TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025165461
公報種別
公開特許公報(A)
公開日
2025-11-05
出願番号
2024069494
出願日
2024-04-23
発明の名称
基板処理方法および基板処理装置
出願人
株式会社荏原製作所
代理人
個人
,
個人
,
個人
主分類
B24B
21/00 20060101AFI20251028BHJP(研削;研磨)
要約
【課題】テープ送りローラーの直径が変化しても、処理テープの使用量を正確に算出することができる基板処理方法および基板処理装置を提供する。
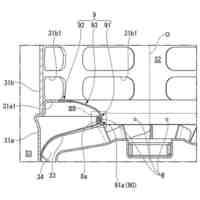
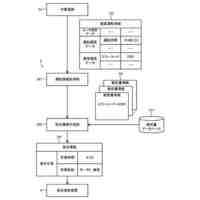
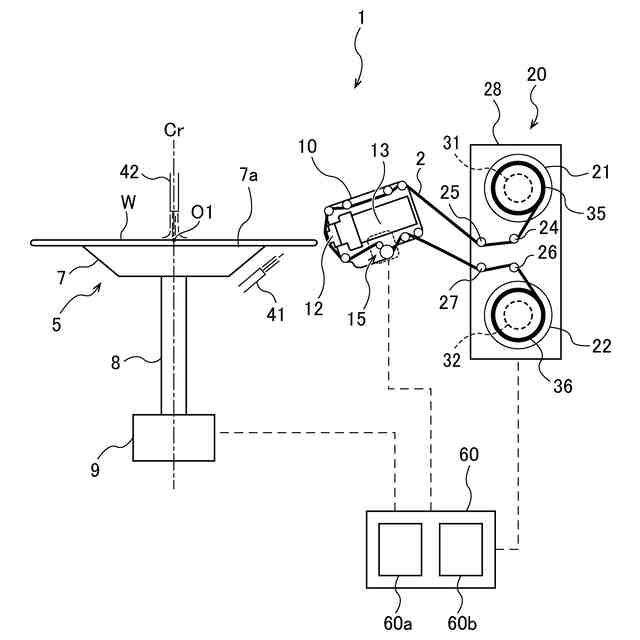
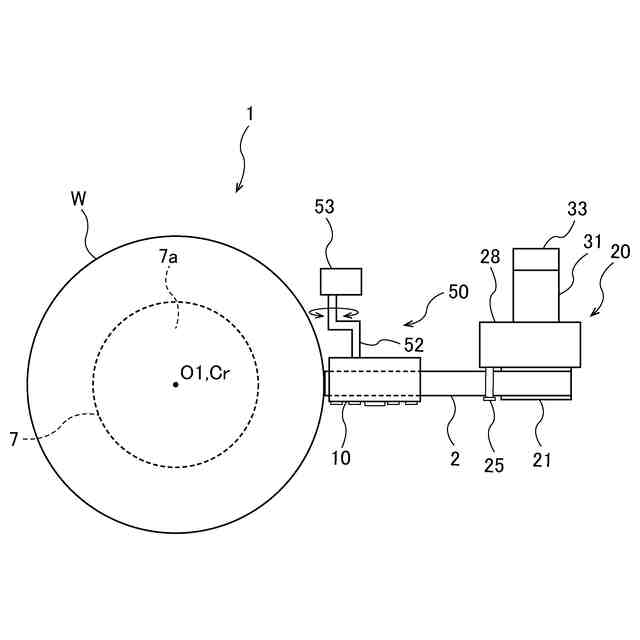
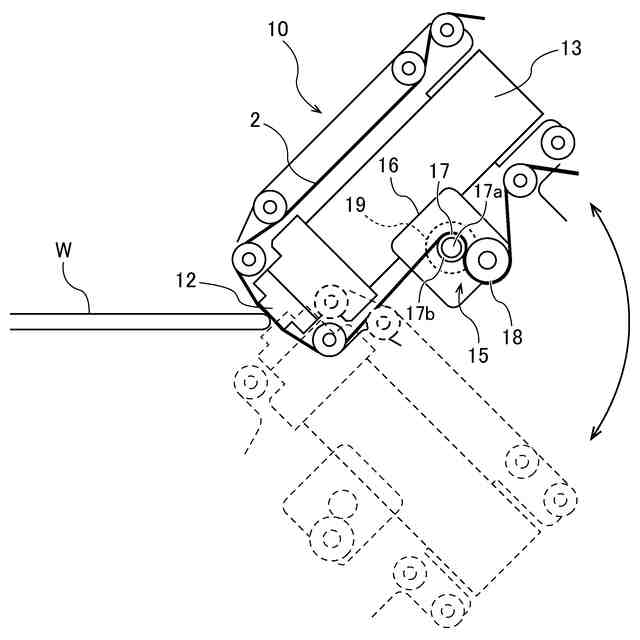
【解決手段】基板処理方法は、テープ送り装置15のテープ送りローラー17を回転させて、処理テープ2を所定の方向に送りながら、処理ヘッド10で処理テープ2を基板Wに押し付けて、基板Wを処理し、テープ送りローラー17の直径の減少量を決定し、減少量が第1しきい値以下のときは、テープ送りローラー17の直径から減少量を減算することで、テープ送りローラー17の直径を更新し、直径の更新後に、テープ送りローラー17の回転回数と、テープ送りローラー17の直径に基づいて、処理テープ2の補正送り量を算出する。
【選択図】図3
特許請求の範囲
【請求項1】
テープ送り装置のテープ送りローラーを回転させて、処理テープを所定の方向に送りながら、処理ヘッドで前記処理テープを基板に押し付けて、前記基板を処理し、
前記テープ送りローラーの直径の減少量を決定し、
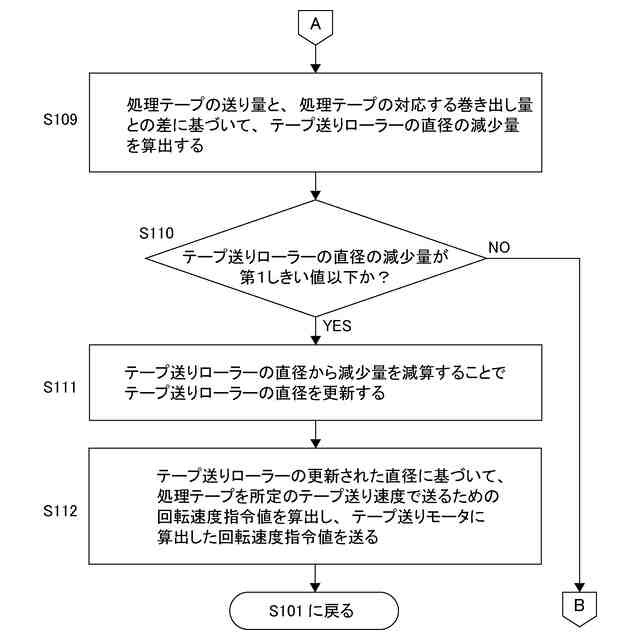
前記減少量が第1しきい値以下のときは、前記テープ送りローラーの直径から前記減少量を減算することで、前記テープ送りローラーの前記直径を更新し、
