TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025160483
公報種別
公開特許公報(A)
公開日
2025-10-22
出願番号
2025131589,2023035552
出願日
2025-08-06,2023-03-08
発明の名称
敷粉塗布量の検査方法およびそれを用いたセラミックス基板の製造方法
出願人
株式会社Niterra Materials
代理人
弁理士法人東京国際特許事務所
主分類
C04B
35/64 20060101AFI20251015BHJP(セメント;コンクリート;人造石;セラミックス;耐火物)
要約
【課題】敷粉塗布量を検査する方法を提供する。
【解決手段】実施形態にかかる敷粉塗布量の検査方法は、敷粉を塗布した敷粉塗布層を有するセラミックス部材に対し、セラミックス部材の表面方向からレーザ顕微鏡を用いてセラミックス部材上の敷粉塗布層の体積を測定する第1測定工程と、第1測定工程で得られた敷粉塗布層の体積から予め定められたオフセット値を引く工程、オフセット値を引いた値から最大高さ値までを積分する工程と、前記オフセット値を引く工程と前記積分する工程を複数個所行う工程、を有することを特徴とする。
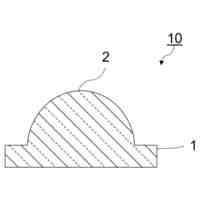
【選択図】 図1
特許請求の範囲
【請求項1】
セラミックス成形体に1回目の敷粉を塗布する工程と、
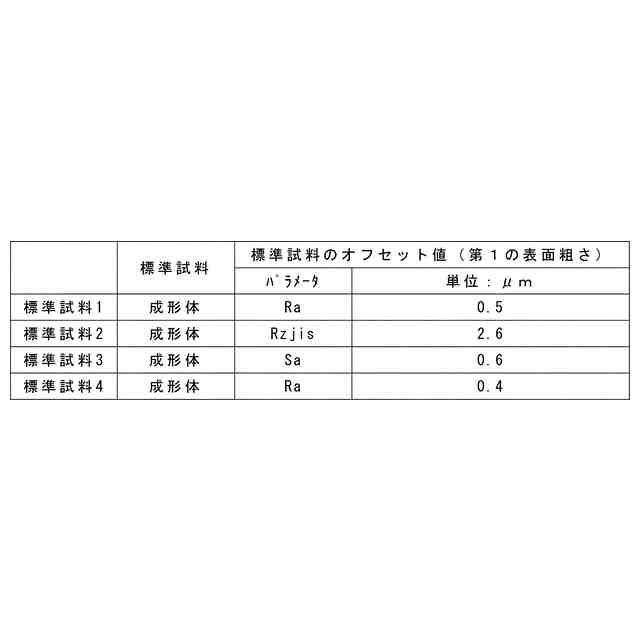
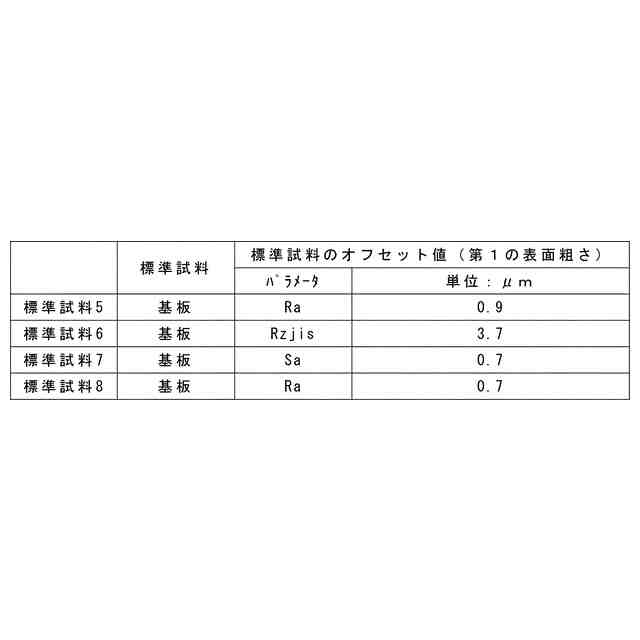
前記敷粉を塗布したセラミックス成形体の表面粗さを測定し、オフセット値を得る工程と、
前記セラミックス成形体に2回目の敷粉を塗布する工程と、
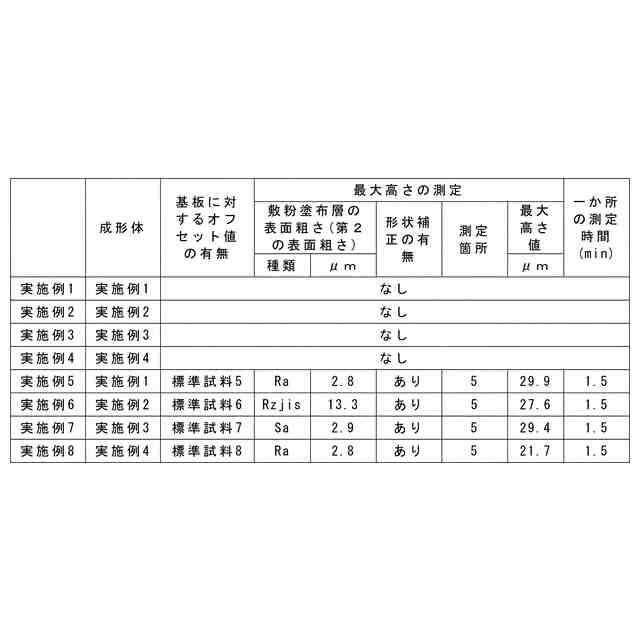
前記敷粉を塗布した敷粉塗布層を有するセラミックス成形体に対して前記セラミックス成形体の表面方向からレーザ顕微鏡を用いてセラミックス成形体上の前記敷粉塗布層の体積を測定する第1測定工程と、
前記第1測定工程より測定された体積を厚みに換算する工程と、
前記第1測定工程から算出された厚みから前記オフセット値を引く工程と、
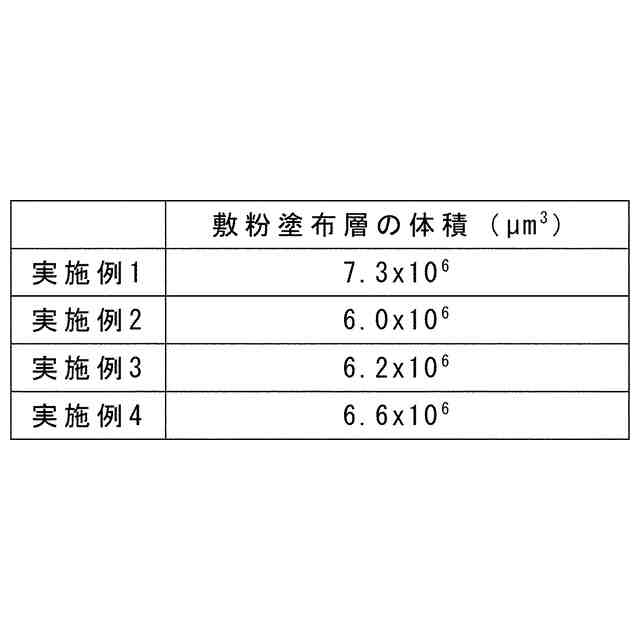
