TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025159759
公報種別
公開特許公報(A)
公開日
2025-10-22
出願番号
2024062490
出願日
2024-04-09
発明の名称
溶接外観検査装置、及び溶接外観検査方法
出願人
株式会社日立プラントサービス
代理人
弁理士法人磯野国際特許商標事務所
主分類
B23K
31/00 20060101AFI20251015BHJP(工作機械;他に分類されない金属加工)
要約
【課題】空間的制約のある場所においても、容易に、円筒状配管の溶接部の良否を判定できるようにする。
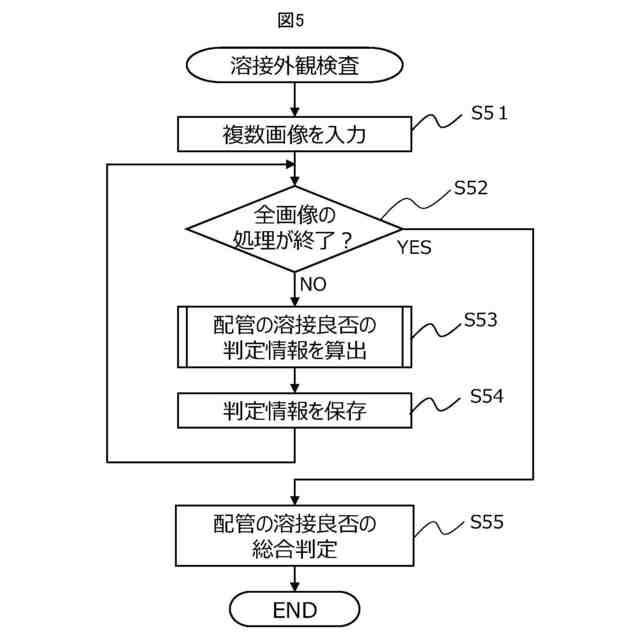
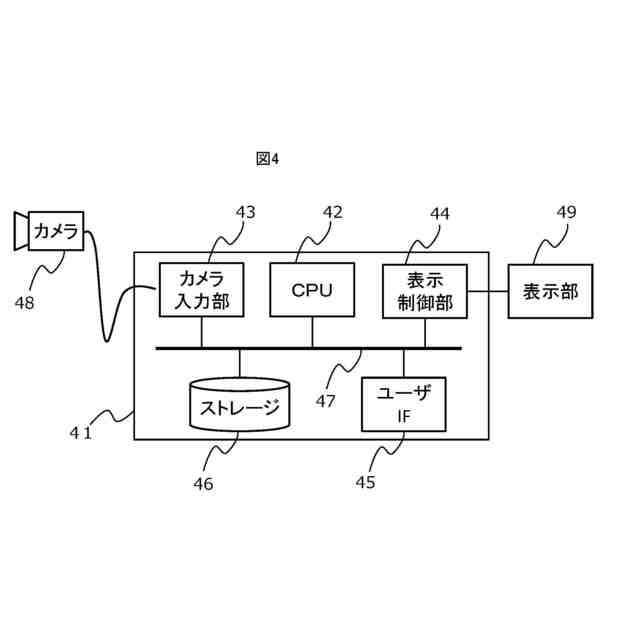
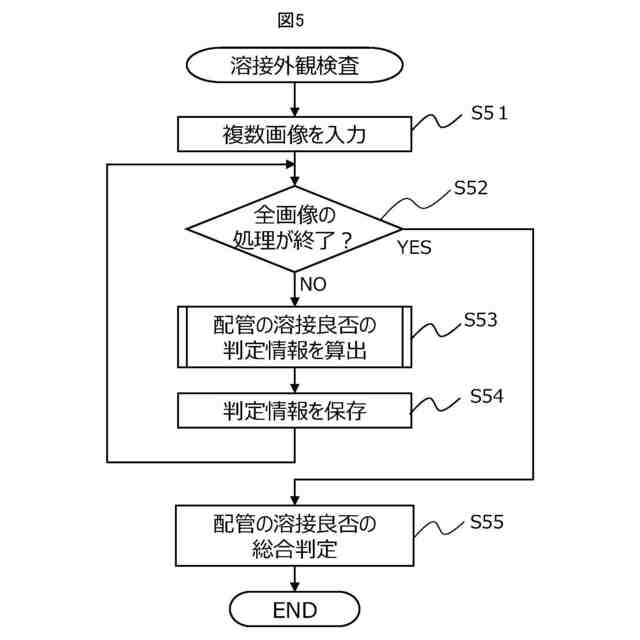
【解決手段】本発明の溶接外観検査装置は、円筒状の配管の溶接部の撮影画像を取得する画像取得部48と、画像取得部で取得した異なる方向から前記溶接部を撮影した複数の画像に基づいてそれぞれの画像の溶接部の溶接良否の判定情報を算出し、複数の溶接良否の判定情報により溶接部の溶接良否を判定する溶接良否判定部41と、を備えるようにした。詳しくは、溶接良否判定部は、溶接部を撮影した画像をセグメンテーションして溶接部領域を検出し、検出した溶接部領域の方向と視点歪を補正する姿勢補正をし、姿勢補正した溶接部領域の輪郭を抽出し、溶接部を撮影した画像に基づいて輪郭を補正して溶接部輪郭補正画像を求め、溶接部輪郭補正画像から、溶接良否の判定情報として溶接部の高さと溶接部の蛇行を求める。
【選択図】 図5
特許請求の範囲
【請求項1】
円筒状の配管の溶接部の撮影画像を取得する画像取得部と、
前記画像取得部で取得した異なる方向から前記溶接部を撮影した複数の画像に基づいてそれぞれの画像の溶接部の溶接良否の判定情報を算出し、複数の前記溶接良否の判定情報により配管の溶接部の溶接良否を判定する溶接良否判定部と、
を備える溶接外観検査装置。
続きを表示(約 1,400 文字)
【請求項2】
請求項1に記載の溶接外観検査装置において、
前記溶接良否判定部は、
前記溶接部を撮影した画像をセグメンテーションして溶接部領域を検出し、
検出した溶接部領域の方向と視点歪を補正する姿勢補正をし、
前記姿勢補正した溶接部領域の輪郭を抽出し、
前記溶接部を撮影した画像に基づいて前記輪郭を補正して溶接部輪郭補正画像を求め、
前記溶接部輪郭補正画像から、溶接良否の判定情報として溶接部の高さと溶接部の蛇行
を求める、
溶接外観検査装置。