前記直径の更新後に、前記テープ送りローラーの回転回数と、前記テープ送りローラーの前記直径に基づいて、前記処理テープの補正送り量を算出する、基板処理方法。
続きを表示(約 1,400 文字)
【請求項2】
前記テープ送りローラーの直径の前記減少量を決定することは、
前記テープ送りローラーの回転回数と、前記テープ送りローラーの直径に基づいて、前記処理テープの送り量を算出し、
前記処理テープを前記処理ヘッドに供給するテープ巻き出しリールの回転回数と、前記テープ巻き出しリール上の前記処理テープの巻体の外径に基づいて、前記処理テープの巻き出し量を算出し、
前記処理テープの送り量と、前記処理テープの巻き出し量との差に基づいて、前記テープ送りローラーの直径の前記減少量を算出することを含む、請求項1に記載の基板処理方法。
【請求項3】
前記テープ送りローラーの直径の前記減少量を決定することは、
前記テープ送りローラーの回転回数と、前記テープ送りローラーの直径に基づいて前記処理テープの送り量を算出し、
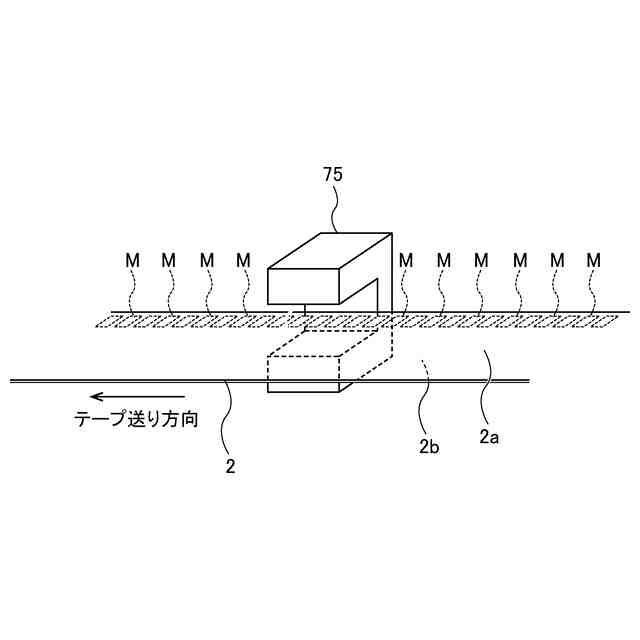
前記処理テープに等間隔に付された複数のテープマークをテープマーク検出センサにより検出し、
前記検出されたテープマークの数をカウントして、前記処理テープの巻き出し量を算出し、
前記処理テープの送り量と前記処理テープの巻き出し量との差に基づいて、前記テープ送りローラーの直径の前記減少量を算出することを含む、請求項1に記載の基板処理方法。
【請求項4】
前記テープ送りローラーの直径の前記減少量を決定することは、
撮像装置により前記テープ送りローラーの画像を生成し、
前記画像に基づいて、前記テープ送りローラーの直径の前記減少量を測定することを含む、請求項1に記載の基板処理方法。
【請求項5】
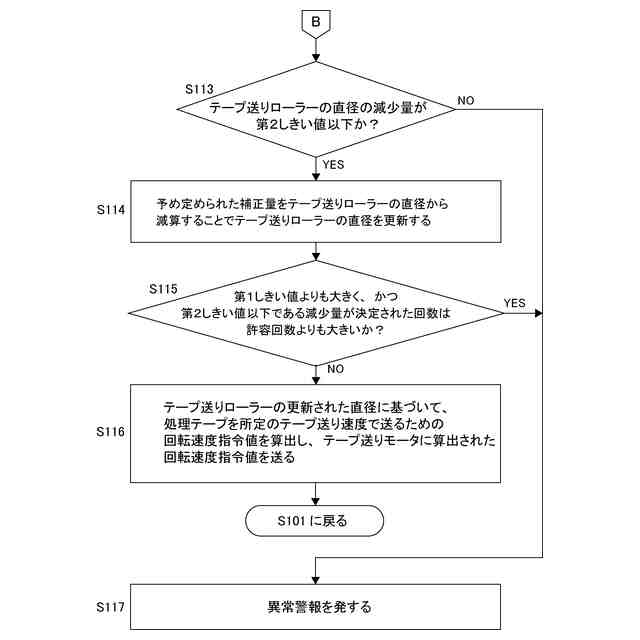
前記減少量が前記第1しきい値よりも大きく、かつ第2しきい値以下のときは、予め定められた補正量を前記テープ送りローラーの直径から減算することで、前記テープ送りローラーの直径を更新することをさらに含む、請求項1に記載の基板処理方法。
【請求項6】
前記第1しきい値よりも大きく、かつ前記第2しきい値以下である前記減少量が決定された回数をカウントし、