前記オフセット値を引いた値から最大高さ値までを積分範囲として積分し、敷粉塗布体積を算出する工程と、
前記オフセット値を引く工程と、
前記積分する工程を複数個所行う工程と、
を有する敷粉塗布量の検査方法。
続きを表示(約 850 文字)
【請求項2】
前記1回目の敷粉塗布する工程が、エアブローを用いて洗浄された後のセラミックス成形体の表面粗さを測定する請求項1に記載の敷粉塗布量の検査方法。
【請求項3】
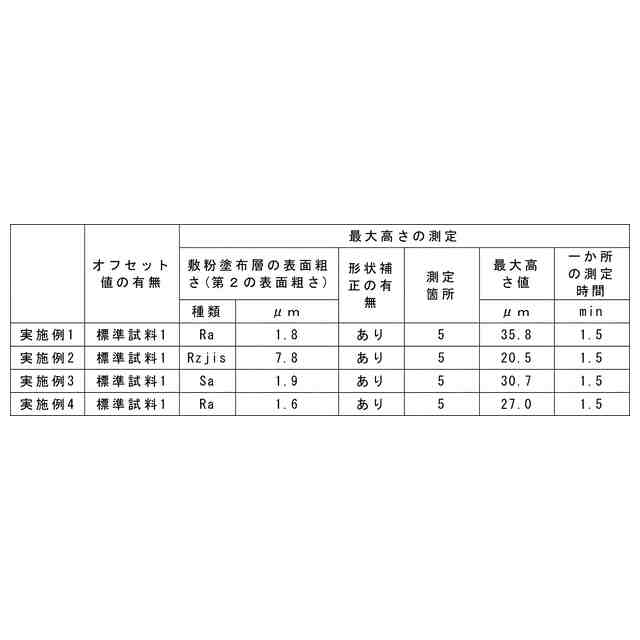
最大高さ値は、
前記セラミックス成形体の表面粗さを測定し、第1の表面粗さ値を得る工程と、
前記セラミックス成形体に敷粉を塗布して敷粉塗布層を形成する工程と、敷粉塗布層の表面粗さを測定し、第2の表面粗さ値を得る工程と、
前記敷粉塗布層を有するセラミックス成形体表面をレーザ顕微鏡で測定し、第2の表面粗さ値に形状補正を行い、平準化値を得る工程、
により得られた平準化値の最大値を最大高さ値とすることを特徴とする請求項1または請求項2に記載の敷粉塗布量の検査方法。
【請求項4】
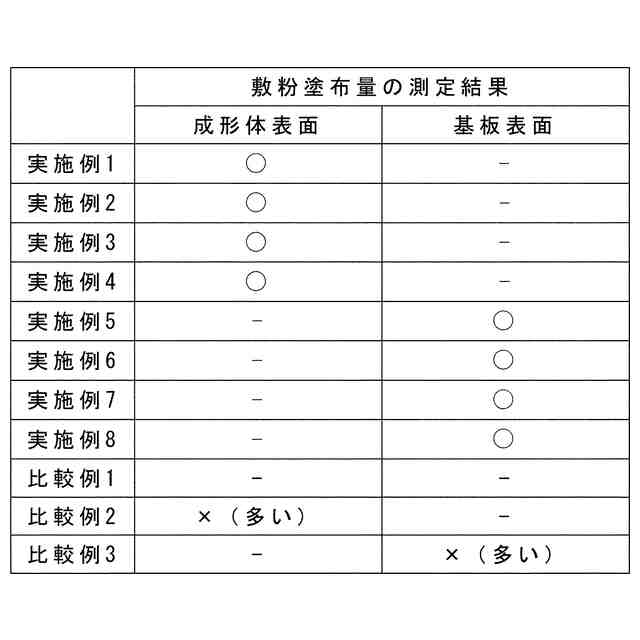
請求項1に係る敷粉塗布量の検査工程を行った結果、敷粉塗布量が多いと判定されたときは、塗布した敷粉の一部を除去する工程と、
を有することを特徴とする敷粉塗布量の検査方法。
【請求項5】
請求項1に係る敷粉塗布量の検査工程を行った結果、敷粉塗布量が少ないと判定されたときは、再度、敷粉を塗布する工程と、
を有することを特徴とする敷粉塗布量の検査方法。
【請求項6】
前記敷粉が窒化硼素、前記セラミックス成形体が窒化珪素成形体であることを特徴とする請求項1または請求項2に記載の敷粉塗布量の検査方法。
【請求項7】
請求項3に記載の敷粉塗布量の検査方法を行う工程の後、敷粉塗布量が適正範囲と認定された敷粉塗布層を有するセラミックス成形体を焼結する工程を有することを特徴とするセラミックス基板の製造方法。
【請求項8】
請求項6に記載の敷粉塗布量の検査方法を行う工程の後、敷粉塗布量が適正範囲と認定された敷粉塗布層を有するセラミックス成形体を焼結する工程を有することを特徴とするセラミックス基板の製造方法。
発明の詳細な説明
【技術分野】
【0001】
