0008】
上述した課題を解決し、目的を達成するために、本開示に係る複合セラミックス材料の製造方法は、混合工程と、成形工程と、熱処理工程と、溶浸工程と、反応焼結工程と、を含む。混合工程は、炭化ホウ素粉末とマトリックス充填剤とバインダ樹脂とを混合し、混合原料を得る。成形工程は、成形型に混合原料を投入し、加熱および加圧してバインダ樹脂を硬化させた成形体を得る。熱処理工程は、成形体を不活性雰囲気下または真空雰囲気下で加熱処理し、バインダ樹脂を炭化させて焼成体を得る。溶浸工程は、金属シリコンまたはシリコン合金を焼成体に接触させて不活性雰囲気下または真空雰囲気下で加熱し、金属シリコンまたはシリコン合金を溶融させて焼成体に溶浸させる。反応焼結工程は、焼成体に溶浸した金属シリコンまたはシリコン合金を焼成体に含まれるマトリックス充填剤およびバインダ樹脂が炭化したカーボンと反応させて炭化ケイ素を生成させるとともに、炭化ホウ素粉末を焼結させた焼結体を得る。マトリックス充填剤は、カーボンミルドファイバである。反応焼結工程では、カーボンミルドファイバが金属シリコンまたはシリコン合金と反応して全て炭化ケイ素となり、焼結体にはカーボンミルドファイバが残らない。
【発明の効果】
【0009】
本開示の複合セラミックス材料の製造方法によれば、比弾性率が炭化ケイ素よりも高く、複雑な形状の成形を実現することができるという効果を奏する。
【図面の簡単な説明】
【0010】
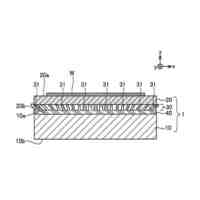
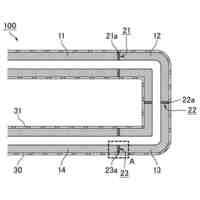
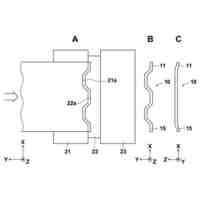
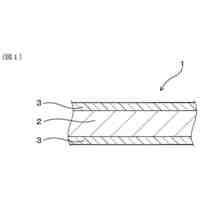
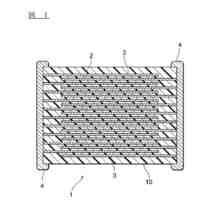
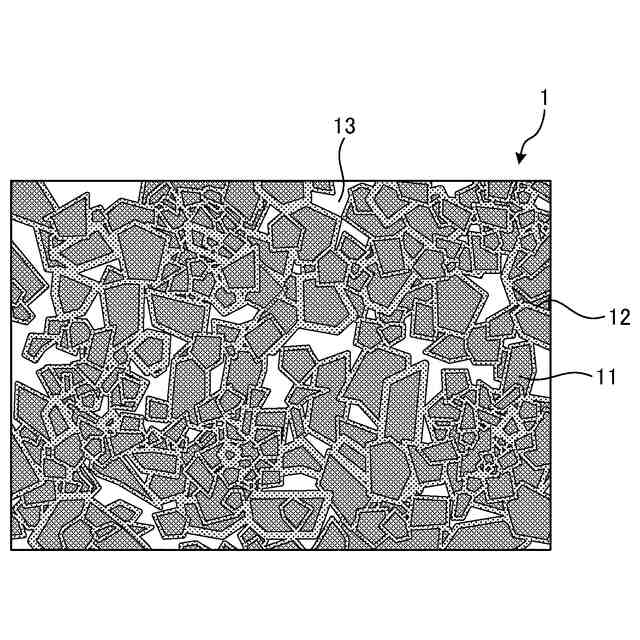
実施の形態1に係る複合セラミックス材料の製造方法で製造された複合セラミックス材料の構成の一例を模式的に示す断面図
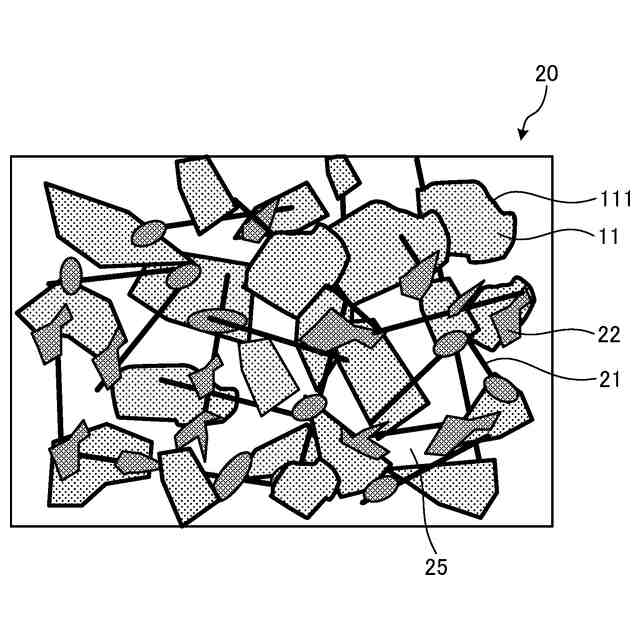
実施の形態1に係る複合セラミックス材料の製造方法で製造される複合セラミックス材料の反応焼結前のプリフォームの構成の一例を模式的に示す断面図
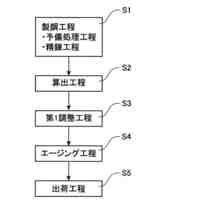
実施の形態1に係る複合セラミックス材料の製造方法の手順の一例を示すフローチャート
実施の形態2に係る複合セラミックス材料の製造方法の手順の一例を示すフローチャート
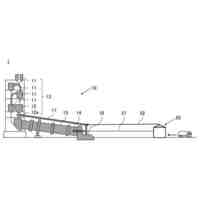