前記回数が所定の許容回数よりも大きいときに、異常警報を発することをさらに含む、請求項5に記載の基板処理方法。
【請求項7】
前記減少量が前記第2しきい値よりも大きいときに、異常警報を発することをさらに含む、請求項5に記載の基板処理方法。
【請求項8】
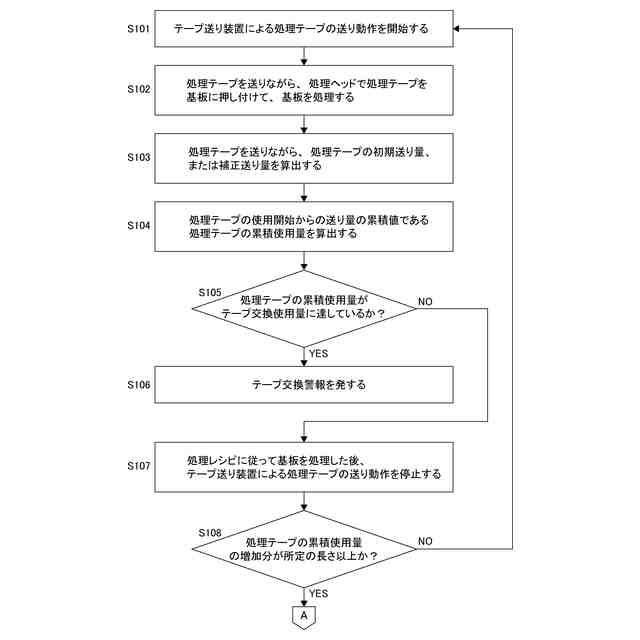
前記処理テープの使用開始からの前記処理テープの累積使用量を算出し、
前記累積使用量が所定のテープ交換使用量に達したときに、テープ交換警報を発することをさらに含む、請求項1に記載の基板処理方法。
【請求項9】
更新された前記テープ送りローラーの前記直径に基づいて、前記テープ送り装置が前記処理テープを所定のテープ送り速度で送るための回転速度指令値を算出し、
前記回転速度指令値で前記テープ送りローラーを回転させることをさらに含む、請求項1に記載の基板処理方法。
【請求項10】
前記処理テープの使用開始からの前記処理テープの累積使用量の増加分が所定の長さ以上であるときに、前記テープ送りローラーの直径の前記減少量を決定する、請求項1に記載の基板処理方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、ウェーハなどの基板を処理する基板処理装置および基板処理方法に関する。
続きを表示(約 2,700 文字)
【背景技術】
【0002】
半導体デバイスの製造における歩留まり向上の観点から、基板の表面状態の管理が近年注目されている。半導体デバイスの製造工程では、種々の材料がシリコンウェーハ上に成膜される。このため、基板の周縁部には不要な膜や表面荒れが形成される。近年では、基板の周縁部のみをアームで保持して基板を搬送する方法が一般的になってきている。このような背景のもとでは、周縁部に残存した不要な膜が種々の工程を経ていく間に剥離して基板に形成されたデバイスに付着し、歩留まりを低下させてしまう。そこで、基板の周縁部に形成された不要な膜を除去するために、研磨装置を用いて基板の周縁部の研磨が行われている。
【0003】
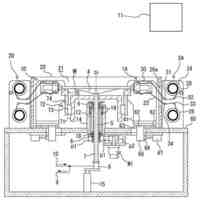
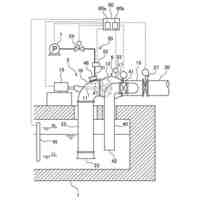