後述する実施形態は、おおむね、敷粉塗布量の検査方法およびそれを用いたセラミックス基板の製造方法に関する。
続きを表示(約 3,100 文字)
【背景技術】
【0002】
セラミックス基板は、半導体素子を搭載する回路基板に用いられている。セラミックス基板は、窒化珪素基板、窒化アルミニウム基板、酸化アルミニウム基板、酸化ジルコニウム基板、アルジル基板など様々なものが用いられている。アルジル基板とは、酸化ジルコニウムと酸化アルミニウムを混合したものである。
セラミックス基板の製造工程は、原料混合工程、成型工程、脱脂工程、焼結工程、を有している。原料混合工程は、原料粉末と有機バインダを混合し、原料ペーストを調製する工程である。成型工程は、原料ペーストからシート状成形体を調製する工程である。脱脂工程は、シート状成形体からバインダを除去する工程である。焼結工程は、脱脂後のシート状成形体を焼結する工程である。シート状成形体は、所定のサイズに切断加工した後、脱脂工程や焼結工程が行われていた。焼結工程では、製造効率を上げるために、シート状成形体を積層して行われている。シート状成形体の積層には、敷粉が用いられている。敷粉を用いることにより、シート状成形体同士が接合してしまうのを防ぐことができる。
例えば、特許第5339214号公報(特許文献1)では、敷粉の粒径や塗布量を制御している。敷粉の塗布量などを制御することにより、セラミックス基板表面のうねりを小さくしている。
【先行技術文献】
【特許文献】
【0003】
特許第5339214号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1のように敷粉の塗布量を制御することにより、セラミックス基板表面のうねりを小さくすることができる。しかしながら、処理量が増えると、歩留まりが低下する現象が起きていた。この原因を追究したところ、セラミックス成形体上の敷粉の塗布量のばらつきに原因があることが分かった。
セラミックス成形体はドクターブレード法などを用いたシート成形法が適用されている。セラミックス成形体の表面は微小な凹凸が形成される。微小な凹凸に応じて敷粉が堆積していく。これにより、セラミックス成形体上の敷粉の塗布量のばらつきが生じていた。このばらつきを把握する測定方法がなく、ばらつきの程度を十分に把握できずにいた。
