TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025158210
公報種別
公開特許公報(A)
公開日
2025-10-17
出願番号
2024060530
出願日
2024-04-04
発明の名称
熱可塑性樹脂組成物の製造方法およびそれからなる成形品
出願人
帝人株式会社
代理人
個人
主分類
B29B
7/72 20060101AFI20251009BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】原料が通常の混錬方法では混錬しにくい性状の組合せにおける場合でも、特にセルフタップ強度の低下を抑制可能な熱可塑性樹脂ペレット原料、パウダー原料、液体原料を混錬する樹脂組成物の製造方法を提供する。
【解決手段】(A)熱可塑性樹脂ペレット原料(A成分)、(B)パウダー原料(B成分)および(C)液体原料(C成分)を混錬する樹脂組成物の混錬方法であって、二軸押出機の第一ニーディング部分のL/Dが3.5~5.5であって、二軸押出機のスクリュウ径φmmに対して吐出Xkg/hがX≧60(φ/32)
2.5
である熱可塑性樹脂組成物の製造方法。
【選択図】なし
特許請求の範囲
【請求項1】
(A)熱可塑性樹脂ペレット原料(A成分)、(B)パウダー原料(B成分)および(C)液体原料(C成分)を混錬する樹脂組成物の混錬方法であって、二軸押出機の第一ニーディング部分のL/Dが3.5~5.5であって、二軸押出機のスクリュウ径φmmに対して吐出Xkg/hがX≧60(φ/32)
2.5
である熱可塑性樹脂組成物の製造方法。
続きを表示(約 580 文字)
【請求項2】
A成分100重量部に対して、B成分5~80重量部およびC成分5~30重量部である請求項1記載の熱可塑性樹脂組成物の製造方法。
【請求項3】
A成分が芳香族ポリカーボネート樹脂、B成分が無機充填材およびC成分がリン系難燃剤である請求項1または2に記載の熱可塑性樹脂組成物の製造方法。
【請求項4】
請求項1または2に記載の製造方法で得られた熱可塑性樹脂組成物。
【請求項5】
請求項4に記載の熱可塑性樹脂組成物より形成された成形品。
【請求項6】
請求項5に記載の成形品がボス付きであって、M3のPタイトネジで測定したセルフタップの破壊強度が1.2N/m以上であるボス付き成形品。
【請求項7】
(A)熱可塑性樹脂ペレット原料(A成分)、(B)パウダー原料(B成分)および(C)液体原料(C成分)を含有する樹脂組成物であって、該樹脂組成物から得られたボス付き成形品のセルフタップの破壊強度(S1)と、(A)熱可塑性樹脂ペレット原料の代わりに、(a)熱可塑性樹脂パウダー原料を使用した樹脂組成物から得られたボス付き成形品のセルフタップの破壊強度(S2)としたとき、(S1/S2)×100(%)で表されるセルフタップの破壊強度保持率が80%以上である樹脂組成物。
発明の詳細な説明
【技術分野】
【0001】
原料が通常の混錬方法では混錬しにくい性状の組合せにおける場合でも、特にセルフタップ強度の低下を抑制可能な熱可塑性樹脂ペレット原料、パウダー原料、液体原料を特定条件で混錬する樹脂組成物の製造方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
熱可塑性樹脂組成物は、電気・電子・OA機器の筐体や部品、自動車用内装・外装部品、家具、楽器、雑貨類などの幅広い分野で使用されている。特に近年では持続可能な社会の実現のために、熱可塑性樹脂組成物に対して高いリサイクル性が望まれている。
【0003】