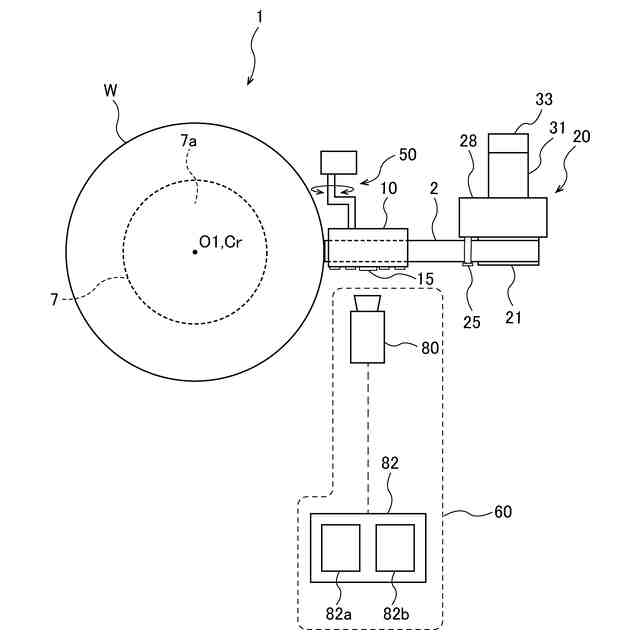
この種の研磨装置は、研磨テープを基板の周縁部に摺接させることで基板の周縁部を研磨する。より具体的には、基板を基板保持部により保持し、回転させながら、研磨ヘッドによって研磨テープを基板の周縁部に押し付けることによって基板の周縁部を研磨する。基板の研磨中、研磨テープは、テープ巻き出しリールから研磨ヘッドを経由してテープ巻き取りリールに送られる。
【0004】
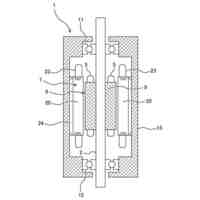
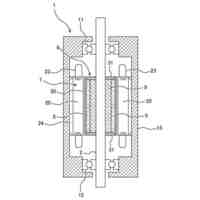
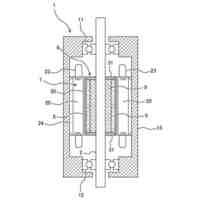
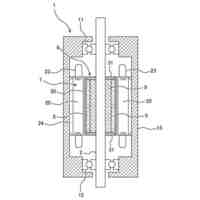
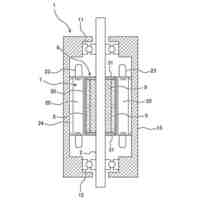
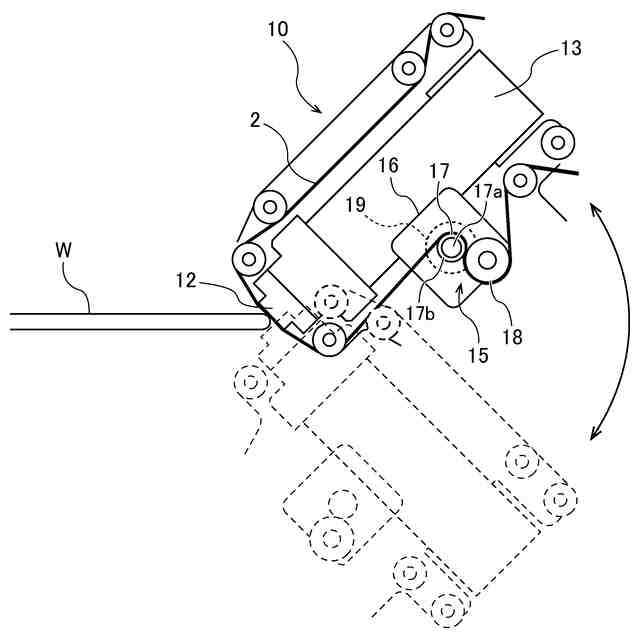
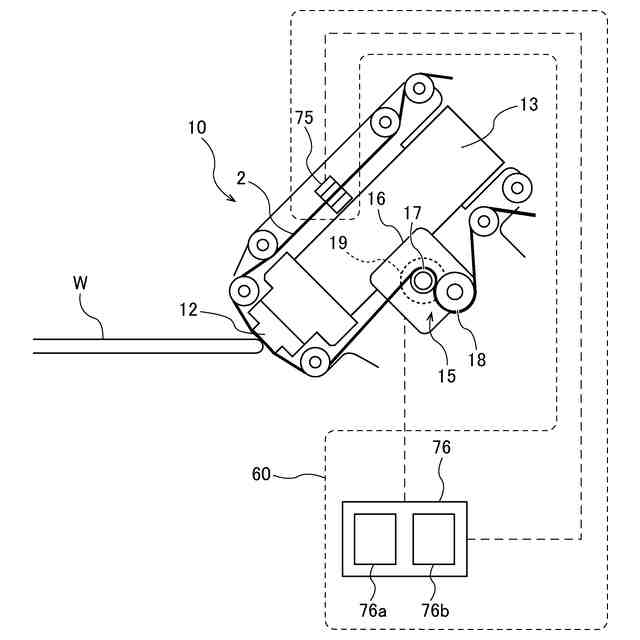
研磨ヘッドに供給された研磨テープは、研磨ヘッドに設けられたテープ送り装置によって所定の方向に送られる。テープ送り装置は、テープ送りモータの回転軸に連結されたテープ送りローラーと、研磨テープをテープ送りローラーに押し付けるニップローラーを備えている。テープ送りモータによりテープ送りローラーを回転させることにより、研磨テープを送ることができる。
【先行技術文献】
【特許文献】
【0005】
特開2008-87136号公報
特開2018-46189号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
研磨装置では、テープ巻き出しリール上の研磨テープがなくなる前に新たな研磨テープに交換するために、研磨テープの使用量を監視して、所定の使用量に達したときに研磨テープの交換を促す警報を発するように構成されている。研磨テープの使用量は、テープ送り装置のテープ送りローラーの回転回数と、テープ送りローラーの直径に基づいて算出される。しかしながら、テープ送りローラーは、研磨テープとの摩擦によって摩耗し、その直径が徐々に減少する。テープ送りローラーの直径が減少すると、算出された研磨テープの使用量と実際の使用量との間に誤差が生じ、研磨テープがテープ巻き出しリール上にまだ多く残っている状態で交換されることがあった。