実施形態はこのような課題に取り組むためのものであり、敷粉塗布量の検査方法を提供するものである。
【課題を解決するための手段】
【0005】
実施形態に敷粉塗布量の検査方法は、敷粉を塗布した敷粉塗布層を有するセラミックス部材に対し、セラミックス成形体の表面方向からレーザ顕微鏡を用いてセラミックス部材上の敷粉塗布層の体積を測定する第1測定工程と、第1測定工程で得られた敷粉塗布層の体積から予め定められたオフセット値を引く工程、オフセット値を引いた値から最大高さ値までを積分する工程と、前記オフセット値を引く工程と前記積分する工程を複数個所行う工程、を有することを特徴とするものである。
【図面の簡単な説明】
【0006】
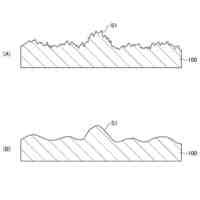
敷粉の塗布方法の一例を示す図。
実施形態にかかる第1測定工程の一例を示す図。
実施形態にかかるオフセット領域の一例を示す図。
実施形態にかかるセラミックス基板の一例を示す図。
【発明を実施するための形態】
【0007】
実施形態に敷粉塗布量の検査方法は、敷粉を塗布した敷粉塗布層を有するセラミックス部材に対し、セラミックス成形体の表面方向からレーザ顕微鏡を用いてセラミックス部材上の敷粉塗布層の体積を測定する第1測定工程と、第1測定工程で得られた敷粉塗布層の体積から予め定められたオフセット値を引く工程、オフセット値を引いた値から最大高さ値までを積分する工程と、前記オフセット値を引く工程と前記積分する工程を複数個所行う工程、を有することを特徴とするものである。
敷粉を塗布した敷粉塗布層を有するセラミックス部材とは、セラミックス基板またはセラミックス成形体のいずれか1種である。セラミックス基板はセラミックス焼結体のことである。以下、セラミックス成形体を例に説明する。
図1に敷粉の塗布方法の一例を示した。図中、符号1はセラミックス成形体、符号2は敷粉噴射ノズル、符号3は敷粉、である。敷粉噴射ノズルのことを単に噴射ノズルと呼ぶこともある。図1は噴射ノズル2から敷粉3を噴射して、セラミックス成形体1上に敷粉3を塗布するものである。また、セラミックス成形体1は、長尺のシート成形体であってもよい。ドクターブレード法により作製したセラミックス成形体1は長尺のシート成形体となる。長尺のシート成形体を搬送しながら、敷粉を塗布することにより量産性を向上させることができる。敷粉を塗布した敷粉塗布層を有するセラミックス成形体は、噴射ノズルを用いた方法に限られるものではなく、刷毛やブラシなどを用いた方法であってもよい。
【0008】
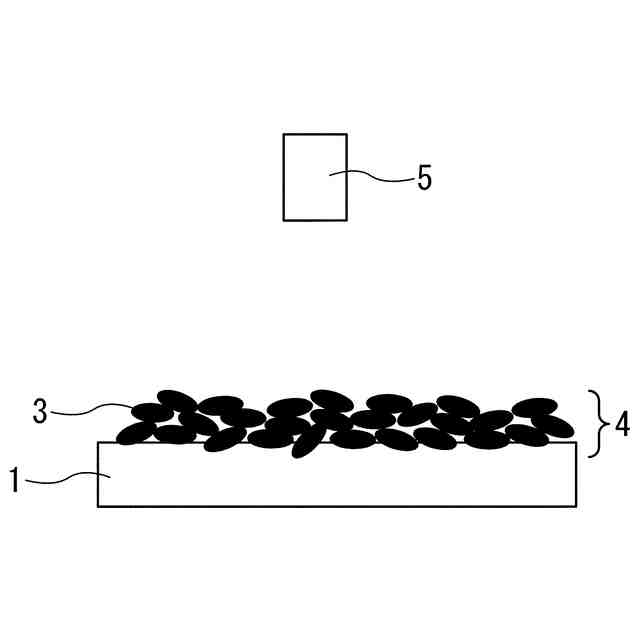
上記工程により、敷粉塗布層を有するセラミックス成形体を用意する。次に、セラミックス成形体の表面方向からレーザ顕微鏡を用いてセラミックス成形体上の敷粉塗布層の体積を測定する第1測定工程を行う。図2に、第1測定工程の一例を示した。図中、符号1はセラミックス成形体、符号3は敷粉、符号4は敷粉塗布層、符号5はレーザ顕微鏡、である。
セラミックス成形体1表面に敷粉塗布層4が形成されている。セラミックス成形体1の表面方向とは、セラミックス成形体1表面に略垂直な方向である。略垂直方向とは80°以上100°以下の範囲内である。また、レーザ顕微鏡5の測定は垂直(90°)方向から行うことが好ましい。レーザ顕微鏡5で得られた三次元画像から敷粉塗布層4の体積を求めることができる。
【0009】
レーザ顕微鏡はキーエンス社VK-X1000シリーズまたはそれと同等以上の性能を有するものを用いるものとする。また、解析ソフトはVK-X1000シリーズに装備されているマルチファイル解析アプリケーションを用いるものとする。また、一度の測定視野は2mm×2.6mmが推奨される。測定視野は任意であるものの、測定視野が狭いと敷粉塗布量の平均値を示さない可能性がある。また、測定視野が広いと、平均値は求められるものの、測定回数が増える可能性がある。
【0010】
次に、第1測定工程で得られた敷粉塗布層の体積から予め定められたオフセット値を引く工程を行う。オフセット値とは、測定値に一律に生じる誤差を取り除くため、基準からのズレを相殺する補正値のことである。
図3にオフセット値の概念を示した。図中、符号1はセラミックス成形体、符号4は敷粉塗布層、符号6はオフセット領域、符号7は積分範囲、である。