通常リサイクルされた原料はペレットの状態で供給される。ペレット原料はパウダー原料と比較して押出機中で搬送能力が高く、特に液体原料と混錬する場合にはニーディング部分で十分混錬されずにショートパスを引き起こすことが多い。更にパウダー原料、特に無機充填材のようなそれ自体は溶融しない原料との組合せでは、押出機中で分級が発生し、混錬不良が発生する。
【0004】
二軸押出機の生産効率は特に吐出によるところが大きく、高効率での生産の為には高い吐出量の設定が必要となる。但し、吐出量を高く設定した場合には、上記の混錬不良がより顕著となる傾向にあった。
【0005】
一方セルフタップネジによる部品の取り付けは、非常に簡便であるだけではなく、部品の強固な結合が可能であり、金属と熱可塑性樹脂組成物のような異種材料間の締結に非常に有効である。セルフタップネジでの締結は耐久性が高く、長期間にわたって使用可能にもかかわらず、使用後はネジを外すだけで製品寿命後の異種材料の分別にも有効であるため、リサイクルを容易にするという利点がある。特許文献1および特許文献2にはセルフタップ強度に優れた熱可塑性樹脂組成物が提示されている。
【0006】
しかしながらセルフタップネジの締結に必要なセルフタップ強度は、熱可塑性樹脂の混錬方法に特に左右されやすく、先行文献に記載されているような吐出条件では問題ないものの、生産効率を考慮した吐出条件ではセルフタップ強度の低下が大きく、実使用に耐えられるものではなかった。
【先行技術文献】
【特許文献】
【0007】
特許第4695442号公報
特許第4919407号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明の目的は、原料が通常の混錬方法では混錬しにくい性状の組合せにおける場合でも、特にセルフタップ強度の低下を抑制可能な熱可塑性樹脂ペレット原料、パウダー原料、液体原料を混錬する樹脂組成物の製造方法を提供することにある。
【課題を解決するための手段】
【0009】
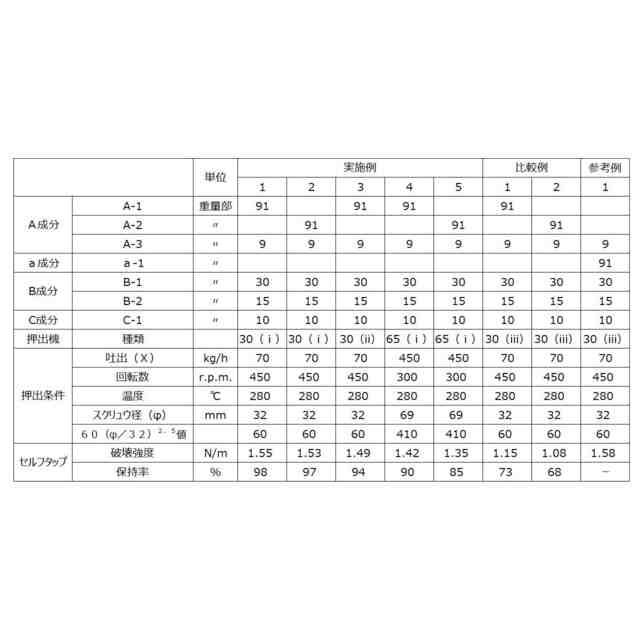
本発明者らは、上記目的を達成せんとして鋭意研究を重ねた結果、熱可塑性樹脂ペレット原料、パウダー原料、液体原料を混錬する樹脂組成物の製造方法であって、二軸押出機の第一ニーディング部分のL/Dと、二軸押出機のスクリュウ径φmmに対する吐出Xkg/hが特定条件を満足する熱可塑性樹脂組成物の製造方法により、セルフタップ強度に優れた熱可塑性樹脂組成物を提供できることを見出し、本発明に到達した。
【0010】
すなわち、本発明は以下の通りである。
1.(A)熱可塑性樹脂ペレット原料(A成分)、(B)パウダー原料(B成分)および(C)液体原料(C成分)を混錬する樹脂組成物の混錬方法であって、二軸押出機の第一ニーディング部分のL/Dが3.5~5.5であって、二軸押出機のスクリュウ径φmmに対して吐出Xkg/hがX≧60(φ/32)
2.5
である熱可塑性樹脂組成物の製造方法。
2.A成分100重量部に対して、B成分5~80重量部およびC成分5~30重量部である前項1記載の熱可塑性樹脂組成物の製造方法。
3.A成分が芳香族ポリカーボネート樹脂、B成分が無機充填材およびC成分がリン系難燃剤である前項1または2に記載の熱可塑性樹脂組成物の製造方法。
4.前項1~3のいずれかに記載の製造方法で得られた熱可塑性樹脂組成物。
5.前項4に記載の熱可塑性樹脂組成物より形成された成形品。
6.前項5に記載の成形品がボス付きであって、M3のPタイトネジで測定したセルフタップの破壊強度が1.2N/m以上であるボス付き成形品。