【0007】
そこで、本発明は、テープ送りローラーの直径が変化しても、処理テープの使用量を正確に算出することができる基板処理方法および基板処理装置を提供する。
【課題を解決するための手段】
【0008】
一態様では、テープ送り装置のテープ送りローラーを回転させて、処理テープを所定の方向に送りながら、処理ヘッドで前記処理テープを基板に押し付けて、前記基板を処理し、前記テープ送りローラーの直径の減少量を決定し、前記減少量が第1しきい値以下のときは、前記テープ送りローラーの直径から前記減少量を減算することで、前記テープ送りローラーの前記直径を更新し、前記直径の更新後に、前記テープ送りローラーの回転回数と、前記テープ送りローラーの前記直径に基づいて、前記処理テープの補正送り量を算出する、基板処理方法が提供される。
【0009】
一態様では、前記テープ送りローラーの直径の前記減少量を決定することは、前記テープ送りローラーの回転回数と、前記テープ送りローラーの直径に基づいて、前記処理テープの送り量を算出し、前記処理テープを前記処理ヘッドに供給するテープ巻き出しリールの回転回数と、前記テープ巻き出しリール上の前記処理テープの巻体の外径に基づいて、前記処理テープの巻き出し量を算出し、前記処理テープの送り量と、前記処理テープの巻き出し量との差に基づいて、前記テープ送りローラーの直径の前記減少量を算出することを含む。
一態様では、前記テープ送りローラーの直径の前記減少量を決定することは、前記テープ送りローラーの回転回数と、前記テープ送りローラーの直径に基づいて前記処理テープの送り量を算出し、前記処理テープに等間隔に付された複数のテープマークをテープマーク検出センサにより検出し、前記検出されたテープマークの数をカウントして、前記処理テープの巻き出し量を算出し、前記処理テープの送り量と前記処理テープの巻き出し量との差に基づいて、前記テープ送りローラーの直径の前記減少量を算出することを含む。