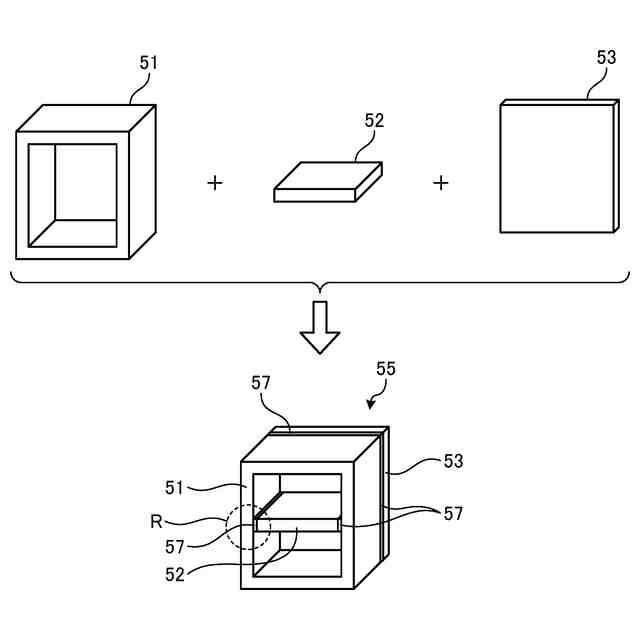
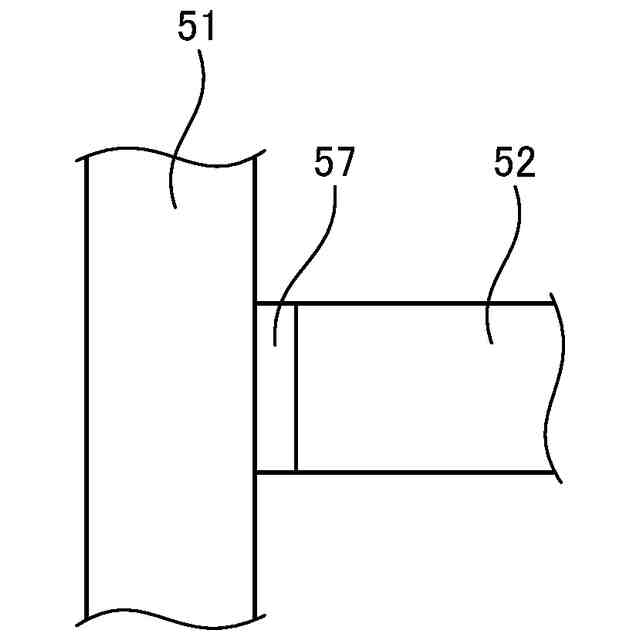
接合用バインダを用いて焼成体同士を接合して構造体を形成する様子の一例を模式的に示す図
焼成体同士の接合部の状態の一例を模式的に示す側面図
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東ソー株式会社
焼結体
18日前
京セラ株式会社
誘電体磁器組成物
18日前
花王株式会社
水硬性組成物
1か月前
花王株式会社
水硬性組成物
1か月前
日本特殊陶業株式会社
接合体
24日前
花王株式会社
吹付用水硬性組成物
27日前
東ソー株式会社
ジルコニア組成物及びその製造方法
27日前
TOTO株式会社
衛生陶器
1か月前
TOTO株式会社
衛生陶器
1か月前
共立マテリアル株式会社
ジルコニア焼結体
2か月前
イビデン株式会社
伝熱管
20日前
花王株式会社
水硬性組成物用増粘剤組成物
1か月前
株式会社トクヤマ
セメントクリンカ製造設備
13日前
株式会社HAMY
石膏ボード及びその製造方法
20日前
川田建設株式会社
コンクリート構造物の塩分除去方法
5日前
日本特殊炉材株式会社
溶射材用粉末
27日前
個人
メタルファイバおよびその製造方法並びに装置
26日前
株式会社ワールドラボ
MgO系コンポジットセラミックス
1か月前
デンカ株式会社
液状急結剤、吹付けコンクリート
21日前
デンカ株式会社
液状急結剤、吹付けコンクリート
21日前
太平洋マテリアル株式会社
繊維補強モルタル組成物及びそのモルタル
1か月前
第一高周波工業株式会社
炭化ケイ素系複合体の製造方法
1か月前
東ソー株式会社
焼結体
18日前
東ソー株式会社
焼結体
18日前
東ソー株式会社
焼結体
18日前
株式会社トクヤマ
セメントクリンカの製造方法及び製造設備
1か月前
日本製鉄株式会社
鉄鋼スラグ水和固化体の製造方法
2か月前
鳴海製陶株式会社
磁器用釉薬及び磁器
1か月前
JFEスチール株式会社
スラグのエージング方法
1か月前
学校法人日本大学
酸化カルシウムの製造方法及び添加剤
19日前
JFEスチール株式会社
スラグのエージング方法
1か月前
TDK株式会社
誘電体組成物および電子部品
20日前
清水建設株式会社
コンクリートの色合わせ方法、及び使用
1か月前
北陸電力株式会社
コンクリート組成物、硬化体、ガラス粒および細骨材
11日前
国立研究開発法人産業技術総合研究所
窒化ケイ素焼結体の製造方法
14日前
JFEスチール株式会社
硬化体及び硬化体の製造方法
2か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