7.(A)熱可塑性樹脂ペレット原料(A成分)、(B)パウダー原料(B成分)および(C)液体原料(C成分)を含有する樹脂組成物であって、該樹脂組成物から得られたボス付き成形品のセルフタップの破壊強度(S1)と、(A)熱可塑性樹脂ペレット原料の代わりに、(a)熱可塑性樹脂パウダー原料を使用した樹脂組成物から得られたボス付き成形品のセルフタップの破壊強度(S2)としたとき、(S1/S2)×100(%)で表されるセルフタップの破壊強度保持率が80%以上である樹脂組成物。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
帝人株式会社
衝撃吸収構造体
3か月前
帝人株式会社
複数の孔を有する成形品
2か月前
帝人株式会社
ゲル組成物及びその製造方法
2か月前
帝人株式会社
高視認性難燃布帛および繊維製品
2か月前
帝人株式会社
ポリカーボネート樹脂および光学部材
2か月前
帝人株式会社
熱可塑性樹脂及びそれを含む光学部材
3か月前
帝人株式会社
ポリオレフィン微多孔膜及びエアフィルタ
2か月前
学校法人大阪医科薬科大学
耐久性試験装置
1か月前
帝人株式会社
ポリエチレン微多孔膜、及び、医療用デバイス
1か月前
帝人株式会社
ポリカーボネート樹脂組成物およびその成形品
3か月前
帝人株式会社
ポリカーボネート樹脂組成物およびその成形品
3か月前
帝人株式会社
非水系二次電池用セパレータ及び非水系二次電池
2か月前
帝人株式会社
非水系二次電池用セパレータ及び非水系二次電池
3か月前
帝人株式会社
パラ型全芳香族ポリアミド溶液及びその製造方法
3か月前
帝人株式会社
非水系二次電池用セパレータ及び非水系二次電池
2か月前
帝人株式会社
ポリカーボネート樹脂およびそれからなる成形品
2か月前
帝人株式会社
ポリカーボネート樹脂および該樹脂を用いた光学部材
3か月前
帝人株式会社
変形検出機構、移動体および変形検出機構の製造方法
1か月前
帝人株式会社
ポリカーボネート樹脂および該樹脂を用いた光学部材
3か月前
帝人株式会社
ポリエチレン微多孔膜、巻回体及び巻回体の製造方法
1か月前
帝人株式会社
ポリカーボネート樹脂組成物およびそれよりなる成形品
3か月前
帝人株式会社
ポリカーボネート樹脂組成物およびそれよりなる成形品
3か月前
帝人株式会社
ポリカーボネート樹脂組成物およびそれからなる成形品
2か月前
帝人株式会社
ポリカーボネート樹脂組成物およびそれよりなる成形品
2か月前
帝人株式会社
ポリカーボネート樹脂組成物およびそれからなる成形品
2か月前
帝人株式会社
ポリカーボネート樹脂組成物およびそれからなる成形品
3か月前
帝人株式会社
エポキシ樹脂組成物、プリプレグ、及び繊維強化複合材料
1か月前
帝人株式会社
熱可塑性樹脂組成物の製造方法およびそれからなる成形品
1か月前
帝人株式会社
蒸着成形品用ポリカーボネート樹脂組成物および蒸着成形品
2か月前
帝人株式会社
ポリカーボネート樹脂組成物およびそれを成形してなる成形品
1か月前
帝人株式会社
ポリカーボネート樹脂組成物およびそれを成形してなる成形品
28日前
帝人株式会社
難燃性ポリカーボネート樹脂組成物およびそれよりなる成形品
2か月前
帝人株式会社
多孔膜捲回体、フィルター用基材、及びカートリッジフィルター
1か月前
帝人株式会社
多孔膜捲回体、フィルター用基材、及びカートリッジフィルター
1か月前
帝人株式会社
折り曲げ加工によって第一部材と、第二部材とが組み合わされた接合部材
21日前
帝人株式会社
ポリブチレンナフタレート樹脂組成物およびそれを成形してなる成形部材
3か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