一態様では、前記テープ送りローラーの直径の前記減少量を決定することは、撮像装置により前記テープ送りローラーの画像を生成し、前記画像に基づいて、前記テープ送りローラーの直径の前記減少量を測定することを含む。
【0010】
一態様では、上記基板処理方法は、前記減少量が前記第1しきい値よりも大きく、かつ第2しきい値以下のときは、予め定められた補正量を前記テープ送りローラーの直径から減算することで、前記テープ送りローラーの直径を更新することをさらに含む。
一態様では、上記基板処理方法は、前記第1しきい値よりも大きく、かつ前記第2しきい値以下である前記減少量が決定された回数をカウントし、前記回数が所定の許容回数よりも大きいときに、異常警報を発することをさらに含む。
一態様では、上記基板処理方法は、前記減少量が前記第2しきい値よりも大きいときに、異常警報を発することをさらに含む。
一態様では、上記基板処理方法は、前記処理テープの使用開始からの前記処理テープの累積使用量を算出し、前記累積使用量が所定のテープ交換使用量に達したときに、テープ交換警報を発することをさらに含む。
一態様では、上記基板処理方法は、更新された前記テープ送りローラーの前記直径に基づいて、前記テープ送り装置が前記処理テープを所定のテープ送り速度で送るための回転速度指令値を算出し、前記回転速度指令値で前記テープ送りローラーを回転させることをさらに含む。
一態様では、前記処理テープの使用開始からの前記処理テープの累積使用量の増加分が所定の長さ以上であるときに、前記テープ送りローラーの直径の前記減少量を決定する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社荏原製作所
研磨装置
23日前
株式会社荏原製作所
ポンプ装置
1か月前
株式会社荏原製作所
往復動ポンプ
1か月前
株式会社荏原製作所
立形多段ポンプ
1か月前
株式会社荏原製作所
蒸気発電プラント
1か月前
株式会社荏原製作所
周波数制御システム
1か月前
株式会社荏原製作所
研磨装置および研磨方法
23日前
株式会社荏原製作所
研磨方法および研磨装置
1か月前
株式会社荏原製作所
研磨方法および研磨システム
1か月前
株式会社荏原製作所
圧縮式冷凍機および冷凍システム
8日前
株式会社荏原製作所
基板研磨装置および膜厚算出方法
8日前
株式会社荏原製作所
基板研磨装置および膜厚算出方法
21日前
株式会社荏原製作所
シールリングおよび往復動ポンプ
1か月前
株式会社荏原製作所
基板処理方法および基板処理装置
23日前
株式会社荏原製作所
振動検知器及び振動検知システム
1日前
株式会社荏原製作所
ウェーハの洗浄方法および洗浄装置
23日前
株式会社荏原製作所
超伝導モータおよびモータシステム
16日前
株式会社荏原製作所
基板接合方法および基板接合システム
1か月前
株式会社荏原製作所
ドレッサ洗浄装置および基板研磨装置
1か月前
株式会社荏原製作所
永久磁石型モータおよびモータシステム
16日前
株式会社荏原製作所
永久磁石型モータおよびモータシステム
16日前
株式会社荏原製作所
永久磁石型モータおよびモータシステム
16日前
株式会社荏原製作所
ポンプシステム及びポンプシステムの制御方法
今日
株式会社荏原製作所
処理ヘッド、基板処理装置、および基板処理方法
24日前
株式会社荏原製作所
ポンプシステムの運転方法、およびポンプシステム
14日前
株式会社荏原製作所
パッド表面判定方法およびパッド表面判定システム
8日前
株式会社荏原製作所
永久磁石型モータ、モータシステム、およびポンプシステム
16日前
オリオン機械株式会社
ヒータおよびこれを有する液体温調装置
1か月前
株式会社荏原製作所
情報処理装置、情報処理方法、情報処理プログラム、及び、記録媒体
1か月前
株式会社荏原製作所
情報処理装置、情報処理方法、情報処理プログラム、及び、記録媒体
1日前
株式会社荏原製作所
基板洗浄方法、基板洗浄装置、基板洗浄プログラムおよび基板処理装置
8日前
株式会社荏原製作所
ワークピースの膜厚推定に使用される参照スペクトルライブラリの作成方法
21日前
株式会社荏原製作所
液受け装置、および研磨装置
8日前
株式会社荏原製作所
めっき装置、およびめっき方法
29日前
株式会社荏原製作所
排水機場の主ポンプ装置の残運転時間表示装置及び主ポンプ装置の駆動システム
今日
株式会社荏原製作所
情報処理装置、基板研磨装置、推論装置、機械学習装置、情報処理方法、推論方法、及び、機械学習方法
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