【請求項3】
請求項1に記載の溶接外観検査装置において、
前記溶接良否判定部は、
前記画像取得部で取得した前記溶接部の動画像のフレームから前記溶接部を含む画像を抽出し、前記画像に基づいて溶接部を特定して溶接良否の判定情報を算出する、
溶接外観検査装置。
【請求項4】
請求項1に記載の溶接外観検査装置において、
前記溶接良否判定部は、
前記画像取得部で取得した溶接部の動画像のフレームにおいて前記配管の溶接部の一部を追跡し、追跡した溶接部を含む所定領域の画像を抽出し、前記画像に基づいて溶接部を特定して溶接良否の判定情報を算出し、複数の前記溶接良否の判定情報により前記溶接部の溶接良否を判定する、
溶接外観検査装置。
【請求項5】
請求項4に記載の溶接外観検査装置において、
前記溶接良否判定部は、
溶接部を追跡する際に、直前に選択した画像から所定時間経過したフレームの画像について溶接部の追跡を行う、
溶接外観検査装置。
【請求項6】
請求項4に記載の溶接外観検査装置において、
前記溶接良否判定部は、
前記画像取得部の位置を取得し、
前記画像取得部の位置が撮影を開始した位置に戻ったことにより、前記配管の所定の溶接部の追跡を終了する、
溶接外観検査装置。
【請求項7】
請求項4に記載の溶接外観検査装置において、
前記溶接良否判定部は、
画像取得部の撮影の継続、中断、又は終了の状態を判定し、
前記画像取得部で分割撮影した動画像のフレームにおいて前記配管の所定の溶接部を追跡する
溶接外観検査装置。
【請求項8】
請求項3に記載の溶接外観検査装置において、
前記溶接良否判定部は、
前記画像取得部で取得した前記溶接部の動画像のフレームと前記フレームを撮影した際のカメラの位置姿勢とを対応付ける、
溶接外観検査装置。
【請求項9】
請求項8に記載の溶接外観検査装置において、
前記溶接良否判定部は、
前記カメラの位置姿勢に基づいて、前記画像取得部で取得した前記溶接部の動画像のフレームから前記溶接部を含む画像を抽出する、
溶接外観検査装置。
【請求項10】
請求項8に記載の溶接外観検査装置において、
前記溶接良否判定部は、
前記溶接部の溶接良否の判定結果を表示する際に、前記カメラの位置姿勢に基づいて、撮影欠落区間を表示する、
溶接外観検査装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
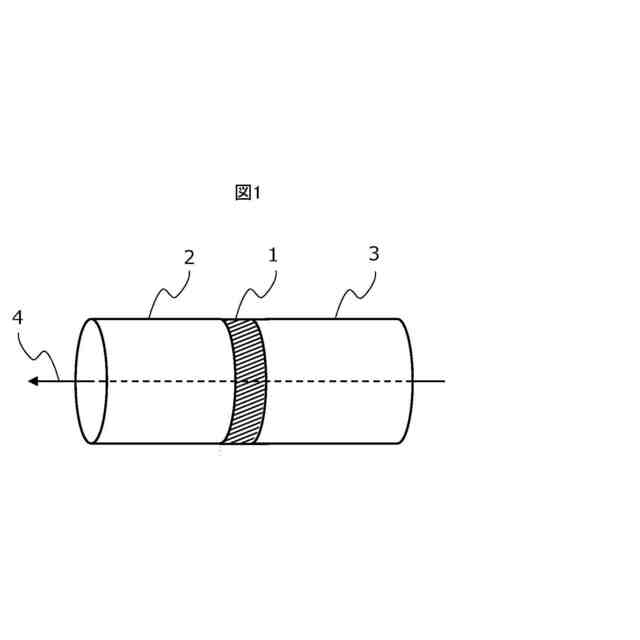
本発明は、溶接接続した円筒状配管の溶接外観検査装置、及び溶接外観検査方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