オフセット領域6は、敷粉3の少なくとも一部がセラミックス成形体1に埋まっている領域である。セラミックス成形体1はセラミックス粉末とバインダなどを混合して成形したものである。セラミックス成形体1は、柔軟性がある。敷粉3を塗布する工程で、セラミックス成形体1表面に直接接する敷粉3は、その一部がセラミックス成形体1にめり込む。セラミックス成形体1表面に埋まった敷粉3の最も高い個所までがオフセット領域6となる。オフセット領域6の体積がオフセット値となる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社トクヤマ
水硬性組成物
4か月前
株式会社トクヤマ
水硬性組成物
1か月前
株式会社トクヤマ
窒化ケイ素基板
1か月前
株式会社トクヤマ
窒化ケイ素基板
29日前
東ソー株式会社
焼結体の製造方法
14日前
株式会社トクヤマ
窒化ケイ素基板
2か月前
太平洋マテリアル株式会社
膨張材
28日前
太平洋マテリアル株式会社
裏込め材
23日前
有限会社林製作所
無機質成形体
3か月前
太平洋マテリアル株式会社
樹脂モルタル
1か月前
太平洋マテリアル株式会社
樹脂モルタル
1か月前
太平洋マテリアル株式会社
吹付モルタル
21日前
日本電気硝子株式会社
光学部材の製造方法
28日前
ノリタケ株式会社
焼成用治具
22日前
ノリタケ株式会社
焼成用治具
22日前
ノリタケ株式会社
焼成用治具
22日前
太平洋マテリアル株式会社
セメント組成物
22日前
株式会社トクヤマ
窒化ケイ素基板の製造方法
4か月前
愛媛県
釉薬組成物
2か月前
株式会社トクヤマ
改質フライアッシュの製造方法
22日前
デンカ株式会社
グラウト材料
2か月前
デンカ株式会社
モルタル材料
21日前
花王株式会社
水硬性組成物用添加剤
4か月前
日本特殊陶業株式会社
セラミック部品
22日前
太平洋セメント株式会社
固化材
4か月前
黒崎播磨株式会社
断熱材
4か月前
TOTO株式会社
構造部材
17日前
TOTO株式会社
構造部材
22日前
TOTO株式会社
構造部材
17日前
TOTO株式会社
複合材料
1か月前
株式会社西田
コンクリート成形体を製造する方法
1日前
イビデン株式会社
断熱材
21日前
太平洋マテリアル株式会社
軽量繊維層及びその形成方法
21日前
太平洋マテリアル株式会社
モルタル組成物及びモルタル
3か月前
UBE三菱セメント株式会社
コンクリート組成物
21日前
太平洋マテリアル株式会社
モルタル組成物及びモルタル
21日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