工場、プラントなどでは、液体あるは気体を安全かつ効率的に所定の場所に移動させるのに、ステンレス等で構成された中空の配管を利用している。この配管を敷設する場合には、配管は、分割され又は一部が溶接により接続された形で現地に搬入され、現地で溶接され設置される。
【0003】
敷設の際の溶接が不十分であると、配管の破壊や内部の液体、あるいは気体の漏れなどが発生することがある。又、溶接時にはこうした不具合がなくても、溶接が不良であると経年劣化や外部からの圧力や振動等により徐々に接合部が破損し配管内部の液体あるいは気体が外部に漏れだす恐れがある。このため、配管を組み立てる現地において、溶接が正しく行われているか、溶接個所の検査が必要になる。
【0004】
溶接個所の検査にはいくつかの種類があるが、最も簡便な方法が外観検査(目視検査)である。外観検査は、特別な機器を必要とせず、いつでもどこででも安価に適用でき、また迅速に結果を得ることができる。一方、ばらつきの少ない安定した判定を行うためには、検査者の知識や経験が要求される。少子高齢化の影響もあり、溶接の知識や経験のある検査者が今後減少することが予想されている。そのため、だれが検査しても安定して判定を行うために、溶接の自動良否の判定を行うことが求められている。
【0005】
溶接箇所の外観検査技術として、特許文献1には、カメラを含む3次元形状計測センサにより溶接の良否判定モデルを材質・形状ごとに生成し溶接の自動良否判定を行う方法が開示されている。
【0006】
また、特許文献2では、1種以上の人工知能による溶接部(ビード)の検査結果を含む結果から総合判定により溶接部の良否を判定する方法が開示されている。また、検査対象の溶接部が空間(3次元)の曲線を構成する場合においても、捩れ率(つまり平面曲線がどれだけ3次元方向に離れていくかを示す量)に基づいて、溶接線に沿って得られた溶接ビードのデータを直線(1次元)の形状となるように平面化処理を行うことにより対応ができることを開示している。
【0007】
さらに、特許文献3では、配管の外周の結合部位に対する撮影装置によって溶接品質を測定することにより結合部位を検査することが開示されている。検査者(検収者)は検査装置をビードに沿って移動させて撮影を行う技術を開示している。
【先行技術文献】
【特許文献】
【0008】
国際公開第2020/129617号(段落0009、0038)
国際公開第2021/177435号(段落0005、0032、0080、0095)
特表2023-531389号公報(段落番号0005、0042)
【発明の概要】
【発明が解決しようとする課題】
【0009】
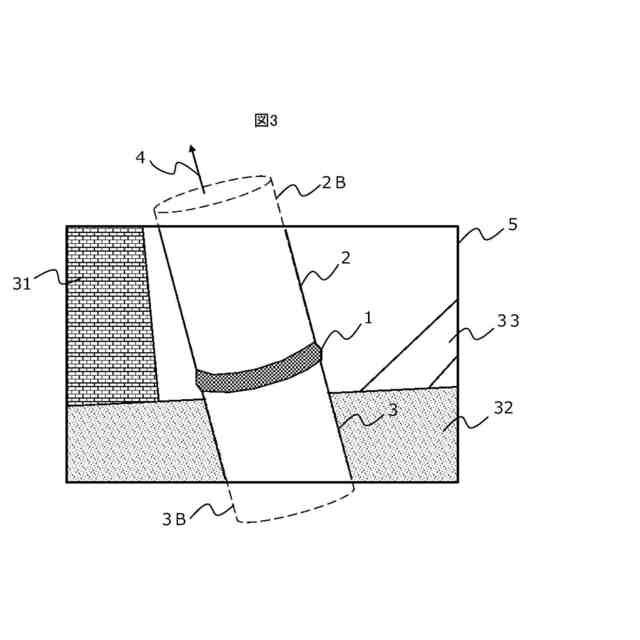
円筒状配管の溶接部の検査を行う場合には、配管の周囲に円環上に存在しており、一方向の視点からでは溶接部の全体を見ることができないため、特許文献1、特許文献2の技術だけでは、配管溶接のような円環状の溶接部への適用が示されていないため、良否の判定ができない。また、現地で溶接を行い組み立てた場合、溶接部の近辺に他の配管や構造物があるなどの空間的な制約により、検査の支障となる場合もあり、特許文献3の技術を適用できない。
【0010】
本発明の目的は、空間的制約のある場所においても、容易に、円筒状配管の溶接部の良否を判定できるようにすることにある。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
タップ
5か月前
個人
フライス盤
1か月前
個人
加工機
5か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
5か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
5か月前
株式会社不二越
ドリル
5か月前
日東精工株式会社
ねじ締め機
25日前
日東精工株式会社
ねじ締め機
2か月前
株式会社北川鉄工所
回転装置
4か月前
株式会社ダイヘン
溶接電源装置
3か月前
日東精工株式会社
ねじ締め装置
4か月前
株式会社ダイヘン
溶接電源装置
3か月前
株式会社ダイヘン
溶接電源装置
2か月前
日東精工株式会社
ねじ締め装置
1か月前
個人
切削油供給装置
2か月前
株式会社FUJI
工作機械
3か月前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
24日前
株式会社FUJI
工作機械
4か月前
キヤノン電子株式会社
加工システム
2か月前
中国電力株式会社
養生シート
18日前
株式会社アンド
半田付け方法
1か月前
株式会社アンド
半田付け方法
5か月前
株式会社アンド
半田付け方法
5か月前
個人
型枠製造装置のフレーム
1か月前
株式会社富田製作所
支持構造
4日前
大見工業株式会社
ドリル
3か月前
村田機械株式会社
レーザ加工機
5か月前
株式会社ツガミ
工作機械
2か月前
株式会社トヨコー
被膜除去方法
5か月前
村田機械株式会社
レーザ加工機
5か月前
有限会社 ナプラ
ソルダペースト
4か月前
トヨタ自動車株式会社
溶接ヘッド
4か月前
ビアメカニクス株式会社
レーザ加工装置
25日前
株式会社不二越
超硬合金製ドリル
6か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ

































